


4 控制系统的难点与解决
4.1 ACM膜长度需任意修改
在实际操作过程中,为了便于包封极板更加灵活,ACM膜的长度必须是可以任意修改。
由于NJ轴设置中环形模式的最大最小值经设定后不能通过程序修改,为了达到膜长修改的需求,膜轴只能使用线性模式。
4.2压中线不能有拉痕
折刀压膜时速度和送膜轴速度不同步时,很容易导致膜的中线位置出现拉痕。因此在在定长ACM膜的压中线和切割时,切刀旋转速度必须送ACM膜的速度同步,压中线踩不会有拉痕。
4.3 进料包封可按需循环
对于电池内部极板的进料,必须可以实现设置包封多少个后停包一个,然后再继续循环的功能。包封配组机中基本都是采用外部光电信号作为停包和再次包时的触发点,但是速度不同时会有误差,再次启动时的第一袋会出现中线对折后不齐的现象。针对此,NJ控制器采用了更为精确的控制算法来确保不出现误差。
5系统控制算法
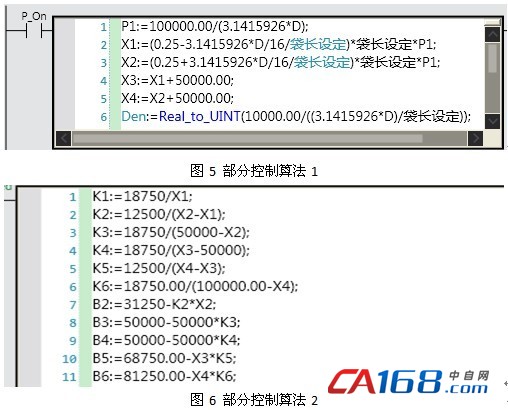
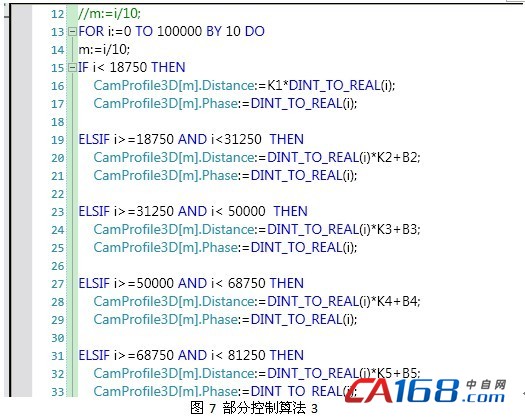
包封配组机关键是压痕及切割刀轴和牵引轴的线速度同步,这就要用到电子凸轮功能,但是电子凸轮表随着袋长的改变而改变,因此,我们必须根据袋长值来计算电子凸轮。
图5~8截取了整个系统的部分控制算法。Program1中的CamGear用来计算电子凸轮表的坐标点以及电子齿轮的比例,袋长修改(通过修改触摸屏上的“袋长设定”值)后使用For语句动态修改凸轮表并保存。
4.1 ACM膜长度需任意修改
在实际操作过程中,为了便于包封极板更加灵活,ACM膜的长度必须是可以任意修改。
由于NJ轴设置中环形模式的最大最小值经设定后不能通过程序修改,为了达到膜长修改的需求,膜轴只能使用线性模式。
4.2压中线不能有拉痕
折刀压膜时速度和送膜轴速度不同步时,很容易导致膜的中线位置出现拉痕。因此在在定长ACM膜的压中线和切割时,切刀旋转速度必须送ACM膜的速度同步,压中线踩不会有拉痕。
4.3 进料包封可按需循环
对于电池内部极板的进料,必须可以实现设置包封多少个后停包一个,然后再继续循环的功能。包封配组机中基本都是采用外部光电信号作为停包和再次包时的触发点,但是速度不同时会有误差,再次启动时的第一袋会出现中线对折后不齐的现象。针对此,NJ控制器采用了更为精确的控制算法来确保不出现误差。
5系统控制算法
包封配组机关键是压痕及切割刀轴和牵引轴的线速度同步,这就要用到电子凸轮功能,但是电子凸轮表随着袋长的改变而改变,因此,我们必须根据袋长值来计算电子凸轮。
图5~8截取了整个系统的部分控制算法。Program1中的CamGear用来计算电子凸轮表的坐标点以及电子齿轮的比例,袋长修改(通过修改触摸屏上的“袋长设定”值)后使用For语句动态修改凸轮表并保存。




共0条 [查看全部] 网友评论