



1引言
目前在工控领域,设备的自动化、智能化程度越来越高。由西门子S7系列PLC和西门子MasterDrive变频器通过Profibus DP网络组成的自动化系统得到了越来越多的应用。这样的系统具有较强的通用性和开放性,被广泛地应用于电力、冶金、化工等行业。而且这样的系统可靠性高、功能强大可以方便地进行二次开发。
对于大多数系统来说,变频器仅需要以固定的斜坡上升速度来起动、停车和加/减速。但是有些系统在不同的条件下需要以不同的斜坡上升速度来动作,这样就需要在PLC端发送带有斜坡的速度给定而且要在变频装置内进行合理的设置。为此,我们分析这些信号的状态,并通过合理设置参数来实现此功能。
2系统的一般组成和给定信号分析
目前应用较多的自动化系统如图1所示。
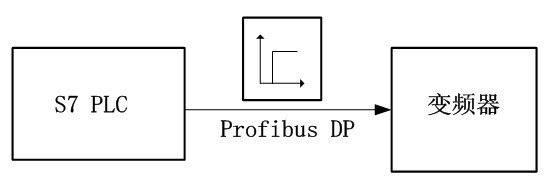
图1 简单速度给定系统
控制器S7 PLC通过Profibus DP将阶跃速度给定发给变频装置,该速度给定在经过滤波处理后,进入到主斜坡发生器,并被处理为带有斜坡的速度给定信号。带有斜坡的信号经过速度调节器调节后发送给电流调节器,并最终转换为开关元件的脉冲信号,进行驱动电机的旋转。
对于不同的设备,电机需要不同的起动时间(此时间取决于机械设备和工艺本身的要求)。然而一旦这一起动时间被确定下来,就无法通过PLC发送的速度给定来修改。电机的加/减速时间将由变频器的P462、P464等参数决定。
在某些复杂的系统中,电机需要根据现场情况的不同改变加/减速时间,并且希望该时间由更加易于编程的PLC来决定。此时,系统的组成将变成如图2所示的情况。
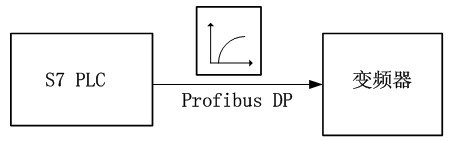
图2 复杂速度给定系统
对于具有特定采样周期的变频器来说,虽然给定值是连续变化的,但是控制器在进行处理时,仍然会将其数字化。故对于变频器来说,连续变化的给定值相当于若干小的阶跃给定。
在某些场合,外加给定由数字控制器发出,经过数模转换和通讯的延迟之后,给定值本身就是由若干小阶跃组成的连续信号。在这种情况下,更可以将连续变化的值作为若干小阶跃来处理。
3加/减速时间的确定
根据上述分析,则较容易确定斜坡信号发生器的加/减速时间。
如果给定信号的加/减速时间,大于变频器斜坡信号发生器的加/减速度时间,如图3所示,则在下一个小阶跃到来之前,斜坡后的信号无法及时上升到此阶跃值。如此积累下去,斜坡后的信号将会与速度给定值产生较大的延迟,由此速度调节器将按照一个延迟后的给定值来进行调节,使得设备的速度无法及时跟随给定的变化。
减速过程虽然信号与此相反,但是仍然会有延迟出现。
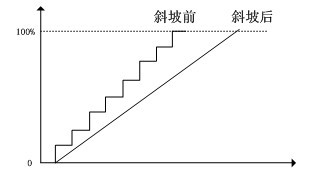
图3 过大的加速时间
虽然外加给定信号已经带有斜坡,但是,仍然不能将变频器的斜坡信号屏蔽掉(加/减速时间设为0)。因为对于阶跃信号来说,如果将斜坡信号屏蔽,相当于让变频装置以极限的调节能力来调节,此时电流调节器饱和,装置有可能会过电流或者堵转报警。实验表明,即使与连续给定等效的小阶跃给定的幅值较小,不会出现过电流的情况,也会使速度调节器的效果变差,甚至出现强烈振荡。
特殊的情况。有时候要求给定信号不是简单斜坡,而是更为平滑的S斜坡。在这种情况下,等效的各个小阶跃信号将不是均匀的。在统一的阶跃幅度下,阶跃的持续时间将有所差别。由图4可以看出,在斜坡开始和结束阶段,持续时间较长;在斜坡中间过程,持续时间较短。在这种情况下,为了使斜坡发生器的输出信号能够较好地描述输入信号的变化,需要在下一个小阶跃信号到来之前结束斜坡信号的上升过程。
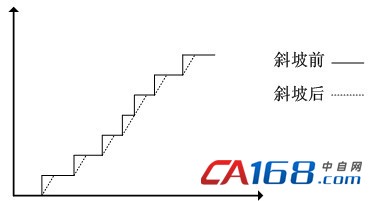
图4 S斜坡给定下的跟随情况
4加/减速时间设定规则
综上所述,为了使速度能很好地跟随给定的变化而变化,又给电流调节器以足够的裕度来进行转矩调节,应将变频装置的主斜坡信号发生器的加/速时间按以下规则设定。
(1)对于简单斜坡输入,加/减速时间应等于或者略小于输入的加/减速时间。
(2)对于S斜坡输入,加/减速时间应小于输入的加/减速时间,具体的数值应该视S斜坡的情况来定。
(3)对于输入斜坡可变的输入,加/减速时间应等于或者小于最短的输入的加/减速时间。
5应用实例
济钢新厚板生产线冷矫直机由西门子公司设计制造,矫直机本体的控制由一套S7400PLC来完成;而辊道的控制由一套S7300PLC来完成。具体配置如图5所示。
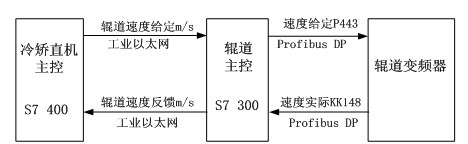
图5 冷矫直机辊道配置图
该系统中冷矫直机主控PLC给辊道主控PLC发送不同的辊道速度给定,此速度给定值已经附加了S斜坡,且在不同的矫直模式下加/减速时间不同。最短加/减速时间为1S。为了使辊道的实际速度很好地跟随给定值,设定辊道变频器的加/减时间均为0.7S。在此加/减速时间下,执行变频器的自动辨识和动态优化,并根据阶跃给定的响应波形略加修改。
投用后系统运行稳定,用DriveMoniter软件观察辊道起动和停止的速度波形,跟随性很好。一段时期后,根据生产需要,冷矫直机下游增加了超声波探伤装置,其辊道权限交接和辊道变频器主控仍由辊道主控PLC来完成。超声波探伤装置发给辊道的速度给定信号加/减速时间均为1S。在未对变频装置参数做任何修改的情况下,实现了良好的辊道控制。
6结束语
作者采用以上方法成功实现了Masterdrive系列变频器外加斜坡速度给定的控制。对于由PLC和西门子Masterdrive变频器通过Profibus DP网络组成的自动化系统来说,这种设置方法具有较强的实用价值。
作者简介
程桯(1982-)男2004年毕业于哈尔滨工业大学控制工程学院,自动化专业。从事工业控制领域内自动化控制和传动系统的研究和开发工作。
参考文献(略)






共0条 [查看全部] 网友评论