


摘 要:本文主要介绍WEINVIEW触摸屏在纸箱制造成行行业中的应用;通过1台触摸屏同时控制6台PLC来完成机械部分的控制。通过触摸屏,以方便现场操作人员进行监控和操作;同时完成重要数据的传输与设置。
关键字:触摸屏、 PLC、数据传输、通讯
Abstract: This paper introduces the weinview touchscreen application in creating industry in paper box;Control 6 PLCs at the same time by 1 touchscreen ;Come to accomplish the mechanical part controlling 。By touchscreen, the convenient scene operation personnel carries out supervisory control and operation ;At the same time completed the transfer important data and settings。
Key word: Touchscreen 、 PLC、Data transmission、、Communication、
一:引言
纸箱包装机械是包装行业最常用的设备;该设备的主要功能就是利用机械部分的精确定位;使纸箱成型并生产相关的成品。在早期控制系统主要通过单片机和现场外部按钮来实现控制;缺点是需要操作人员较多;参数调节比较麻烦;耗时较多。采用PLC作为控制器对控制系统有了较大改进;在相关机械参数调节与定位相关方面有了更大的进步;但在现场生产过程中有些参数使生产操作员无法得到。随着人们对产品要求的日益提高;产品的规格参数要求也越来越严格,要求现场操作人员随时检测产品;并根据要求调节参数使产品的规格符合要求。触摸屏+PLC可以完全解决这种小型控制系统的所有问题;并且可以将现场一些传感器的信号在触摸屏上显示;可以方便现场生产人员将相应的产品参数写入触摸屏来对产品的规格进行控制。
以上这种控制方案相比(工控机+组态软件+PLC)在成本有很大的优势而且节约了很大的成本,所以这种控制方案现在已经普遍被应用。本文主要介绍WEINVIEW触摸屏通过一屏多机的方式同时控制六台PLC来完成相应的机械控制以及采集现场数据等工作。
二:系统的设计要求
结合实际硬件的资源和软件的功能,建立如下图1所示的触摸屏和6台PLC连接示意图。触摸屏的主要功能要对现场的控制量进行控制;而且可以完全将现场的参数通过PLC采集上来;并且方便用户和操作人员对现场的参数进行监控和设置。
当触摸屏将控制信号传到PLC时;PLC将通过自己的内部程序将相应的控制信号传输到相应的现场传感器。我们的主设备的传动主要靠一台变频电机;其他的机械定位主要是小型电机带动丝杆来进行定位。这里选用三菱的FX1N的PLC;因为这里PLC需要接收编码器传输过来的脉冲;在进行对相应的电机进行控制。这里采用6台PLC来接收多个编码器的高速脉冲来控制现场的电机。6台PLC通过485BD模块并行连接,然后在和触摸屏进行连接;通过触摸屏对不同站号的 PLC进行发送命令和读取相关数据来达到控制目的。
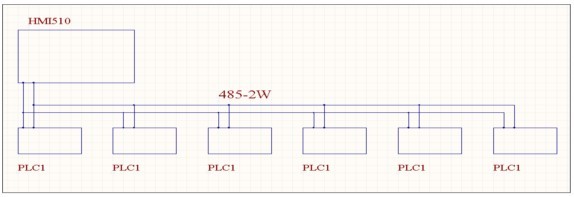
图1 系统的概括图
三:系统软件的设计与参数设置
在这个系统里触摸屏是主站,6台PLC是从站。主站可以向PLC发送命令和接受命令,这里PLC不能向触摸屏发送命令;PLC之间要进行数据交换必须通过触摸屏。当PLC接收到数据以后;在执行相应的程序对相应的部分进行控制。
在这里首先就对软件的设置做简要的介绍;首先要对三菱PLC进行设置;对波特率、接线方式、奇偶校验、PLC站号进行设置,因为有六台PLC所以要分别对六台PLC进行相同的设置,这里除了站号不一样其它的都是一样的。这里在三菱的GX-develop的软件里还要对三菱的通讯格式寄存器D1820进行设置,应将BFM#0的b9与b8设置为0;具体的设置可以参数设置图请参考下图:
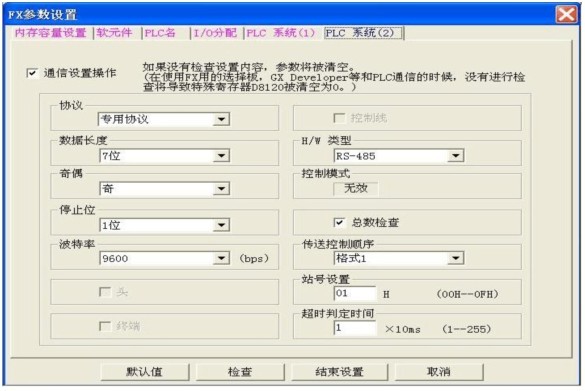
图2 三菱PLC通讯参数设置
触摸屏的参数设置在对波特率、接线方式、奇偶校验要保持一致;在站号设置方面在触摸屏要写的站号只写1到6台中的一个站号就可以了;通过BD连接多台要选择MITSUBISHI FXON/2/2N COM 的驱动;最重要的一点是要在系统参数编译器选项菜单下;地址模式选择相应的扩展模式。具体的参数的设置参考下图3:
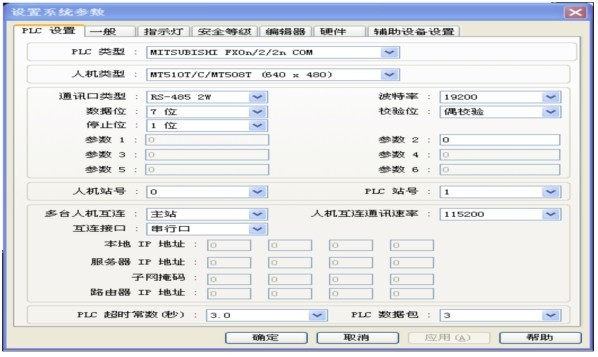
图3 触摸屏的相关参数设置
在触摸屏这边主要组态三个模式;在三个模式里触摸屏需要通过数据传输将不同PLC里的数据通过触摸屏的数据传输功能把PLC里的数据读到触摸屏里的相应数据区;然后通过宏指令通过算数运算然后,再通过数据传输将相关的数据传输到的相应的PLC的数据区;在这里为了提高触摸屏读取数据的数度;我们建议不管是触摸屏还是PLC读取连续数据区的数据;这样有助于提高通讯速率。相关的设置如下:
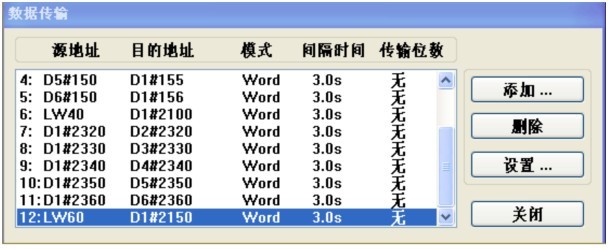
图4 数据传输
下面这幅图是纸盒进料的初始图,图5左边的数据是读取PLC的相关数据这里可以根据产品的规格进行参数的设置然后通过按执行按钮来执行宏指令对读取上来的数据进行运算;然后将相关的数据传送给PLC。图6是相关数据的定义与运算过程宏指令的触发通过PLC控制元件来设置触发。如下图所示:
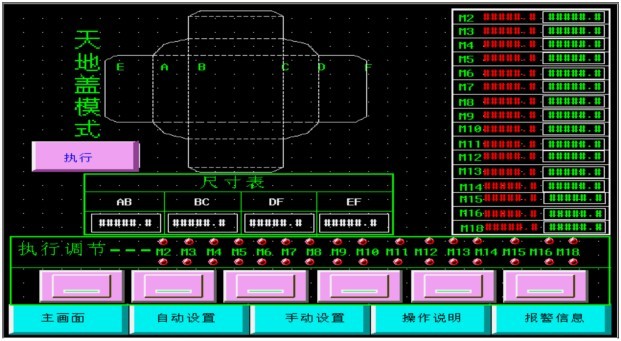
图5 模式1
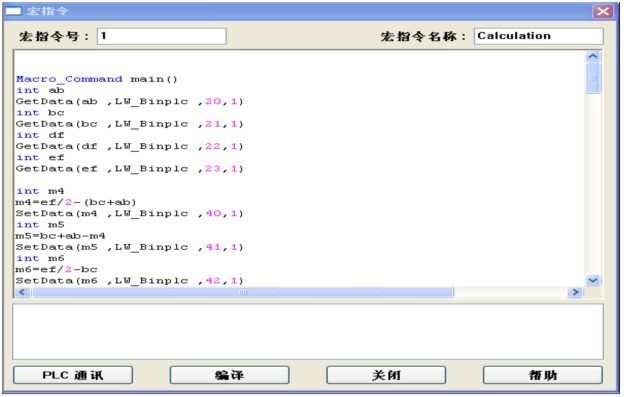
图6 宏指令运算
当程序启动以后画面首先进入主页面;当进入主页面以后;首先,在没有报警的情况下启动主电机;如果有报警要对报警进行报警复位后在进行操作然后对生产产品的数量进行设置。然后根据客户的需求可以进行自动控制和手动控制的选择,而且在启动画面还有相关的操作说明,对操作员起到引导作用。

图7 触摸屏启动主画面
四:现场调试与通讯测试
这个系统软件设计完以后;剩下的就是现场设备的安装和调试过程。这个过程相当重要;好多在设计过程的问题当初不能发现;在调试的过程中有可能就会暴露出来。在调试的过程中主要发现两个大问题,问题一是当主电机启动时;会发生干扰使触摸屏和PLC的通讯中断;问题二在触摸屏同时给6台PLC发送数据的时候会出现通讯延时有时会出现通讯中断。
问题的解决方案对于电机的干扰;因为主电机的启动时产生交变磁场;而触摸屏和PLC的通讯线离电机不远而且通讯线没有屏蔽;所以通过采用屏蔽线;增大通讯线与电机的距离这一问题得到了很好的解决。对于问题二的通讯故障;我通过在现场调节触摸屏里的参数2的值和PLC的超时常数的值可以解决这个问题;参数2的值在2-5是最佳的范围;对于超时常数是0.3-0.6是最佳的范围。对于这两个值默认的参数2是0;超时常数是3秒,如果对这连个参数不进行调节就会出现上述通讯中断的问题。这两个的值是通过实际测试得出的;如果控制系统里只连接2-3台的PLC;那么这个值可能要适当改变。对于波特率这里建议采用19200的波特率;如果提高波特率速度太快;也会出现通讯不上的问题。
有关触摸屏通讯参数设置请参考图8;重点设置部分已经在图片上做了标记来供读者参考。最后要强调控制系统中需根据触摸屏连接PLC的数量和数据的传输量来进行相关调试和测试来调节这个参数。如下图所示图8标注出了红色方框的地方即为参数需要设置的地方:
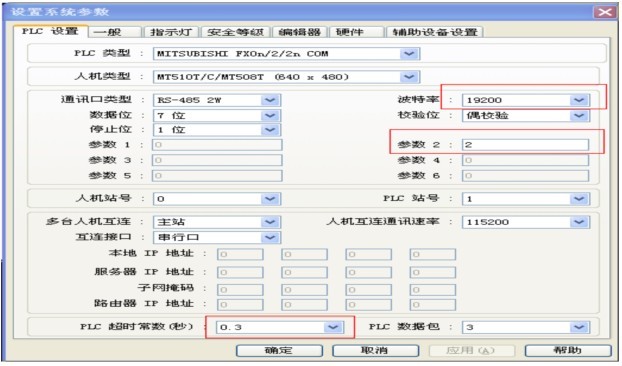
图8 通讯参数设置
五:结束语
本文主要介绍了WEINVVIEW触摸屏在纸箱包装行业的的一个应用。主要介绍触摸屏如何控制PLC以及现场的相关的传感器的原理;并对触摸屏软件通讯设置做了详细的介绍。在触摸屏软件设计方面重点介绍了数据传输和宏指令等功能;以及这些功能在一屏多机应用方面的优势。就目前这个系统已经投入生产;控制系统稳定、操作简单;可视化的人机界面非常容易让操做人员掌握;而且更换产品时修改参数简单并且节约时间等这些优点赢得了客户的好评。




共0条 [查看全部] 网友评论