



(3)把最新的值写入临时地址,保存这周期的设定值以于下一周期的值比较:
5.6方案评估
程序设定软极限方案因为伺服停的位置和设定值有偏差,客户没有采纳,最终使用MC_Write临时修改伺服软极限,较好满足用户要求。
6 线性化伺服控制
本案样机采用力臂结构传动,伺服通过同步带再通过丝杆驱动台面,台面通过力臂关节驱动下模具。这样导致:伺服转一圈下模具移动距离非线性(模具越低,伺服转一圈模具上升距离越大);整个过程中负载非线性,传动轴大概在45°左右出现一个负载小高点,现场调试发现一般出现在40-50T时,电机实时转矩有一个高点,之后又会降下来。机械非线性是有现场机械结构决定,转矩非线性现阶段无法解决,除非改变机械结构。传动非线性设想可以通过电子凸轮功能得以纠正,可以设置一个虚轴建立一个凸轮表,直接控制虚轴,伺服电机跟随虚轴运行。
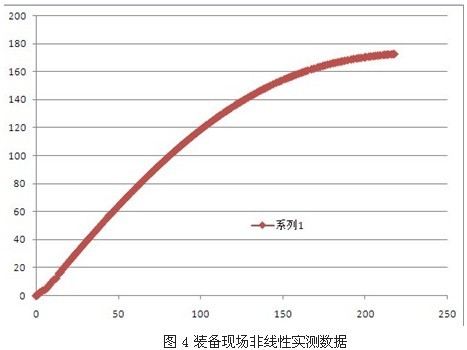
根据图4所示的装备现场实测传动数据,伺服电机和上台面传动非线性,通过数学建模软件采点拟合曲线得到多阶方程,为实现用户要求的通过控制系统编程对力学传动非线性进行修正奠定基础。
程序设定软极限方案因为伺服停的位置和设定值有偏差,客户没有采纳,最终使用MC_Write临时修改伺服软极限,较好满足用户要求。
6 线性化伺服控制
本案样机采用力臂结构传动,伺服通过同步带再通过丝杆驱动台面,台面通过力臂关节驱动下模具。这样导致:伺服转一圈下模具移动距离非线性(模具越低,伺服转一圈模具上升距离越大);整个过程中负载非线性,传动轴大概在45°左右出现一个负载小高点,现场调试发现一般出现在40-50T时,电机实时转矩有一个高点,之后又会降下来。机械非线性是有现场机械结构决定,转矩非线性现阶段无法解决,除非改变机械结构。传动非线性设想可以通过电子凸轮功能得以纠正,可以设置一个虚轴建立一个凸轮表,直接控制虚轴,伺服电机跟随虚轴运行。
根据图4所示的装备现场实测传动数据,伺服电机和上台面传动非线性,通过数学建模软件采点拟合曲线得到多阶方程,为实现用户要求的通过控制系统编程对力学传动非线性进行修正奠定基础。
6.1 电子凸轮方案
(1)方案:采用NJ电子凸轮功能,定义一个虚轴作为主轴,现场测量得到虚轴(台面真实位置)和实轴(伺服电机位置)之间关系制成凸轮表。实轴通过凸轮表关系跟随虚轴动作。PLC只控制虚轴运动,而实际的伺服轴是实时跟随虚轴动作。PLC实际控制的是虚轴(台面位置),达到现场设备非线性的修正。
(2)分析:首先需要找到对应点,比如伺服轴在0的位置,虚轴也要在对应的0位置才能开始。启动MC_CamIN。负责对应关系错误,可能导致设备撞车。可以通过伺服轴原点搜索完成在启动MC_CamIN此时虚轴实轴都在0位置。
由于客户不想每次开机都搜索原点,所以选择绝对型伺服,上电后不允许有搜索原点的过程。即不可能每次上电都重新做一次实轴和虚轴之间的对应重置(无法消除累计误差)。实轴采用绝对性编码器可以实时反映实轴实际位置,但虚轴的位置无法在断电阶段实时根据台面位置变化而变化,这样如果在断电过程中实轴(台面)产生了相对移动,虚轴最多只能保持断电前的位置,导致虚轴和实轴的对应关系错误(实轴位置正确,虚轴位置错误),长时间这种误差会累计叠加,最终产生很大的偏差。
(1)方案:采用NJ电子凸轮功能,定义一个虚轴作为主轴,现场测量得到虚轴(台面真实位置)和实轴(伺服电机位置)之间关系制成凸轮表。实轴通过凸轮表关系跟随虚轴动作。PLC只控制虚轴运动,而实际的伺服轴是实时跟随虚轴动作。PLC实际控制的是虚轴(台面位置),达到现场设备非线性的修正。
(2)分析:首先需要找到对应点,比如伺服轴在0的位置,虚轴也要在对应的0位置才能开始。启动MC_CamIN。负责对应关系错误,可能导致设备撞车。可以通过伺服轴原点搜索完成在启动MC_CamIN此时虚轴实轴都在0位置。
由于客户不想每次开机都搜索原点,所以选择绝对型伺服,上电后不允许有搜索原点的过程。即不可能每次上电都重新做一次实轴和虚轴之间的对应重置(无法消除累计误差)。实轴采用绝对性编码器可以实时反映实轴实际位置,但虚轴的位置无法在断电阶段实时根据台面位置变化而变化,这样如果在断电过程中实轴(台面)产生了相对移动,虚轴最多只能保持断电前的位置,导致虚轴和实轴的对应关系错误(实轴位置正确,虚轴位置错误),长时间这种误差会累计叠加,最终产生很大的偏差。






共0条 [查看全部] 网友评论