
1 引言
柔版印刷(flexography)以其清洁、环保、高效、成本低等优势,早已经成为西方工业文明国家食品、医药等行业的主导印刷包装工艺,被认为是世界上最先进、最有前途的印刷方式。柔版印刷产品质量已经与胶版、凹印印刷技术相媲美。由于柔版印刷所用油墨符合FDA(美国食品与药品管理局)卫生要求,特别是光敏油墨柔版印刷的全生命周期环境友好性,现在很多跨国公司的药品、食品的外包装,都要求使用用柔版印刷。西方国家在食品、药品类企业产品的包装己经成为柔版印刷的主要客户源,前景广阔,它在西方发达国家已被证实是一种最优秀、最有前途的印刷方法。
数字印刷设备以极快的速度完成了产业化,形成难以抗拒的全球化产业潮流和发展趋势,但是,这种趋势在中国市场的增长非常缓慢,印刷机械数字化进程缓慢得多。尽管中国是全球位居第三的印刷产值大国,但是相当多的印刷机械甚至只相当于西方上世纪80年代水平。由于印刷机械装备制造业原始创新匮乏,缺失核心技术竞争力导致低端同质化竞争,加之环境管理落后的综合结果,在西方国家高速发展的柔版印刷产业,却在中国有着极其巨大的装备发展空间。随着可持续发展经济转型,柔版印刷是中国包装印刷产业升级的必经之路。
本文以重点研讨层叠式柔版印刷机和卫星式柔版印刷机欧姆龙系统产品的解决方案 。对于基于NJ运动控制器的印刷机无轴传动有专门篇章深入研讨。
2 柔版印刷工艺
2.1 印版
印版是用于传递油墨至承印物上的图文载体。印版是任何印刷过程最基本也是最重要的工艺单元印版上有图文部分和非图文部分。非图文部分在印刷过程中不吸附油墨.又称空白部分。
2.2 柔版印刷
相对于通常的刚性印版,柔版印刷是使用柔性的感光树脂印版,通过特有的网纹传墨辊传递油墨施印的一种印刷方式。
柔版印刷具有独特的灵活性、经济性,并对保护环境有利。 通常柔版印刷速度可以达到100 m/min以上,一台柔印机效率差不多等于两台甚至三台轮转凸印刷机的效率。更主要的是,现在的柔性版印刷机同时安装了很多印后加工装置,可以实现快速的压痕、烫金、模切〈包括卷到卷、卷到单张〉一站式的加工成型,及时有效地保障交贷。根据印刷部分的排列方式,柔版印刷机分为层叠式、卫星式和机组式三类。本文重点研讨层叠式与卫星式柔版印刷机运动控制问题。
2.3无轴传动
传动是所有印刷工艺过程的工作基础。
无轴传动是印刷机械行业的专有技术名词。无轴传动的工业自动化工程定义是直轴传动或者多轴传动。直轴传动的由来是相对于工业革命早期的共轴或者主轴或者单轴传动,甚至可以追溯到原始的河谷水轮动力时代……
进入变频伺服控制器传动时代以来,西方印刷纺织包装等传统意义的轻工纺织行业中的高端制造商,开创了直轴传动机械新技术系统取代主轴传动,直轴传动的精致、准确、超高速、稳定、柔性化、综合联动集成制造等等一系列的技术优势,从动力传动数字化智能化的基础上,推动了轻纺包装装备产业的阶跃型装备进步。
推动印刷机械自动化发展的基础,是以无轴传动为代表的高精度运动控制。本文介绍的日本欧姆龙自动化公司最新的NJ系列化高性能控制器,就是适用于高端无轴传动控制工程的技术代表。
3 NJ控制器概要
日本欧姆龙公司的NJ系列机器自动化控制器,是运动控制、逻辑控制、视觉控制三位一体Sysmac自动化平台的核心控制器。Sysmac自动化平台于2011年推出。欧姆龙NJ控制器家族涵括4-8轴的NJ3电子凸轮多轴运动控制系列;涵括最多64轴的NJ5电子凸轮多轴运动控制系列。
欧姆龙NJ控制器简约概括:一个Sysmac NJ控制器。外加一个Sysmac Studio软件平台,等于欧姆龙自动化全面高性能机器自动化控制。
4 层叠式印刷机运动控制
4.1 系统分析
层叠式柔版印刷机,有时也称为堆积型柔版印刷机。独立的印刷单元上下层叠,排列在印刷机主墙板的一端或两端,或者在机架上安装各色印刷单元。每个印刷单元由安装在主墙板上的齿轮转动。层叠式油印机可以印刷1-8色,但是通常为6色。层叠式柔版印刷机工艺自动化需求分析参见图1所示。
(1)层叠式柔版印刷机的传动机构主要由“前牵引单元、印刷单元、后牵引单元组成。
(2)每组印刷机组需要配4套伺服电机,以6色印刷为例,共需要伺服27轴。
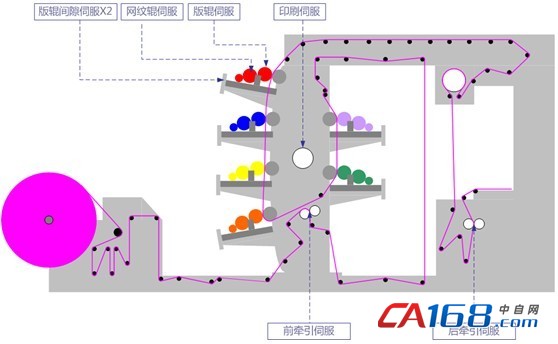
图1 层叠式柔版印刷机工艺自动化需求
4.2 工艺参数设计
(1)最高设计速度:300m/min。
(2)可以印周长1000mm,宽1500mm的1-6色图案 。
(3)印刷精度:±0.1mm。
4.3 装备选型
(1)NJ501-1400+CJ模块。
(2)G5 ECT型伺服27轴。
(3)NS10触摸屏。
4.4 方案解决课题
(1)网纹辊伺服、版辊伺服、前牵引伺服、后牵引伺服共15轴保持同步。
(2)同步精度10um。
(3)印刷过程中张力保持。
(4)版辊和网纹辊线速度一致。
(5)不同纸厚版辊间隙可调。
层叠式柔版印刷机工艺自动化解决方案如图2所示。

5 卫星式印刷机运动控制
卫星式柔版印刷机, 有时又称为共用压印滚筒式柔版印刷机。 各印刷单元围绕着一个共用压印滚筒安装在两个墙板之间。承印材料围绕在共用压印滚筒上进行套色印刷。因为齿轮直接传动,所以不论是纸张或或薄膜,即使没有加装特别的控制装置,仍然可以套印的很准确,而且印刷工艺稳定,常用来印刷彩色产品。有人曾预言,卫星式柔印将是21世纪柔印的新主流。
由于柔印机的印版滚筒、网纹辊的转动是通过压印滚筒齿轮带动印版滚筒齿轮,印版滚筒齿轮带动网纹辊的齿轮,形成同步转动。印刷品的重复长度取决于印版滚筒和印版滚筒的齿轮,而齿轮受到节距和模数的限制,因此,印刷品的重复周长与齿轮的节距相同。而无轴柔印机网纹辊的转动是通过印版滚筒直接带动的,解决了柔印机印刷产品重复长度受齿轮节距限制的问题。卫星式无轴传动柔印机的每个印刷机组由多个马达带动,其中4个马达带动印版滚筒、网纹辊的前後移动,1个马达控制印版滚筒的纵向套准和转动,1个马达控制印版滚筒的横向套准和印版滚筒的横行移动,1个马达带动网纹辊的转动。装版後输入印版滚筒的印版滚筒周长,通过PLC控制,使印版滚筒和网纹辊达到预印刷、预套准位置,大大缩短了印刷压力和印刷套准时间,同时也节省了原材料。同时由于采用无轴传动,因此更换不同周长的印刷产品时,不需要更换齿轮。无轴传动卫星式柔印机更换一个机组上的柔性版滚筒和网纹辊仅需1分钟,大大缩短了更换产品时换版滚筒和网纹辊所花费的时间。
5.1 卫星单元分析
由于柔印机的印版滚筒、网纹辊的转动是通过压印滚筒齿轮带动印版滚筒齿轮,印版滚筒齿轮带动网纹辊的齿轮,形成同步转动。印刷品的重复长度取决于印版滚筒和印版滚筒的齿轮,而齿轮受到节距和模数的限制,因此,印刷品的重复周长与齿轮的节距相同。而无轴柔印机网纹辊的转动是通过印版滚筒直接带动的,解决了柔印机印刷产品重复长度受齿轮节距限制的问题。卫星式无轴传动柔印机的每个印刷机组由多个马达带动,其中4个马达带动印版滚筒、网纹辊的前後移动,1个马达控制印版滚筒的纵向套准和转动,1个马达控制印版滚筒的横向套准和印版滚筒的横行移动,1个马达带动网纹辊的转动。装版後输入印版滚筒的印版滚筒周长,通过PLC控制,使印版滚筒和网纹辊达到预印刷、预套准位置,大大缩短了印刷压力和印刷套准时间,同时也节省了原材料。同时由于采用无轴传动,因此更换不同周长的印刷产品时,不需要更换齿轮。无轴传动卫星式柔印机更换一个机组上的柔性版滚筒和网纹辊仅需1分钟,大大缩短了更换产品时换版滚筒和网纹辊所花费的时间。
(1)卫星式柔版印刷机主要由收放卷单元、牵引单元、烘干单元、印刷单元和中心滚筒及部分结构组成。
(2)从电气控制的角度,印刷单元又可分成辊驱动控制和调压控制。
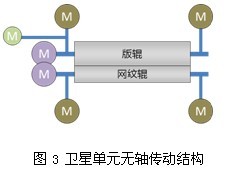
(3)每组印刷机组需要配6套伺服,以6色印刷为例,共需要伺服电机46轴。
卫星单元无轴传动示意如图3所示。图3中,调压控制——伺服传动(轴向);辊驱动控制——伺服传动(纵向);版辊横向位置——普通电机。
卫星式柔版印刷机, 有时又称为共用压印滚筒式柔版印刷机。 各印刷单元围绕着一个共用压印滚筒安装在两个墙板之间。承印材料围绕在共用压印滚筒上进行套色印刷。因为齿轮直接传动,所以不论是纸张或或薄膜,即使没有加装特别的控制装置,仍然可以套印的很准确,而且印刷工艺稳定,常用来印刷彩色产品。有人曾预言,卫星式柔印将是21世纪柔印的新主流。
由于柔印机的印版滚筒、网纹辊的转动是通过压印滚筒齿轮带动印版滚筒齿轮,印版滚筒齿轮带动网纹辊的齿轮,形成同步转动。印刷品的重复长度取决于印版滚筒和印版滚筒的齿轮,而齿轮受到节距和模数的限制,因此,印刷品的重复周长与齿轮的节距相同。而无轴柔印机网纹辊的转动是通过印版滚筒直接带动的,解决了柔印机印刷产品重复长度受齿轮节距限制的问题。卫星式无轴传动柔印机的每个印刷机组由多个马达带动,其中4个马达带动印版滚筒、网纹辊的前後移动,1个马达控制印版滚筒的纵向套准和转动,1个马达控制印版滚筒的横向套准和印版滚筒的横行移动,1个马达带动网纹辊的转动。装版後输入印版滚筒的印版滚筒周长,通过PLC控制,使印版滚筒和网纹辊达到预印刷、预套准位置,大大缩短了印刷压力和印刷套准时间,同时也节省了原材料。同时由于采用无轴传动,因此更换不同周长的印刷产品时,不需要更换齿轮。无轴传动卫星式柔印机更换一个机组上的柔性版滚筒和网纹辊仅需1分钟,大大缩短了更换产品时换版滚筒和网纹辊所花费的时间。
5.1 卫星单元分析
由于柔印机的印版滚筒、网纹辊的转动是通过压印滚筒齿轮带动印版滚筒齿轮,印版滚筒齿轮带动网纹辊的齿轮,形成同步转动。印刷品的重复长度取决于印版滚筒和印版滚筒的齿轮,而齿轮受到节距和模数的限制,因此,印刷品的重复周长与齿轮的节距相同。而无轴柔印机网纹辊的转动是通过印版滚筒直接带动的,解决了柔印机印刷产品重复长度受齿轮节距限制的问题。卫星式无轴传动柔印机的每个印刷机组由多个马达带动,其中4个马达带动印版滚筒、网纹辊的前後移动,1个马达控制印版滚筒的纵向套准和转动,1个马达控制印版滚筒的横向套准和印版滚筒的横行移动,1个马达带动网纹辊的转动。装版後输入印版滚筒的印版滚筒周长,通过PLC控制,使印版滚筒和网纹辊达到预印刷、预套准位置,大大缩短了印刷压力和印刷套准时间,同时也节省了原材料。同时由于采用无轴传动,因此更换不同周长的印刷产品时,不需要更换齿轮。无轴传动卫星式柔印机更换一个机组上的柔性版滚筒和网纹辊仅需1分钟,大大缩短了更换产品时换版滚筒和网纹辊所花费的时间。
(1)卫星式柔版印刷机主要由收放卷单元、牵引单元、烘干单元、印刷单元和中心滚筒及部分结构组成。
(2)从电气控制的角度,印刷单元又可分成辊驱动控制和调压控制。
(3)每组印刷机组需要配6套伺服,以6色印刷为例,共需要伺服电机46轴。
卫星单元无轴传动示意如图3所示。图3中,调压控制——伺服传动(轴向);辊驱动控制——伺服传动(纵向);版辊横向位置——普通电机。
5.2 机组设计规格
(1)最高设计速度:400m/min。
(2)印刷宽度:1000——1400mm。
(3)印刷精度:±0.1mm。
5.3 装备选型
(1) NJ501-1500+CJ模块 。
(2) G5 ECT型伺服46轴 。
(3) NS10触摸屏。
5.4 方案解决课题:
(1)网纹辊、版辊、牵引、收放卷同步控制;
(2)印刷过程中张力保持;
(3)调压控制位置精确;
通过设置虚拟主轴和虚拟从轴,在印刷过程中需要切换色组时,可通过建立或解除虚轴之间的关系,不影响其他正在使用的色组。
(1)最高设计速度:400m/min。
(2)印刷宽度:1000——1400mm。
(3)印刷精度:±0.1mm。
5.3 装备选型
(1) NJ501-1500+CJ模块 。
(2) G5 ECT型伺服46轴 。
(3) NS10触摸屏。
5.4 方案解决课题:
(1)网纹辊、版辊、牵引、收放卷同步控制;
(2)印刷过程中张力保持;
(3)调压控制位置精确;
通过设置虚拟主轴和虚拟从轴,在印刷过程中需要切换色组时,可通过建立或解除虚轴之间的关系,不影响其他正在使用的色组。

6 NJ控制器方案要点
对于柔版印刷机来说,无论是层叠式、卫星式还是机组式,网纹辊、版辊和印刷伺服间的同步以及收放卷和牵引电机间的张力控制总是此类印刷机械的控制关键点。
欧姆龙NJ501型控制器,通过EtherCAT总线连接多套伺服,正是解决同步控制的最佳组合。
EtherCAT采用分布式时钟机构,以100uS的刷新时间和不超过1uS的时基误差保证各轴之间的同步,当仍不让地成为市场上最快的网络。
此外,NJ501的编程软件SYSMAC STUDIO,通过简单的设定,即可完成对控制器、网络、伺服以及其他现场设备的配置,通过内部功能块即可完成复杂的运动控制,并可利用先进的顺序和运动控制仿真功能在3D环境下预测试运动轨迹,缩短了工程师在现场的反复调试时间,基于对变量的操作也大幅提高了生产性。
NJ系列高性能机器控制器的单一软件平台STUDIO,是欧姆龙SYSMAC自动化平台的核心竞争技术。
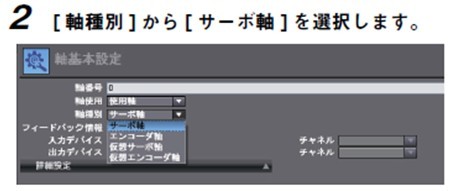
6.1 NJ系列PLC伺服控制轴设定
在STUDIO的MC功能轴设定处,可以发现,伺服轴设定非常简单:
对于柔版印刷机来说,无论是层叠式、卫星式还是机组式,网纹辊、版辊和印刷伺服间的同步以及收放卷和牵引电机间的张力控制总是此类印刷机械的控制关键点。
欧姆龙NJ501型控制器,通过EtherCAT总线连接多套伺服,正是解决同步控制的最佳组合。
EtherCAT采用分布式时钟机构,以100uS的刷新时间和不超过1uS的时基误差保证各轴之间的同步,当仍不让地成为市场上最快的网络。
此外,NJ501的编程软件SYSMAC STUDIO,通过简单的设定,即可完成对控制器、网络、伺服以及其他现场设备的配置,通过内部功能块即可完成复杂的运动控制,并可利用先进的顺序和运动控制仿真功能在3D环境下预测试运动轨迹,缩短了工程师在现场的反复调试时间,基于对变量的操作也大幅提高了生产性。
NJ系列高性能机器控制器的单一软件平台STUDIO,是欧姆龙SYSMAC自动化平台的核心竞争技术。
6.1 NJ系列PLC伺服控制轴设定
在STUDIO的MC功能轴设定处,可以发现,伺服轴设定非常简单:
6.2 通过电子齿轮FB实现同步以及张力调整
无轴传动的核心是同步传动。基于STUDIO软件平台的电子凸轮功能可以轻而易举的实现高品质同步与多轴张力调整:
无轴传动的核心是同步传动。基于STUDIO软件平台的电子凸轮功能可以轻而易举的实现高品质同步与多轴张力调整:
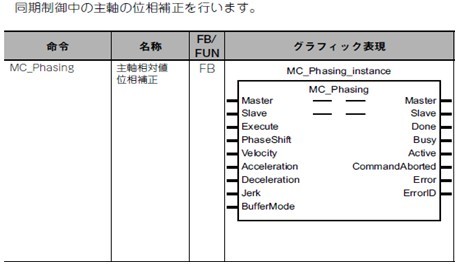
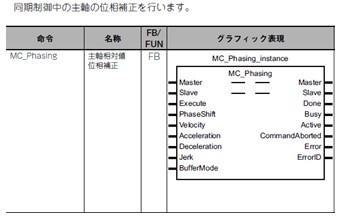
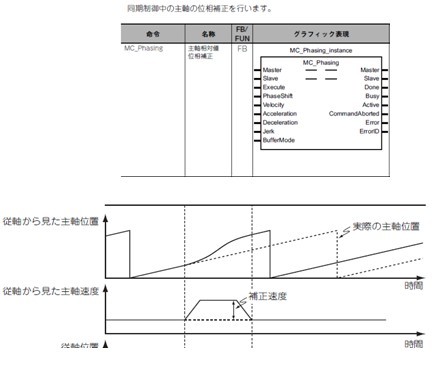
6.3 同步控制中主轴相位补正FB
6.4 牵引辊和印刷辊之间的张力控制
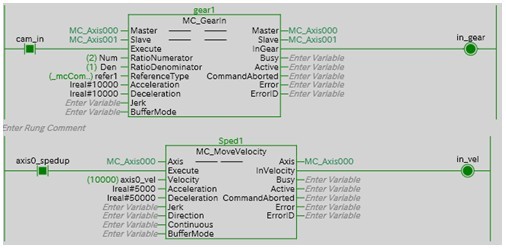
收卷牵引辊做主轴,印刷辊及放卷牵引辊做从轴。首先建立从轴与主轴的基本电子齿轮比,使用MC_GearIN指令建立连接,再使用MC_MoveVelocity启动主轴,以后PID微调的MV输出可通过改变基本电子齿轮比实现,但调节范围要很小,程序实现是通过再次启动MC_GearIN指令建立新的连接实现:
收卷牵引辊做主轴,印刷辊及放卷牵引辊做从轴。首先建立从轴与主轴的基本电子齿轮比,使用MC_GearIN指令建立连接,再使用MC_MoveVelocity启动主轴,以后PID微调的MV输出可通过改变基本电子齿轮比实现,但调节范围要很小,程序实现是通过再次启动MC_GearIN指令建立新的连接实现:
6.5 版辊与压印辊的同步
使用MC_GearIN指令建立压印辊(主)与版辊(从)的连接,当观察到各色辊套印有偏差发生时,可以手动或自动调整版辊的偏移,使用的指令是MC_Phasing:
使用MC_GearIN指令建立压印辊(主)与版辊(从)的连接,当观察到各色辊套印有偏差发生时,可以手动或自动调整版辊的偏移,使用的指令是MC_Phasing:
7 结束语
通过全新Sysmac家族机器自动化控制器NJ的柔版印刷机解决方案研讨,全面展示柔版印刷装备研发的智能化传动技术,以及柔版印刷技术进步的产业意义。最新上市的NJ控制器,是欧姆龙在自动化领域的创新奉献。相信随着NJ控制器被OEM产业客户深入认知,在为客户带来新的产业转型利益过程中,提供更高层的机器控制解决方案,助力中国产业经济可持续增长。
参考文献(略)
通过全新Sysmac家族机器自动化控制器NJ的柔版印刷机解决方案研讨,全面展示柔版印刷装备研发的智能化传动技术,以及柔版印刷技术进步的产业意义。最新上市的NJ控制器,是欧姆龙在自动化领域的创新奉献。相信随着NJ控制器被OEM产业客户深入认知,在为客户带来新的产业转型利益过程中,提供更高层的机器控制解决方案,助力中国产业经济可持续增长。
参考文献(略)




共0条 [查看全部] 网友评论