



1引言
标记是指通过物理或化学的方法在物体表面产生一定图形或文字的方法,而完成标记所使用的机器称之为标记机。
对厂家来说,无论是在机械产品的生产过程中对零部件进行的有效管理,还是在市场上需要有效识别或质量跟踪,都需要对产品进行标识。同时对于日常消费者来讲,标记也是其识别和选择商品的重要因素,例如产品的型号,品牌,规格等。而企业也可以通过特殊的打标技术,达到防伪的目的,有效的维护企业的质量信誉。因此,打标加工是工业生产过程中的重要工序之一。
随着计算机技术、自动控制技术以及CAD技术的发展,标记设备采用自动控制方式已经取代手工压膜与电化学加工等传统标记方法成为主流,其中又主要分为激光打标和气动打标。激光打标速度快,精度高,防伪功能强,但设备昂贵,在恶劣环境中故障率大。气动打标干扰能力强,生产成本低,特别适合速度要求较快的流水线生产场合。
2打标机系统概述
本系统通过人机界面,设置好系统参数以及加工参数,制作好加工文件(例如对普通字符串,VIN码,流水号,图形等内容进行标记),启动加工后,系统将加工数据传入到控制系统中,控制系统根据设定的参数进行脉冲输出来控制步进电机按照设定的速度转动同时控制气泵电磁阀的通断。最终打标针头在步进电机的带动与高压气体的作用下高频冲击工件表面,从而在工件表面上形成指定的字符或图形。在加工过程中,控制系统随时准备响应外部I/O设备(如急停按钮,限位开关等),对紧急事件进行处理。图1给出了气动标记机控制系统原理图。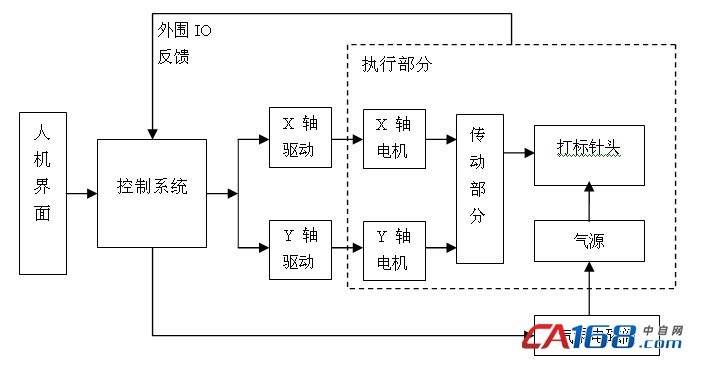
图1 气动标记机控制系统原理图
3打标机系统的方案设计
3.1硬件设计
本系统中所开发的气动打标机系统,硬件设计主要实现两个模块:人机交互模块和运动控制模块。硬件平台采用Arm9+FPGA架构,同时在控制板卡上面集成驱动。ARM主要完成人机交互以及运动数据处理功能,考虑到系统的外围设备,如丰富的IO接口、LCD控制等,采用三星公司生产的Samsung S3C3440微处理器,它具有工业级温度范围与性能的32位ARM920T核心,采用0.13μm的CMOS制造技术,并在ARM920T的基础上集成了一系列完整的通用外围器件,在性能和价格上都能满足系统的需求。FPGA完成指令处理及步进方向,步进脉冲和电磁阀控制等工作,FPGA在运动控制领域使用非常广泛,具有功耗低。抗干扰能力强、高速并行处理等特点。在多路脉冲的高精度、高输出上性能突出,同时又有大量的存储单元与丰富的逻辑资源,使得硬件设计更加简单,降低了开发难度和成本。FPGA选择altera公司生产的EMP1470作为运动控制器件。
3.2软件设计
本系统中设计的软件就是基于ARM方控制方式的打标机控制软件,该软件以Windows CE5.0操作系统作为支撑平台,具有标准的Windows用户界面,主要通过登陆程序与打标机控制程序来实现整个加工。登陆程序主要完成文件交互、硬件参数设置、硬件测试以及系统参数设置,而打标机控制程序是控制系统软件的核心,它完成加工文件的制作与修改、加工参数设置、控制打标机打印输出以及加工信息管理等功能,下面做重点的介绍。
(1)SHX矢量字库解析模块
该模块对AutoCAD的SHX矢量字库文件进行解析,将对应的字形信息转换为点阵矢量信息,从而形成加工数据。
(2)DXF解析模块
通过该模块,对AutoCAD的DXF文件格式进行解析,最终形成点阵矢量信息,从而形成加工数据。
(3)任务数据变换处理模块
该模块将前面两个模块形成的数据,根据设定的外形参数,如字高、字宽、字间距等进行变化,从而形成所需求的标记任务。
(4)参数设置模块
用于设定系统的加工参数,包括加工速度,空走速度,延时等。
(5)图形用户交互模块
该模块是实现友好人机交互的关键,它可以对标记任务进行添加、修改、删除、拖放等,对视图进行缩放,以方便对任务的细节或者全局进行查看等。它还具有其它操作,如对针跟随、任务对齐、加工顺序排列等。
(6)运动控制模块
在启动加工以后,系统将加工数据送入到运动控制模块,进行脉冲输出以及开关量控制,使得标记针头按照预定的轨迹运动,在工件表面形成用户设定的字符或者图形。
(7)VIN码、流水号滚码模块
VIN码即车辆标识符,有17位大写的英文字符与数字组成并且含有一定的规格,最后六位一般为数字,至少最后一位为数字,一般来说,每加工一次,最后一位会自动累加一个数。流水号特殊的带有编码的字符串,该字符串最后一位至少为数字。在对流水号与VIN码加工完毕以后,系统按照预设的增量自动修改加工内容,滚动到下一次加工序号。打标机机控制程序的总体结构图如图2所示。

图2 控制程序总体结构图
4打印测试
本系统设计完成后,在工业现场进行了大量的标记加工测试。通过测试,证明该系统在加工速度、效果以及软件可操作性都能满足要求,本系统在跑机72小时后没有出现任何问题,其稳定性与可靠性都得到了验证。图3面是现场测试的加工效果图。

图3 面是现场测试的加工效果图
5结论
本系统相对于市场上基于PC的标记机系统,在性能与稳定性上面都有较大的提高,它也符合标记机系统的小型化、便携的发展要求。控制系统采用嵌入式系统设计,使得气动打标机系统更加简单、可靠、稳定。同时在此基础上设计出了具有良好人机界面的应用软件,使用户操作方。
作者简介
张楚(1987-) 男 硕士研究生,就读于四川大学制造科学与工程学院,研究方向为计算机
数控技术及工业设备自动化。
李翔龙(1971-)男 副教授,博士,主要从事特种加工技术、数控技术和创新理论的研究。
参考文献
[1]武卫,辛世界,张新义等.自动打标记的研制.机械制造[J].2002(12).
[2]胥静.嵌入式系统设计与开发实例详解—基于ARM的应用[M].北京航天航空大学出版社,
2005.






共0条 [查看全部] 网友评论