


1引言
蒸汽是化工厂中的主要动力源和工艺原料,其品质的好坏,脱盐水的处理质量起着重要的作用。河南省中原大化集团脱盐水处理装备有A、B、C共3个系列,设计生产能力均为205——225t/h,采用双室双层浮动订及混床两级处理工艺,整个装置运行,再生的控制及操作采用德国西门子SIMATIC S5-135U PLC控制系统。由于该控制系统已经连续运行了18年,面临故障高发和备件供应短缺的原因,公司决定2008年度大修中对A、B、C 3个系列进行升级改造。
对以前A、B、C 3个系列的两套S5-300 PLC 系统进行升级为PCS-7系列DCS,并把控制盘装有二次表显示的S7-300系统联接到PCS-7系列DCS中,利用已有的信号线、端子柜等外围设施,仅对脱盐水PLC控制系统自身进行改造,这样可以节省投资,又可以节约施工周期。
2工艺简介
2.1原水预处理
黄河水经市自来水厂处理后,浊度不大于5mg/L,进入生产消防水池内,由加压泵房5台机械过滤器,进一步除去杂质后进入3台弱酸离子交换器即弱酸阳床,除去碳酸盐硬度,再经2台脱气塔脱除CO₂,使碱度不大于0.5mmol/L变成软水进入补充水槽。
2.2脱盐水处理
软水由给水泵送往2台活性炭过滤器,除去水中的有机物后进入阳床,除去大部分阳离子,然后进入阳床,除去大部分阴离子,使一级脱盐水的电导率不大于5us/cm,当电导率不大于0.2us/cm,Sio2小于等于20ug/L后,合格的脱盐水进入脱盐水储槽,由脱盐水泵送到合成尿素三聚氢胺等界区。
3配置方案
3.1硬件配置
新配置了冗余化控制单元,包括2块S7-417HCPU卡,以太网通讯卡CP443-1,通过OSM以太网实现与上位PC机的数据通讯,并为实现工厂级以太局域网提供接口,下层控制网通过西门子PROFIBUS DP 总线,连接CPU与各ET-200M(现场I/O单元),实现下层数据通讯。在保留了20%的系统扩展余量后,设有冗余的I/O卡:38个16点的(SM321)DI卡,16个32点的(SM322)DO卡,2个8点的(SM331)AI卡,从而实现了电源冗余,CPU冗余,通讯冗余,输入输出模块冗余。
3.2软件配置
工程师站(OP1)以WINDOWS XP作为系统环境,控制软件采用PCS-7 ES-SOFTWARE(V6.1)可在线对整个系统进行组态,参数修改,开发等;并进行多种模式操作,同时负责日常报表打印,事故打印和数据记录等,操作员站(OP2,OP3,OP4)以WINDOWS 2000作为系统环境,通过SIEMENS以太网卡,可以读取和写入网络上的PLC 站点的数据,通过工控软件PCS-7 OS-SOFTWARE(V6.1)实现监控整个工艺参数变化,设备运行,故障发生等情况。
4控制方案
4.1程序设计
本次改造中的老GRAPH5程序无法转换到GRAPH7,加之工艺人员对程序设计提出了新要求,因此,新设计的程序实现了第个程序对各自的GRAPH块;各程序间实现了关联屏蔽,即执行运行程序时,无法执行再生程序;增加了新的时间计时功能。
4.2程序简介
脱盐水艺流程的特点是顺序化控制,在每一个顺序中完成相应的阀门或电机的开关启停,也可以是空操作。根据工艺条件设有5个工作程序,即运行程序,一级除盐(短再生)程序,二级除盐(长再生)程序,弱酸阳床运行和弱酸阳床再生,其中,长再生工序多达84步,既有线性控制,又有同步运行,同时内部还嵌套程序分支和交替分支。
4.3操作方案
脱盐水A、B、C 3个系列和程序做到一个系统中,每个系列均能独立工作,例如,对于A系列的运行,短再生和长再生3个程序来说,正常生产只能有一个执行,不能同时执行,一个程序只有执行结束,方可启动其他程序,3个弱酸阳床的运行和再生程序也是不能同时执行,只能执行或再生程序,所有程序均设有“手动”和“自动”方式,“强制”和阀门总“复位”按钮,全中文的操作界面方便了艺人员操作。
4.4GRAPH7顺序控块
新脱盐水控制系统共用了16个顺序块,通过这16个顺序块,PLC对脱盐水A、B、C 3个系列进行自动控制,生产出合格的脱盐水,满足生产的需要,因此,在PCS7中应用最多的为GRAPH7顺控块,所以重点对其应用做一介绍。
所谓顺序控制就是按照生产工艺预先规定的顺序,在各个输入信号的作用下,根据内部状态和时间的顺序,使生产过程的各个执行机构自动的有秩序的进行操作,顺序块在运行时,是一步接一步地往下运行的,既要监测前面一步执行动作的反馈,如条件满足,则程序往下一步进行,否则,不进行;又要完成此步所执行的动作,这种动作可受时间限制,举A系列运行程序FB509中的一段程序来说明顺序块的运行过程,如图1所示。
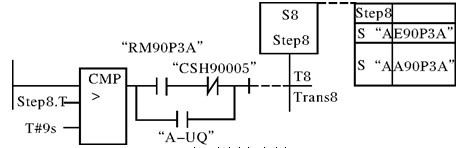
图1 运行过程
FB509顺序控制第8步说明:本程序段为第8步,即S8;90P3A是电机位号,“AE90P3A”是启动信号,“AA90P3A”动信号,“RM90P3A”是运行信号,“MW92:=6”传送到WINCC的步号,“CSH90005”为脱盐水电导率的监测信号,“A-UQ”是强制往下执行信号,S8步要求执行的动作为启泵90P003A,当时间大于9s,泵的运行信号“RM90P3A”为1和电导“CSH90005”为0,达到了工艺要求,则往下一步进行,否则,停留在此步,如果确认现场电机动作正常,电导实际值也符合要求,仅由于电机运行反馈或电导监测信号本身故障造成的不能往下一步过进行,并往一步进行没有危险的话,可以再点强制按钮使A-UQ置1程序往下一步进行。
4.5计时显示功能
由于工艺操作人员要求把重要步的执行时间能显示出来,因此新增加了计时显示功能,计时程序做在FB3中,实现了从0开始分钟计时,设定时间到计时结束,下次计时器自动清零,如图2所示。
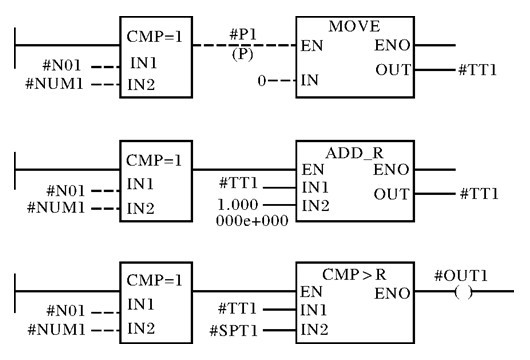
图2 计时程序
5结束语
PCS-7系列DCS硬件方面要具有高可靠性,从PLC到输入输出卡件实现了冗余化,这样大大地提高系统的稳定性,减少系统的维护量。其I/O卡具有带电插拔功能;可在线对整个系统进行组态,参数修改,开发等;应用软件WINCC的设计方便直观,便于进行系统用户软件的编制,调试工作;软件具有友好的人机界面,编程容易,方便操作,使用中文语言,且具有较强的容错能力。
作者简介
付英(1978-)女现就职于河南省煤化集团中原大化仪表公司,研究方向为煤化工自动化工程。
参考文献(略)




共0条 [查看全部] 网友评论