
一、工业离心机工艺介绍
1.1 工业离心机简介
工业离心机主要通过离心力作用将固液分离, 一般由进料、洗涤、脱水、括刀、卸料等几个部分, 其中进料、洗涤、括刀、卸料等部分是通过电磁阀、气动阀控制,离心釜是实现固液分离的主要部件,由一台三相交流电机通过皮带传动。根据工艺特点在开始阶段物料主要是固液混合物,刚起动时负载相对较大,当达到一定的转速时液体在离心力的作用下由离心外侧流出,这样部分液体先被分离出来,随着电机转速的进一步提高,负载也相应减小。根据工艺要求,一般分为几个不同转速运行以达到分离效果。
1.2工业离心机工艺要求
实现离心机进料、洗涤、脱水、刮刀四(多)段速度控制,进料时运行速度120r/min,洗涤使运行200r/min,脱水时运行速度960 r/min,刮刀时运行速度500 r/min;
为了提高生产效率,起动和停车时间要短;
电机在停车过程中能够自行减速,不需任何外加阻力。
二、电气配置方案
2.1传统工频方案
安徽某化工厂改造项目的工业离心机为一台额定电流45KW,转速为960 r/min 的6极电机,采用Y—△启动方式,电动机通过传动带带动回转体运转,电动机上的带轮内装有摩擦式离心离合器,由继电器和液力耦合器控制调速。
2.2变频改造方案
离心机为恒转矩负载,起动转矩和机械惯性较大,变频器的选型一般放大一档使用,因此,我们选择一台四方V560系列55KW矢量型变频器。将原电动机侧摩擦式离心离合器式的带轮改为直接传动的普通带轮。采用变频器的多段速功能,对离心机进料、洗涤、脱水、刮刀4个工作阶段的转速进行精确控制。离心机的工作状态采用原有的PLC控制系统,为变频器提供离心机的工作状态信号,变频器的转速设定在变频器的多段速功能中设定。
三、工业离心机变频系统方案
3.1系统主要配置:
V560-4T0550矢量变频器、DBKU-4T0900制动单元、18KW/8Ω制动电阻
电气图如下:
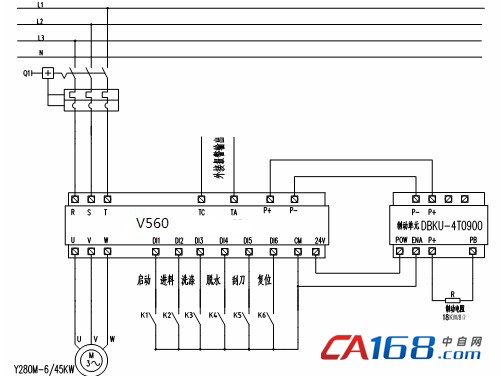
上图中,DI1/CM设置为变频器启动停止控制端子,当DI1与CM闭合时,则变频器启动,若DI1与CM断开时,变频器为停止状态。
DI2~DI6端子为数字量信号端口,其公共端统一为CM,即与CM闭合导通有效。其中DI2、DI4、DI5端子设置为变频器多段速控制,分别设置为DI2为进料速度、DI3为洗涤速度、DI4为脱水速度、DI5为刮刀速度,DI6设置为故障复位。
L1、L2、L3为三相输入,U、V、W为变频器三相输出。
TA/TB/TC为变频器继电器输出端子,其中TA/TB为常闭端口,TA/TC为常开端口。根据实际电气设计及其控制需要,客户可以极其方便的选择常闭或者常开端口为报警输出。
P+、P-为变频器外接制动单元端口,制动单元中POW端子接变频器的24V电源,ENA 端子接变频器CM接地端;P+、PB为外接制动电阻端口。
3.2调试参数:

四、调试注意事项
离心机的启动转矩较大,启动比较困难。因此变频器的启动转矩要尽可能的高,若在加速中出现过流、过载报警,应适当延长变频器的加速时间。
离心机的机械惯性较大,在减速过程中电机处于发电状态,因此,系统中必须加装制动单元和制动电阻。若运行中出现减速过流、过压报警或制动电阻发热严重,可适当放大制动电阻功率和延长停车减速时间。
五、改造后的效果
工频系统长期使用存在的缺点:
起动电流大:电机Y—△起动电流为额定电流的2~3倍,大电流频繁起动极易造成电机温度升高、绝缘老化快从而损坏电机;
机械振动大:启动和停止机械振动大,维护、维修成本高;
启、停时间长:离心机机械惯性较大,摩擦力小,传统的摩擦块刹车,停车时间达200S;启动时需缓慢加速,每次起动需要180s,启动和停车时间长,工作效率低。
变频系统的优势:
实现电机软启动,变频器从0HZ开始启动,电流只有全压启动的三分之一,有效减少了对电网的冲击;
启动平滑,消除机械的冲击,保护机械设备延长设备使用寿命;
有效缩短了起动和停车的时间,启动时间100S,停车时间100S,提高了生产效率;
变频器多段速功能,对离心机进料、洗涤、脱水、刮刀4个工作阶段的转速进行精确控制,省去了工频系统中液力耦合器等部件;
系统采用变频调速可以有效达到节能降耗,提高使用效率。
六、结束语
本文介绍了四方V560矢量型变频器应用在工业离心机的系统方案,通过变频调速,可以根据不同工艺要求选择多段速运行,变频控制实现电机的软启动可以有效减少对电网的冲击,强劲的启动力矩和直流制动、能耗制动等功能,有效缩短了离心机启动和停车时间。该方案在现场取得了非常好的使用效果。
参考文献:
1、《V560系列高性能矢量变频器说明书》 深圳市四方电气技术有限公司
2、李方圆. 变频器行业应用实践,2006(1)




共0条 [查看全部] 网友评论