



1引言
卷取区设备完成带钢的成卷、运输。地下卷取机安装在层流冷却后面,用于将精轧机轧制后的成品带钢卷成钢卷;卷取时,卷取机与夹送辊和精轧机形成稳定张力,保证卷取质量。另外,在2号卷取机后,还设有带钢拦截装置。
本卷取机是具有自动踏步控制(AJC)功能的全液压地下卷取机;其优点是钢卷卷型好,带头无擦伤或压痕,卷取质量好(包括头几圈钢卷),噪音低等。卷取设备包括热输出辊道、侧导板、夹送辊、助卷辊、卷筒、卸卷小车、运卷小车、快速运输连、1#步进梁、回转提升机、2#步进梁、3#步进梁等。一般卷取区有2台卷取机,正常情况下,卷取机交替使用,以保证整个轧线轧钢的速度。卷取机的控制包括张力控制、速度控制、辊缝(位置)控制、压力控制及顺序控制。控制系统结构图如图1所示。
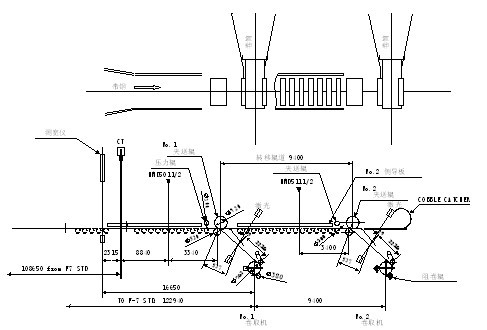
图1 地下卷取机控制系统结构图
2系统缺陷及常见故障处理方法
2.1卷取夹送辊水平调整方法
卷取夹送辊在卷取机中起着至关重要的作用,其作用就是将带钢引向卷取机,卷取时与卷取机保持稳定张力,夹送辊的水平与否直接影响了卷形的好坏。那么夹送辊零调的准确与否就十分重要了。
我厂夹送辊为牌坊式结构,主要有两侧的提升缸和平衡缸驱动,因平衡缸两侧压力波动较大而且不能判断两侧压力大小平衡缸至今未投用。针对这种情况我们采用了“夹送辊重力平衡系数”来调整夹送辊两侧。夹送辊机构示意图如图2所示。

图2 夹送辊机构示意图
2.1.1夹送辊辊缝的计算
根据三角函数式:AC2=AB2+BC2和上下夹送辊直径得出AC之间的间隙,也就是夹送辊辊缝。AB长度磁尺可测量出来;BC是偏心230mm定值。
2.1.2夹送辊压力的计算
夹送辊作用到带钢的实际压力AC=上夹垂直压力×AB/AC;
垂直压力AB=(无杆腔压力-有杆腔压力)+(上夹自重10000N*平衡系数);
夹送辊压力指的是AC方向的受力不是AB方向的受力,这个力准确反映出夹送辊作用在带钢表面上的真实压力。
2.1.3夹送辊平衡系数说明及调整方法
夹送辊平衡系数在程序里面起到了替代当前侧的夹送辊自重(包括上夹自重和摩擦力),因为这个系数反映的是当前侧夹送辊所受的重力,这个力直作为夹送辊的反馈力,所以此参数越大说明夹送辊自重越大那么要想达到夹送辊两侧压力一致参数大的一侧液压缸出力就比参数小的一侧小。
如果在标定的过程中出现了单侧压靠不下去时,可适当修改平衡系数。调整方向应该是那侧辊缝大就将那侧平衡系数改小或将相反方向增大,将夹送辊抬起重新压靠直到两侧辊缝水平。
2.2卷取机前热检信号的连锁
2.1.1现状及目的
为了保证卷取的稳定性运行,防止因带钢温度低或HMD故障导致卷筒提前减速停车,尾巴滞留在层冷辊道上。因此非常有必要增加卷取HMD信号连锁强化功能,克服因HMD本身或现场特殊环境、层冷冷却异常情况影响正常检测而导致的卷取停车废钢。
在原有的保护功能的前提下增加“夹送辊压力判断功能”和“带钢尾部跟踪功能”,即使在精轧抛钢后如果信号异常,仍然可以正常卷取不至于停车引起废钢。HMD信号连锁机构图如图3所示。
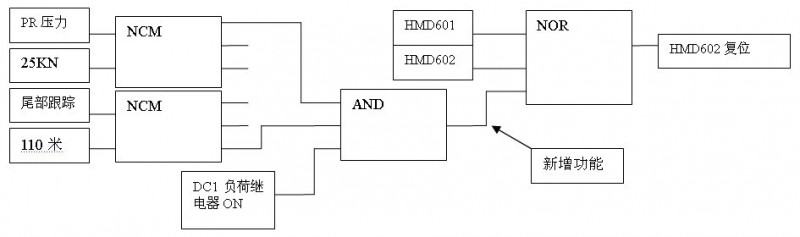
图3 HMD信号连锁机构
图3中NCM为比较功能块;AND为逻辑功能“与”块;NOR为或非门;HMD602复位连接的是RS复位优先的复位门。
2.2.2HMD信号连锁及原理
HMD信号十分重要其中有很多种保护措施,首先是HMD601对其的保护,HMD601所在的位置是层冷出口,HMD601本身就是有安装在层冷出口两个高灵敏度的高温计所保护的。由于HMD601与HMD602距离较近如果带钢表面出现大面积的低温段时HMD601与602同时检失的话保护就失去作用了。新增的这项功能增加了夹送辊压力判断功能和带钢尾部跟踪功能,只要当前卷取机有咬钢信号夹送辊有正压力当前卷取机前信号就不会掉,只有真正信号检失或带钢尾部跟踪到110米后保护才消除。
2.32#步进梁与回转提升机连锁
2.3.1现状及目的
现状:2#步进梁经常因为原始程序没有安全连锁功能经常出现取卷过程中将钢卷撞下提升机或2#步进梁没有上升到最高位运卷不能正常将钢卷运输到步进梁上导致掉卷事故。
目的:因卷取2#步进梁设备位置特殊它的正常工作直接关系到生产是否能够正常运行及附件作业人员的人身安全。经常因2#步进梁动作异常把钢卷摔坏,对合格率、设备、人身安全造成了威胁。
2.3.1解决方法
1、保证回转提升机达到最高位,2#步进梁两段梁都在最低位,2#步进梁方可取卷。2、2#步进梁两端都达到最高位后方可运卷。3、回转提升机在最低位或正在下降2#步进梁可以正常调卷位。
3结束语
通过在日常生产维护中常出的故障分析、研究总结归纳了一些个人认为通过对控制程序的稍加修改就能提高设备运行的稳定性,希望能对从事有关人员熟悉和了解热轧带钢卷取自动化维护有所帮助。西门子TDC、PLC300\400控制器在热轧领域的应用越来越广泛,介绍卷取工艺这方面书籍或资料也比较少,上面是我们在工作中的一些经验和体会,通过长时间的摸索、实验效果显著,希望对有关人员有所帮助。
作者简介
黄彦民(1985-)男助理工程师,电气助理工程师,就职于日照钢铁有限公司1580热轧带钢厂。
参考文献(略)





共0条 [查看全部] 网友评论