


1引言
混凝土搅拌站是建筑、桥梁、大坝等建筑行业必备设备。混凝土搅拌站系统由搅拌机、秤、配料系统、卸料系统、仓储系统和电控系统构成的,用于自动生产建筑用或水泥制品用混凝土的生产设备。物料的配比、称重精度等因素都可以直接影响混凝土的质量。随着PLC技术的不断发展,混凝土搅拌站的控制系统中也越来越多的使用PLC和触摸屏的技术来实现混凝土工艺的自动化解决方案。
2混凝土搅拌站工艺
混凝土搅拌的混凝土的原料一般包括砂石、水泥、矿粉、粉煤灰、膨胀剂、水、外加剂等。在搅拌站控制系统中各原料按照给定的配比进行称重配料,然后卸料至搅拌机进行混合搅拌,搅拌设定时间后出砼,最后由运输车运走。基本工艺如图1所示。
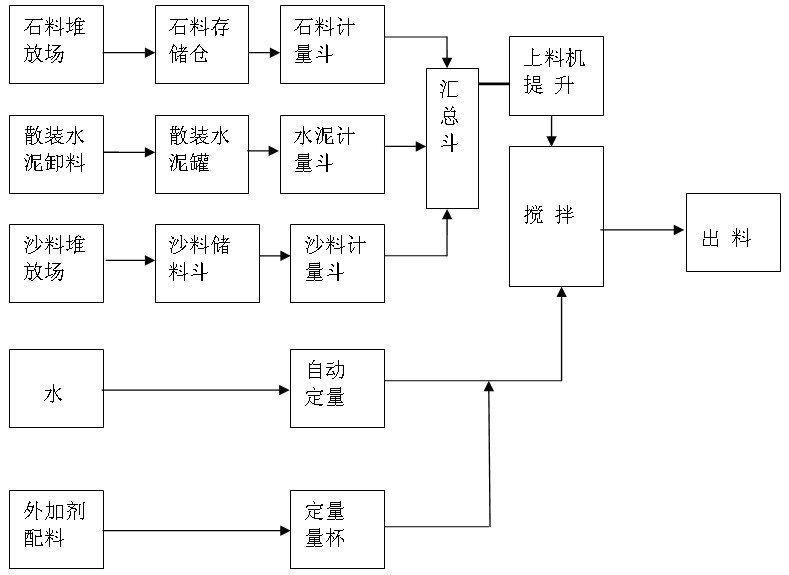
图1 工艺流程
搅拌站生产混凝土时,首先打开石料和沙料的控制阀门分别将骨料投入到秤斗上进行称量。秤斗中的骨料增加到电子秤指示到配比所要求的重量时,控制下料阀门停止投料,砂石等骨料的配料称重装置由给料阀门与计量斗组成,按照给定的配料比例,系统先将骨料投入到计量斗中,然后再将骨料卸放到传输皮带上,提升料斗将传输皮带上的骨料提升至骨料仓中等待卸料,卸料条件满足后将骨料仓中的骨料卸放到搅拌主机中。
水泥、矿粉、粉煤灰以及膨胀剂等粉料,按给定配比通过螺旋输送机加入到计量斗中,再通过计量斗把粉料卸放到搅拌机中。外加剂与水都是通过水计量斗输送到搅拌主机中的,首先按设定比例配好水跟外加剂,然后通过外加剂计量斗把外加剂输送到水计量斗中,最后外加剂与水一起加入到搅拌主机中。整个过程中,搅拌机一直处于搅拌状态,待所有的物料放入搅拌机,开始计时,到达配方设定的搅拌时间,开启搅拌机放料阀门,放出成品混凝土。
3 自动化系统分析
3.1系统精度
制备混凝土必须严格控制配料的精度,以保证混凝土硬化后能达到设计标号,而配料是混凝土制备的一个重要环节,必须精确控制。
3.2数据管理
可实现自动控制搅拌站的全部工作过程,即将生产过程的采集的数据传送给PLC控制器,进行处理后,执行相关操作对生产过程进行控制,同时,能够将生产过程数据实时的传给上位机,以实现过程的监控和数据管理。
3.3信息化
支持方便强大的网络连接,可以方便的接入工业以太网中,可以方便系统扩展。可以设计出连接上层的数据库管理系统。
4硬件平台非典型设计
尽管项目应用西门子PLC自动化平台,但是由于系统需要集成西门子专用称重传感器,为了降低系统集成工程造价,发挥西门子全集成自动化(TIA)体系的架构优势,项目没有采用惯常的CPU主控模块解决方案,而是根据项目接口特点和I/O点数及网络连接需求,直接采用ET200s-PN CPU远程智能化I/O系统作为主控CPU来解决。硬件平台的非典型设计,主要是考虑到ET200s-CPU的如下3个特点来决定的。
4.1ET200s-PN CPU性价比
西门子新型的中小型PLC系统ET200s-PN CPU是西门子分布式I/O家族中的一员,虽然属于I/O产品,但由于其有CPU芯片,其性能相当于S7 -300的S7-314功能。一般说来,ET200s-PN CPU对于控制点数不多的系统,以及要求用以太网通信的控制要求来说,是性价比比较高的选择。
4.2ET200s-PN CPU全集成
本项目采用非典型硬件平台的重要根据是ET200s-PN CPU可以方便的将西门子称重模块siwarex-cs集成在一个机架上,实现系统高度集成化的控制与管理的。作为一种称重电子模块系统,SIWAREX CS能提供2000d的高精度和校准额定值。其主要任务是测量当前的重量值。由于是集成在PLC中,所以它能够直接在PLC中处理重量值。由此设计的系统的硬件配置如附表所示。系统结构如图2所示。
附表系统硬件配置
附表系统硬件配置
|
1
|
8DI模块
|
6ES7131-4BF00-0AA0
|
|
|
2
|
8DO模块
|
6ES7132-4BF00-0AA0
|
|
|
3
|
电源模块
|
6ES7138-4CA01-0AA0
|
|
|
4
|
ET200 CPU模块
|
6ES7151-8AB00-0AB0
|
|
|
5
|
螺钉型端子
|
6ES7193-4CB20-0AA0
|
|
|
6
|
螺钉型端子
|
6ES7193-4CC20-0AA0
|
|
|
7
|
端子模块
|
6ES7193-4CG20-0AA0
|
|
|
8
|
MMC卡
|
6ES7953-8LF20-0AA0
|
|
|
9
|
称重模块
|
7MH4910-0AA01
|
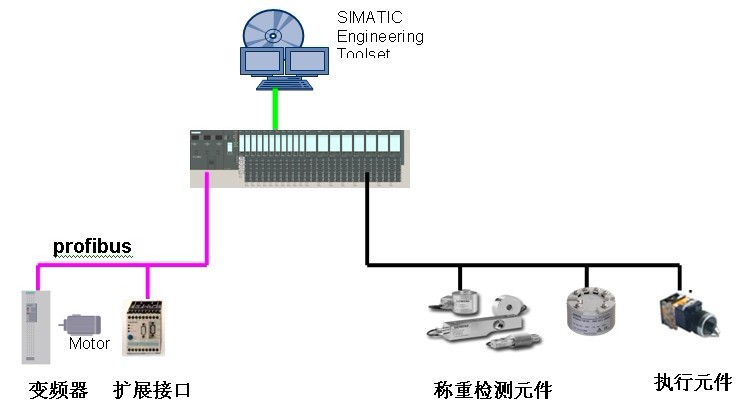
图2 基于西门子全集成架构的系统结构
4.3ET200s-PN CPU通讯
ET200 151-8集成了3端口交换机功能的profinet口,这样的设计可以支持多种基于
以太网的通讯协议,并支持以太网的线性连接。大大提高了系统的扩展能力。通过以太网的通讯方式,提高了数据的传输速度,便于提高系统的响应和精度。
5系统控制设计
5.1配料误差的修正控制
配料的误差主要来自于料斗门或是螺旋给料器的滞后时间和空中余料变化之间造成的称重误差。料斗门的开闭时间快慢及料斗门的大小决定了配料实际的误差大小。
解决的方法为,当加料到设定值的90% 时,关闭大料斗门,开启小料斗进行精细加料,设定一个提前量,当加料到检测值与设定值的差值小于这个提前量的时候滞后的时间量使仍有一部分料来补足差量,可根据系统的响应时间和料斗门的滞后泄露量来调整提前量。使之能达到设定值。或者是采用点动的方式启动或是关闭料门,使之达到设定值。
5.2PLC硬件组态
ET200s CPU的硬件组态和S7-300相类似,在选择建立站点的时候,选择建立S7-300站。如图3所示。
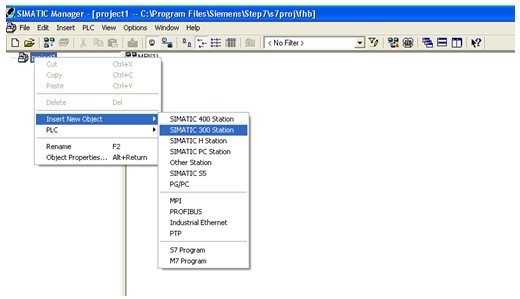
图3 建立S7-300站示意图
在右边的硬件选择栏里选择Profinet I/O ——I/O——ET200S——IM151-8PN/DP CPU V3.2(见图4)。
可以选择建立路由功能,并可扩展出以太网网段。然后建立站点即可选择输入输出模块,与S7-300站点不同的是,ET200 S-CPU站点最大可支持63个输入输出模块,并支持多种多功能模块。依次选择输入输出模块和称重模块。则可以组成单个站点了。
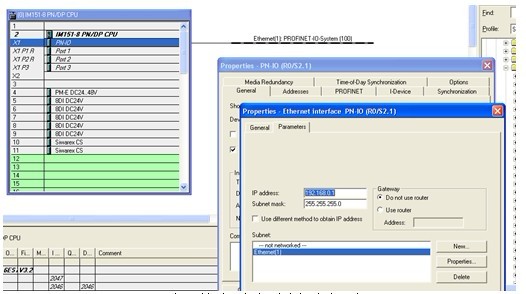
图4 单个站点建设示意图
5.3采用PN接口建立开放的以太网连接
可以用ET200s-cpu的PN接口来连接以太网设备,进行通讯,如果和西门子的以太网接口相连,可以使用西门子专用协议S7 协议。采用S7 协议时,可以在编程软件STEP7 的NETPRO中选择建立S7 连接。如果和其他厂家的以太网设备进行开放式连接,则可以使用ISO on TCP协议。在使用ISO On TCP协议时,不需要在STEP7 软件中的NETPRO 里建立连接,但需调用FB块来发送和接受数据。在程序中调用通讯FB块,有如下的FB块可供调用:
FB63 “TSEND” 发送数据
FB64 “TRECV” 接受数据
FB65 “TCON” 建立连接
FB66 “TDISCON” 断开连接
调用FB块进行通讯连接的方式如图5所示。
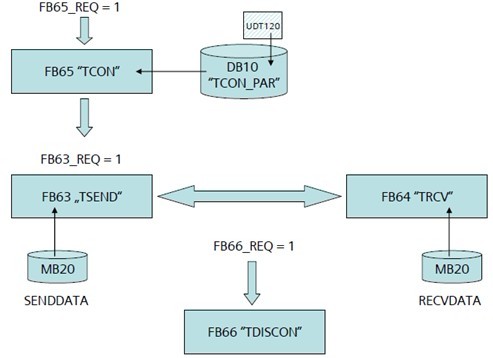
图5 调用FB块进行通讯连接的方式
采用ISO On TCP的通讯连接,可以实现和西门子的以太网设备或者是其他厂家支持以太网的设备进行通讯,便于实现设备的互连。此外,由于采用PLC自动控制方案,便于建立数据库,进行数据归档,并且提供了和企业网一致的通讯接口,便于信息的上传。
6结束语
采用具有以太网接口的ET200s-CPU来实现搅拌站的自动化控制,不仅可以在通讯上提供了更加方便和简单的连接方式,而且使用集成化的解决方案,优化了系统的配置方案,大大的提高了系统的先进性,为设备的先进管理和统一调度提供了方便实用的平台。
作者简介
范泓波(1973-)男工学硕士,行业解决方案经理,研究方向为工业自动化工程。
参考文献(略)




共0条 [查看全部] 网友评论