



1引言
随着国家节能减排政策的提出和工业自动化水平的提高,以及越来越多的厂家要求尽量降低设备的损耗,进而适当减少设备维护费用,如何合理的使用、维护设备已成为关键,而单纯的采用人工方式记录设备故障、设备使用时间,以及人工切换设备已经不能满足上述要求。本文以某煤矿空气压缩机远程监控系统项目为例,采用西门子s7-300系列PLC作为数据采集和控制单元,上位机用西门子WinCC进行画面及参数显示,从PLC到中控室工控机采用Ethernet协议进行通讯,现场使用触摸屏显示控制画面及参数,操作人员可在中控室或者现场触摸屏上发出控制命令。
2原理分析
该项目利用空气压缩机给煤矿井下提供气体压力,推动气动设备的运行,要求管道内的压力维持在一定的范围内,最好不好过压或者欠压,以免造成能源的浪费或者现场设备无法使用。由PLC采集空气压缩机的参数,比如温度、压力、运行时间、故障等,上传到中控室上位机和现场触摸屏,并接受操作员发出的控制命令,再将相应的命令传给空压机,以实现控制功能,并做出相应的报警指示。
3系统设计及实现
该系统主要由空气压缩机、PLC、I/O模块、现场触摸屏、上位机人机界面、网络通讯等部分组成,系统整体架构如图1所示。
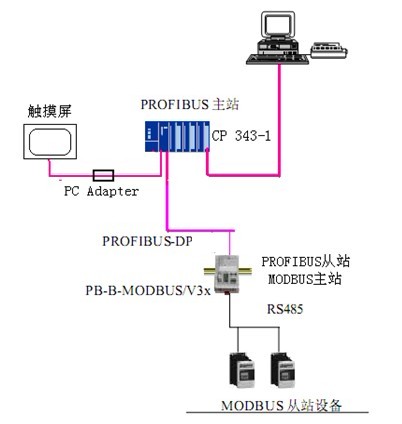
图1 系统组成整体架构
3.1空气压缩机
采用上海申行健有限公司的螺杆式空压机,它具有结构简单、体积小、没有易损件、工作可靠、寿命长、维修简单等优点。由于其针对维护专门的设计,使得停机时间和维修费用大大减少。并且此空压机上装有智能控制系统,控制菜单简便易用,并配有支持网络通信的485接口,供外部控制系统与其通信,采集空压机的温度、管道压力、故障信息等,还可以接受外部控制系统的控制命令,设置相应参数以及启停空压机。
3.2I/O模块
本系统中需要控制空压机电源的接通与关断等,故需用到数字量输入模块,数字量输出模块,由于本系统采用西门子s7 300系列PLC,所以也需订购相应的300系列的DI,DO模块,型号分别有DI模块SM321(订货号为6ES7 321-1BH02-0AA0,DI16ⅹDC24V),DO模块SM322(订货号为6ES7 322-1BH01-0AA0,DO16ⅹDC24V/0.5A)。另外控制柜上安装有转换开关,可以选择在本地或者远程控制该电源的接通与否,该转换开关作为输入信号,接入PLC的DI模块。
3.3PLC单元与网络通讯单元
本文利用中小型的西门子S7-300系列PLC即可完成空压机参数的实时扫描和运算,并传送信息到中控室上位机以及现场触摸屏,另外结合操作人员在上位机和触摸屏发出的控制命令,对空压机的启停等进行控制。S7-300系列PLC采用模块化设计,具有模块扩展和功能配置简单等特点,可以根据不同的需要灵活组合和扩展。此处选用315-2DP型号的CPU,此CPU集成有MPI和DP通信接口,有很强的通讯功能。
从现场PLC到中控室工控机距离很远,此处采用Ethernet协议进行网络通信,所以还订购了以太网通讯模块(CP 343-1),其具有RJ-45接口,通过光纤链路模块经过光纤连接到中控室所在的以太网,将PLC采集到的信息上传到上位机,并将上位机发出的控制命令传送到PLC。
通过PLC CPU上的Profibus DP接口,连接到Profibus转Modbus协议转换模块(PB-B-MM),再连接到两台空气压缩机以及控制柜上多功能电力监测仪表的Modbus接口,来读取空气压缩机的运行参数和多功能电表的电流电压功率等电力状态数据,以及向空压机发送启停命令等。
触摸屏采用纵横科技的TPC070TD触摸屏,它两个COM口,其中一个是RS232口,另一个即可当做RS232,又可以用作 RS485来通讯。同时还带有两个USB口,一个10M/100M自适应RJ 45以太网接口。此纵横科技的触摸屏是一套以嵌入式低功耗CPU为核心的高性能嵌入式人机界面,采用7英寸高亮度TFT液晶显示屏,四线电阻式触摸屏,同时还预装微软嵌入式实时多任务操作系统WinCE和免费捆绑HMIBuilder嵌入版组态软件无线点。
从PLC到触摸屏的通讯采用MPI网络,使用西门子专用的PC adapter连接电缆,连接CPU的MPI端口和触摸屏的RS232口(笔者认为此处也可以选用以太网通讯方式,通过300系列的以太网模块连接触摸屏的RJ 45接口,但实际使用情况未采用,可行性有待试验确定)。
3.4人机界面(HMI)
人机界面在工控机上采用西门子WinCC组态软件,用来显示空气压缩机的所有参数信息,故障报警信号,以及主电源三相电流的大小,电压的大小,还有控制回路上的交流接触器的吸合状态等等。必要时操作人员还可以从上位机发出控制空压机启停,主回路接触器吸合断开的命令,让操作人员可以在中控室直接手动控制现场设备。在上位机服务器上,记录着各种报警信息及故障发生时的详细信息等,可按时间进行查询,并根据需要进行打印输出。
触摸屏的画面组态由生产厂家自己开发的HMIBuilder软件来编辑形成,在其画面上也有基本相同的参数信息,报警信号,以及温度曲线等,也可以从触摸屏上发出相应的控制命令。触摸屏部分画面如图2所示。
WinCC提供在工业上用于图形显示、信息处理、归档和报表的基本功能模块,还提供用户文档、过程控制软件包和开放开发工具等可选软件包。其强大的驱动程序接口、快速图形更新和安全归档功能具有很高的可能性,结构化的数据存储方式保证无论是组态生产的数据和运行过程的数据都可准确无误的读取。
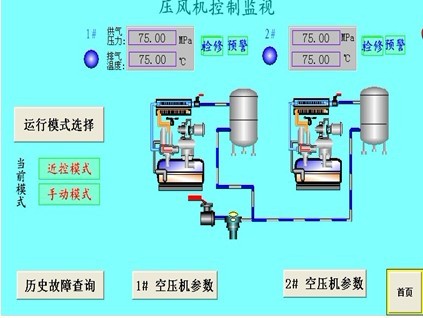
图2 触摸屏HMI画面
4程序设计
PLC编程软件使用西门子专用的编程软件STEP7,它是基于Windows 2000/XP或者Windows Server 2003的为S7-300/400 PLC配置和编程的标准软件包。通过Step 7用户可以进行系统配置和程序的编写、调试、在线诊断PLC 硬件配置状态、控制PLC的运行状态和I/O通道的状态等。
根据厂家要求,PLC需要完成对空压机的本地和远程控制,并且默认情况下是本地控制,只有在本地触摸屏上点击远程控制按钮后,设备的控制权才转交给远程上位机来完成。现场有两台相同的空压机,为合理利用设备,避免因长时间使用同一台空压机造成机器的损耗,要求程序进行定时切换工作,即每隔12小时自动切换两台空压机的主从关系。同时为保证管道内达到要求的空气压力,需要实时采集压力参数,当压力值低于一定水平时,同时开启两台压风机,当压力值高于一定水平时,关闭辅助的空压机。当有故障报警时,自动关闭空气压缩机,并在触摸屏及上位机显示报警信息(见图3)。
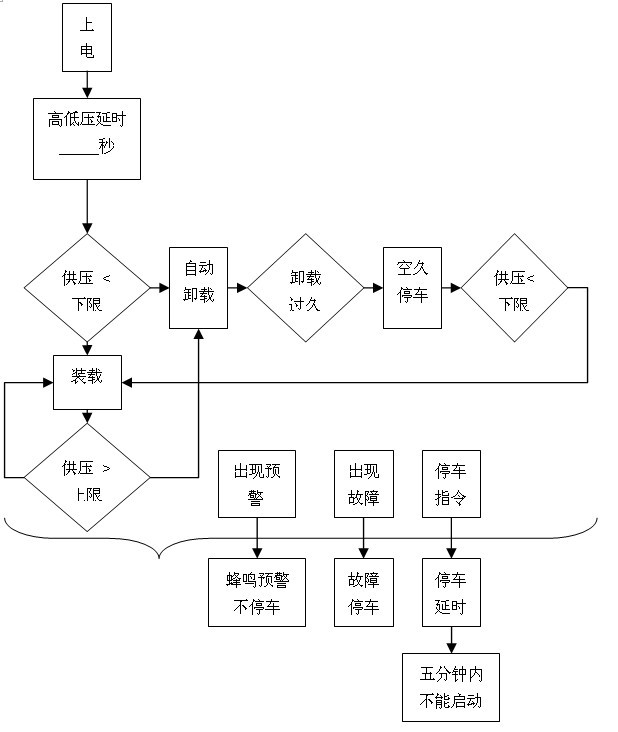
图3 程序控制流程图
5结束语
此控制系统的设计成功,提高了工厂内设备运行的自动化程度,降低了设备的维护费用。此系统目前的缺点是控制任务由基本独立的两套PLC系统来完成,造成了资源的浪费。主要是由于空气压缩机厂家自带的PLC没有额外的处理功能,不能处理与上位机以及其他设备通信控制的能力,另外此套系统成本也挺高。
作者简介
马聪孝(1987-)男 研究生,研究方向为DCS、PLC应用。
参考文献(略)






共0条 [查看全部] 网友评论