


1в§бд
ЮхжсМгЙЄЪЧжИдквЛЬЈЛњДВЩЯжСЩйгаЮхИізјБъжс(Ш§ИіжБЯпзјБъКЭСНИіа§зЊзјБъ)ЃЌЖјЧвПЩдкЪ§Пи(CNC)ЯЕЭГЕФПижЦЯТЭЌЪБаЕїдЫЖЏНјааМгЙЄЁЃетбљЕФЮхжсСЊЖЏЪ§ПиМгЙЄПЩвдМгЙЄвЛАуШ§жсЪ§ПиЛњДВЫљВЛФмМгЙЄЛђКмФбвЛДЮзАМаЭъГЩМгЙЄЕФСЌајЁЂЦНЛЌЕФздгЩЧњУцЁЃШчКНПеЗЂЖЏЛњКЭЦћТжЛњЕФвЖЦЌЃЌНЂЭЇгУЕФТна§ЭЦНјЦїЃЌвдМАаэаэЖрЖрОпгаЬиЪтЧњУцКЭИДдгаЭЧЛЁЂПзЮЛЕФПЧЬхКЭФЃОпЕШЃЌШчгУЦеЭЈШ§жсЪ§ПиЛњДВМгЙЄЃЌгЩгкЦфЕЖОпЯрЖдгкЙЄМўЕФЮЛзЫНЧдкМгЙЄЙ§ГЬжаВЛФмБфЃЌМгЙЄФГаЉИДдгздгЩЧњУцЪБЃЌОЭгаПЩФмВњЩњИЩЩцЛђЧЗМгЙЄ(МДМгЙЄВЛЕН)ЁЃЖјгУЮхжсСЊЖЏЕФЛњДВМгЙЄЪБЃЌдђгЩгкЕЖОпЕФЮЛзЫНЧдкМгЙЄЙ§ГЬжаЫцЪБПЩЕїећЃЌОЭПЩвдБмУтЕЖОпЙЄМўЕФИЩЩцВЂФмвЛДЮзАМаЭъГЩШЋВПМгЙЄЁЃ
ЮвЙЋЫОзджїбаЗЂЕФXK2130аЭЪ§ПиСњУХялЯГДВЃЈЭМ1ЃЉХфБИПЩЙЉгУЛЇбЁдёЕФИНМўПтЃЌИНМўПтжаИїжжЯГЭЗПЩИљОнМгЙЄашвЊздЖЏНЛЛЛЃЌЦфжаЕФАкНЧЯГЭЗЃЈAЁЂCжсЃЉПЩгыжїЛњЦфЫќШ§ИізјБъжсЃЈXЁЂYЁЂZЃЉСЊЖЏВЮгыВхВЙЃЌЪЕЯжЮхжсМгЙЄЙІФмЁЃИУЛњВЩгУ КЃЕТККЙЋЫОШЋЪ§зжЛЏЧ§ЖЏММЪѕЕФiTNC 530Ъ§ПиЯЕЭГЃЌЪЕЯжСЫИпЫйМгЙЄЃЌЬсИпСЫМгЙЄОЋЖШЁЂжЪСПКЭаЇТЪЁЃ
2ЛњДВЕчЦјПижЦЯЕЭГзщГЩ
ИУЛњДВга4ИіжБЯпзјБъЃЌXзјБъЧ§ЖЏЙЄзїЬЈЃЌЦфааГЬДя9mЃЛYзјБъЧ§ЖЏЛЌзљЃЌааГЬ4ЃЎ75mЃЛZзјБъЧ§ЖЏЛЌеэЃЌааГЬ0.9mЃЛWзјБъЧ§ЖЏКсСКЃЌааГЬ2.3mЃЛX/Y/ZШ§ИізјБъВЩгУДјОрРыТыЕФHEIDENHAINжБЯпЙтеЄГпЃЈ1Vppе§ЯвВЈЃЉШЋБеЛЗЗДРЁЗНЪНЃЌЯЕЭГЩЯЕчЪБПЩЖЬГЬЛиВЮПМЕуЃЛWжсВЩгУСНИіЕчЛњЫЋЧ§ЭЌВНПижЦЃЌВЩгУHEIDENHAINОјЖджЕБрТыЦїЗДРЁЗНЪНЃЌНгЭЈЕчдДОЭФмСЂМДНЈСЂОјЖдВЮПМзјБъЯЕЃЌБмУтСЫУПДЮЯЕЭГЩЯЕчашжиЛиВЮПМЕуЕФТщЗГЃЛАкНЧЯГЭЗжаAжсКЭCжсВЩгУСЫЮїУХзг1FT6ЫХЗўЕчЛњЃЌAжсдк±95ºжЎМфАкЖЏЃЌAжсВЩгУHEIDENHAINОјЖджЕБрТыЦїЗДРЁЗНЪНЃЌCжсдк±200ºжЎМфзЊЖЏЃЛИНМўПтдЫЫЭЯГЭЗЕФаЁГЕЃЈuжсЃЉВЩгУPLCЖЈЮЛжсПижЦЗНЪНЃЌХфКЯПижЦГЬађЪЕЯжздЖЏИќЛЛИНМўПтжаЕФИїжжЯГЭЗЁЃЛњДВжїжсЧ§ЖЏВЩгУКЃЕТККQANЯЕСаЫХЗўжїжсЕчЛњЃЌИїЯюНјИјбЁгУКЃЕТККQSYЯЕСаЫХЗўЕчЛњЁЃеыЖдИУЛњДВЕФНсЙЙЬиЕуЃЌЕчЦјПижЦЯЕЭГХфжУСЫКЃЕТККiTNC530Ъ§ПиЯЕЭГЁЂКЃЕТККUMЯЕСаЪ§зжБфЦЕЦїЧ§ЖЏПижЦЯЕЭГЁЃ

ЭМ1XK2130аЭЪ§ПиСњУХялЯГДВ
3ЪЕЯжЮхжсСЊЖЏМгЙЄ
3ЪЕЯжЮхжсСЊЖЏМгЙЄ
ЃЈ1ЃЉНсЙЙЬиЕу
дкДѓаЭЪ§ПиСњУХялЯГДВжаВЩгУАкНЧЯГЭЗЃЈЭМ2ЃЉЪЧЪЕЯжЮхжсМгЙЄЕФживЊЗНЪНЁЃдкБОЛњДВжаАкНЧЯГЭЗАВзАдкЛЌеэЖЫУцЩЯЁЃАкНЧЯГЭЗжївЊгЩСЊНгХЬЁЂСЊНгжсЁЂжЇГаЬхЁЂЯГЭЗЬхЕШВПМўзщГЩЁЃСЊНгХЬгыЗНЛЌеэСЊНгдквЛЦ№ЃЌСЊНгжсЭЈЙ§ЛЈМќгыжїЛњжїжсСЊНгВЂДЋЕнЖЏСІЃЛжЇГаЬхЭЈЙ§ЕчЛњЧ§ЖЏПЩЪЕЯж±200°а§зЊ(Cжс)ЃЛCжсЮЛжУМьВтвРППЕчЛњФкжУБрТыЦїЃЌгЩНгНќПЊЙиМьВтCжсдЕуЁЃЯГЭЗЬхЭЈЙ§ЕчЛњЧ§ЖЏПЩЪЕЯж±95°а§зЊ(Aжс)ЁЃAжсЮЛжУМьВтдЊМўЮЊHEIDENHAIN ОјЖджЕНЧЖШБрТыЦїЁЃвђДЫАкНЧЯГЭЗЪЧОпгаСНИіЪ§Пиа§зЊжсЃЈAЁЂCжсЃЉЁЂПЩгыжїЛњХфКЯЪЕЯжЮхжсСЊЖЏЕФЖрЙІФмИНМўЁЃ
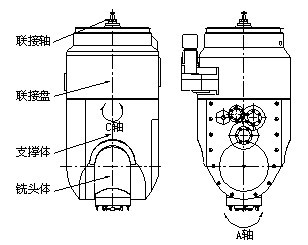
ЭМ2 АкНЧЯГЭЗМђЭМ
ЭМ2 АкНЧЯГЭЗМђЭМ
ЃЈ2ЃЉЯЕЭГвЊЧѓ
CNCПижЦЯЕЭГЪЧЪЕЯжЮхжсМгЙЄЕФживЊзщГЩВПЗжЃЌЫќдкКмДѓГЬЖШЩЯОіЖЈзХЛњДВМгЙЄЕФЫйЖШЁЂОЋЖШКЭБэУцжЪСПЁЃКЃЕТККiTNC 530Ъ§ПиЯЕЭГЪЧЪЪКЯЯГДВЁЂМгЙЄжааФЛђашвЊгХЛЏЕЖОпЙьМЃПижЦжЎМгЙЄЙ§ГЬЕФЭЈгУадПижЦЯЕЭГЃЌЮхжсМгЙЄЙІФмЗсИЛвзгУЃЌЫќОпгаЧПДѓЕФзјБъЯЕа§зЊЁЂЦНУцЖЈвхЙІФмЃЛЕЖОпжааФЙмРэЙІФмЃЈTCPMЃЉЃЛжЇГжЖржжЮхжсМгЙЄИёЪНЃЈЕЖОпЪИСПЛђа§зЊжсНЧЖШЃЉЃЛЖржжАВШЋЙІФмЃЈЪЕЪБХізВМрПиDCMЁЂЖЯЕчАВШЋЭЫЕЖЃЉЃЛЪжТжИЩдЄГЬађдЫааЃЈЮхжсМгЙЄЪБЭЈЙ§ЪжТжИЩдЄПеМфжсЃЉЃЛдВжљУцМгЙЄЙІФмЃЛЮхжсМгЙЄЕЖОпжсОЋШЗПижЦЙІФмЁЃ
еыЖдЮхжсМгЙЄЕФИДдгЧњУцЃЌШчЙћвЊЪЕЯжИпЫйЁЂИпОЋКЭИпБэУцжЪСПМгЙЄЃЌБиаыОпБИКУЕФгВМўЛљДЁЁЂСМКУЕФЫХЗўадФмМАИпЫйПижЦФмСІЁЃдкгВМўЩЯЃЌiTNC 530ВЩгУСЫШЋЪ§зжЛЏЧ§ЖЏММЪѕЃЌЦфЮЛжУПижЦЦїЁЂЫйЖШПижЦЦїКЭЕчСїПижЦЦїШЋВПЪЕЯжЪ§зжПижЦЁЃЪ§зжЕчЛњПижЦММЪѕФмЛёЕУЗЧГЃИпЕФНјИјЫйТЪЁЃ
КЃЕТККiTNC 530ЪЧзюгХауЕФ3-DТжРЊМгЙЄЪ§ПиЯЕЭГЃЌ3-DГЬађЖЮДІРэЪБМфжЛга0ЃЎ5msЃЌЭЈЙ§гХЛЏТЗОЖПижЦЁЂЬсЧАМЦЫуТжРЊКЭПижЦМгМгЫйЃЈJerkЃЉЫуЗЈЃЌПЩвддкзюЖЬЕФЪБМфФкМгЙЄГіЭъУРЕФИДдгТжРЊЧњУцЁЃ
ЃЈ3ЃЉЮхжсМгЙЄГЬађ
гУЮхжсМгЙЄИДдгЕФ3-DТжРЊЃЌМгЙЄГЬађЭЈГЃгУЛњДВЭтЕФCAD/CAMЯЕЭГЩњГЩЃЌШЛКѓдйЭЈЙ§iTNC530здДјЕФвдЬЋЭјНгПкДЋЕНЪ§ПиЯЕЭГжаЃЌЭЌЪБiTNC530ЯЕЭГЬсЙЉСЫЕуЙ§ТЫЙЄОпЃЌПЩвдЖдCAD/CAMЯЕЭГЩњГЩЕФNCГЬађНјааЦНЛЌгХЛЏДІРэЃЌЪЙТжРЊИќЦНЛЌЁЂдЫааГЬађЫйЖШИќПьКЭМгМгЫйИќаЁЁЃ
ЯТУцЪЧБОЛњДВМгЙЄШчЭМ3ЫљЪОИДдгЧњУцЙЄМўЕФВПЗжГЬађЃК
0 BEGIN PGM QH_v5 MM
1 ; Date : Tue Apr 01 17:15:31 2008
2 ; Programmer : cn1070
3 ; Part File Name: D:\Show\qier\QH_2_stp.prt
4 ; Tool Number: 2
5 ; Tool Name : MILL Tool Diameter: 63.000 Tool Length: 75.000
6 BLK FORM 0.1 Z X+0 Y+0 Z-20
7 BLK FORM 0.2 X+100 Y+100 Z+0
8 CYCL DEF 247 DATUM SETTING ~
Q339=+6 ;DATUM NUMBER
9 L R0 FMAX
10 TOOL CALL 2 Z S150
11 CYCL DEF 32.0 TOLERANCE
12 CYCL DEF 32.1 T0.1
13 CYCL DEF 32.2 HSC-MODE:1 TA0.5
14 CYCL DEF 7.0 DATUM SHIFT
15 CYCL DEF 7.1 X+0
16 CYCL DEF 7.2 Y+0
17 CYCL DEF 7.3 Z-200
18 L M128 F3000 ЦєЖЏЕЖОпжааФЙмРэЙІФм
19 L X+15.775 Y+72.947 Z+589.285 C+24.533 A-43.056 F3000 M3
20 L Y+73.013 Z+589.229 C+24.531 A-43.053
ЁЃЁЃЁЃЁЃЁЃЁЃ
133 L Y+1314.343 Z+697.881 C+170.86 A-26.888
134 L Y+1314.376 Z+697.898 C+170.861 A-26.888
135 L X+42.003 Y+1317.852 Z+701.61 C+171.229 A-26.597
136 L Y+1317.786 Z+701.578 C+171.228 A-26.597
ЁЃЁЃЁЃЁЃЁЃЁЃ
765 L M129 ШЁЯћЕЖОпжааФЙмРэЙІФм
7766 CYCL DEF 7.0 DATUM SHIFT
7767 CYCL DEF 7.1 X+0
7768 CYCL DEF 7.2 Y+0
7769 CYCL DEF 7.3 Z+0
7770 CYCL DEF 32.0 TOLERANCE
7771 CYCL DEF 32.1
7772 M30
7773 END PGM QH_v5 MM

ЭМ3 МгЙЄИДдгЧњУц
4НсТл
КЃЕТККiTNC530ЕФЮхжсМгЙЄЙІФмЗсИЛвзгУЃЌВЩгУШЋЪ§зжЛЏЧ§ЖЏММЪѕЃЌОпБИСМКУЕФЫХЗўадФмМАИпЫйПижЦФмСІЃЌПЩЪЕЯжИпЫйЁЂИпОЋКЭИпБэУцжЪСПМгЙЄЃЌФмГфЗжТњзуЮхжсМгЙЄгУЛЇМгЙЄИДдгЧњУцЕФвЊЧѓЃЌПЩЙуЗКгІгУгкОпгаЮхжсМгЙЄЙІФмЕФЪ§ПиЛњДВжаЁЃЮвЙЋЫОбаЗЂЕФXK2130аЭЪ§ПиСњУХялЯГЮхжсМгЙЄЛњДВГЩЙІгІгУСЫКЃЕТККiTNC530ЮхжсМгЙЄЙІФмЃЌИУЛњ дјдкББОЉЪ§ПиЛњДВеЙРРЛсЩЯГЩЙІеЙГіЃЌВЂШйЛёеЙЛсзюИпНБ“ДКбрНБ”ЁЃ
зїепМђНщ
ЫЮЯўЃЈ1959-ЃЉФа ИпМЖЙЄГЬЪІЃЌжївЊДгЪТЛњДВЕчЦјПижЦЯЕЭГЩшМЦЁЂЩњВњзАХфЁЂЯЕЭГЕїЪдЕШбаОПЁЃ
ВЮПМЮФЯзЃЈТдЃЉ
*ЛљН№ЯюФПЃККкСњНЪЁНмГіЧрФъЛљН№ЃЌБрКХЃКJC200915ЁЃ




ЙВ0Ьѕ [ВщПДШЋВП] ЭјгбЦРТл