


倍捻机是一种加捻设备,加捻是把松散的纤维须条加以适量的捻度,使之成纱或者把纱、丝捻合成股线、缆绳,最终使纱线具有一定的物理机械性能和一定的外观,如纱线的强度、弹性、伸长率、毛羽、光泽、手感等。加捻后成纱的结构、形态发生变化,能使织物获得特殊的外观效应,如绉效应。倍捻机可以实现一转两捻,加捻效率比传统捻线设备成倍提高。
一、高速倍捻机工作原理
常见的倍捻机每个单元设计为8锭,前后两面共16锭。每锭的工作原理如图1 所示,当锭子电机带动锭子转动的同时,槽筒和捻丝筒在线速电机的带动下也同步转动,从而使纱线从供丝筒子进入张力管,穿过张力珠,被张力珠的弹性作用所压紧,形成一个握持点,纱线退离空心锭子的中心孔,垂直进入锭盘,接着纱线由锭盘出口经储纱区偏转到达静止导纱钩,并形成气圈,气圈的高度由导丝钩的位置确定,纱线经导纱钩后,到达超喂罗拉,最后纱线经过导纱器交叉卷绕在筒子上。
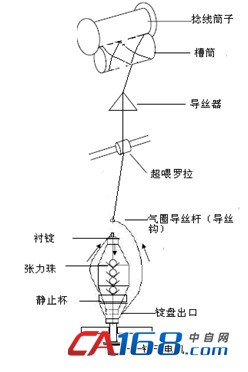
图1 工艺原理图
本方案介绍的高速倍捻机为单锭设计,最高锭速达到15000r/min。每锭单独由一台高速异步电机控制,都能单独控制启停。超喂罗拉由一台异步电机控制,称其为超喂电机。捻丝筒子由一台异步电机控制,称为线速电机。在每一锭中,捻丝筒子在机器运行时可以通过机械装置投入工作和分离工作。
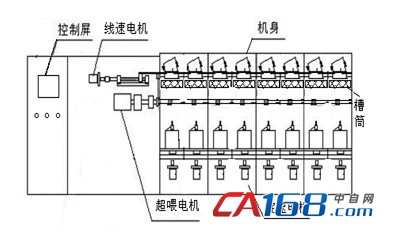
图2 机械结构图
高速倍捻机线速电机、超喂电机、锭速电机转速由下面的公式决定:
线速电机线速=锭速电机转速*2/捻度=2π*线速轮半径*线速电机转速
超喂电机线速=线速电机线速*超喂量=2π*超喂轮半径*超喂电机转速
高速倍捻机对转速精度要求比较高,一般要求在不同的转速时误差±10r/min以内。通过高速接近开关作为速度反馈信号,接入E550变频器的高速脉冲输入端子,组成速度闭环的方式,转速精度误差±10r/min,完全满足现场工艺要求。通过专用的速度修正系数,还可以对转速进行手动微调,进一步提高转速精度。
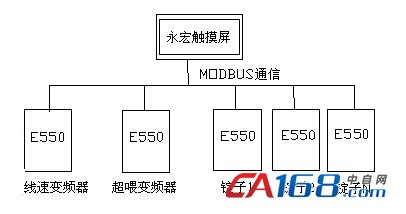
图3 系统控制图
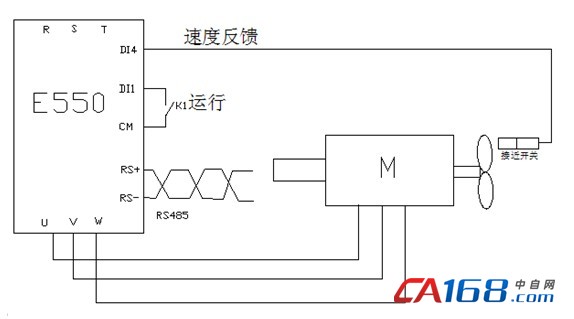
图4 变频器配线图
三、系统方案的特点
1、节省成本,本方案采用接近开关信号作为速度反馈,搭配高速脉冲输入接口组成实现速度闭环系统,节省了编码器的成本;系统使用触摸屏直接控制,变频器集成了相关工艺参数,省去了PLC的环节,进一步降低成本。
2、控制精度高,通过高速接近开关组成速度闭环控制,实测转速误差± 10r/min;
3、安装调试简便,只需要简单的配线即可组成整套系统;
4、抗干扰能力强,全系列产品经过EMC测试,确保通信可靠性;采用不返回数据的MODBUS通信方式,类似与通信广播的方式,进一步降低MODBUS通信的失败率。
四、小结:
本方案变频器通过高速接近开关实现转速闭环系统,解决了通用型变频器无法实现高转速精度的要求;采用通信不返回数据功能,实现了上位机与多台变频器的高速稳定通信。
本方案已在浙江某大型纺织机械厂批量使用,由于方案性价比高,系统稳定可靠,使产品具有很强的竞争力,得到用户的一致好评。




共0条 [查看全部] 网友评论