


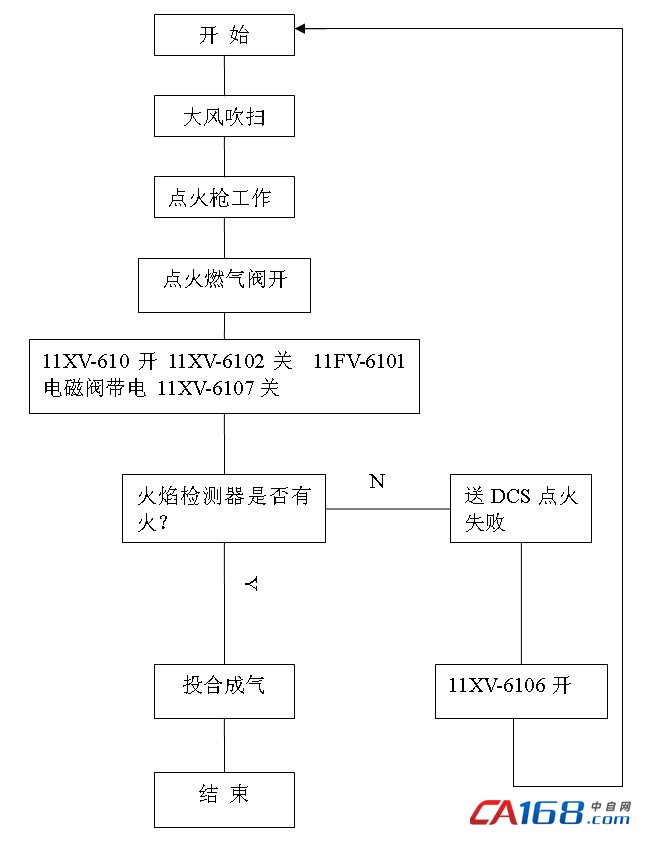
图4 程序执行方块图
5热风炉改造
5.1联锁改造
气化热风炉的控制由两部分组成:一是现场PLC控制,二由主控DCS控制;在试车过程中,多次由于火焰信号干扰,造成热风炉停车,极大地影响了气化的正常生产运行。原来这部分联锁在现场PLC中实现,但考虑到现场PLC为S7-200,当时供货为成套供货,修改起来不方便,因此将这部分联锁改在DCS中实现。
首先,将热风炉的火焰信号引至主控DCS,然后建点,回路校验。编写逻辑,将两个火焰信号做二选二选择并加6秒钟延时跳热风炉,同时为了保证热风炉点火,又引入点火/自控信号作为该联锁的旁路。联锁试运行十分理想。实现了最初的设计要求。
该联锁投用以来,效果很理想。消除了安全隐患,保证了气化的安全稳定运行。对于气化装置来说,热风炉的正常稳定运行,起着至关重要的作用,它是磨煤顺利进行的保证,直接关系着气化整个装置的正常运行。此次技术改造将现场PLC控制改为主控DCS控制,实现




共0条 [查看全部] 网友评论