



市场需求
在线缆制造行业,加工机械加工完毕的线材,要用线盘整齐收卷。
加工机械在启动、停车、正常加工过程中,线材线速度是变化的,要求收卷机转速能自动跟踪加工机械的线速度。
另外收卷直径也在变化,收卷机还必须根据收卷直径自动调整转速,保证收卷机线速度和加工机线速度一致。
同样,当卷好的线材需要再次加工时,放卷机也必须自动跟踪加工机械的线速度,根据开卷直径自动调整转速,保持和加工线速度一致。
为了保证加工品质,在收放线过程中,必须保持线材张力恒定。
功能和特点
傻瓜型动力收放线专用变频器, 不用设定变频器参数,出厂值即最佳参数,只需要按说明书正确接线,就可以开机正常工作。
可在张力平衡杆的下限位、中点零位或上限位等任意位置开机工作。
不需外部信号控制,完全独立于加工机械。
自动识别收放线的转速和方向,自动跟踪收放线的线速度,张力平衡杆基本维持在动力收放线架的中点位置。
无论大盘、小盘;满盘、半盘;无论粗线、细线;无论线速度高低,张力始终恒定。
绝对只要一个动滑轮绕线,机械结构最简单,节约设备成本。
变频器与电机同功率配匹使用,不需要放大变频器的容量。
应用接线图:
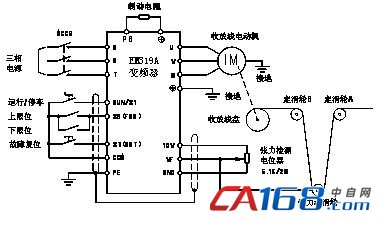
接线图说明:
1.张力电位器应为360度旋转的高精度精密电位器,阻值为2~10KΩ;
2.制动电阻应与对应功率变频器适配,参见SINE300系列变频器说明书;
3.下限位时,反馈电压VF为+9.5V左右,上限位时,反馈电压VF为+0.5V左右。按键盘点动JOG键,变频器运行,动力放线架放线,否则,将变频器输出U、V、W任意两相换相,使变频器反转;
4.简易动力收放线架的上限位、下限位开关及故障复位按钮可不接。




共0条 [查看全部] 网友评论