


围绕着国家提出的保护环境、节约能源的新政策,我公司自行研制开发出了世界先进超大型1MN金属屑压块机自动生产线。该设备在不加任何添加剂的情况下,可将各种颗粒、粉末状的铸铁、铜、铝、镁、钛、钼等压制成高密度的金属块。在金属屑压块机未被研发前,大量的金属屑被当作废料扔掉,部分金属屑被直接投炉冶炼,由于金属屑长期暴露在空气中其表面氧化严重和送料鼓风机风力大,金属屑很轻,相当一部分金属屑被风力吹散出去,进入冶炼炉的金属屑,直接投炉的利用率仅有10%左右等原因造成了资源大量浪费。我公司研发的金属屑压块机可将金属屑压制成圆柱型金属块,大量减少了与空气的接触,投炉时其表面的氧化会减少几十倍。据用户使用后的数据证明,金属屑被压块后的投炉利用率为85%以上,大大节省了能源,倍受国内外用户的青睐。
2 整体方案
该自动化控制系统主要是通过西门子PLC作为控制中枢,并采用西门子的PROFIBUS-DP数据总线接口与触摸屏、ET200接口模块及变频器进行数据交换,可方便实现分布式自动化组态。通过PLC 数字量模块、模拟量模块实现对设备关键部位的智能化及数字化的控制。主要检测元件有光电开关,物位变送器、温度变送器及压力变送器等。该控制系统具有故障报警功能、产品数据库等功能。
该自动化控制系统借助互联网实现远程监控控制功能,如果现场生产线出现故障,监控中心可对故障信息进行分析,还可附带视频监控。远程维护工程师可以通过监控中心的硬件维护站,对现场PLC程序进行在线监控、诊断,以最快速度恢复设备正常使用。
3 装备架构与工艺流程
3.1 生产线装备架构
1MN数控金属屑压块自动化生产线包括的主要设备及功能参见图1所示:
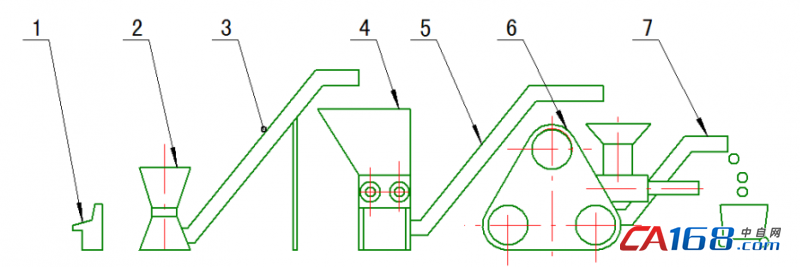
1—控制台及电气控制柜 2—金属粉碎机 3—一级上料输送机
4—储料仓 5—二级定量上料输送机 6—压块机 7—出料机
图 1MN金属屑压块机生产线示意图
(1)控制台及电气控制柜:主要用于自动生产线上所有设备的集中控制,该控制台上主要有手动、全自动、半自动、电机启停、报警等控制。
(2)金属粉碎机:用于把比较长钢屑、铜屑等粉碎成长度为10mm以下的短屑,便于进料压制成块,每小时粉碎量不少于10吨(纲屑)。
(3)一级上料输送机:用于把金属粉碎机加工后的短屑送入储料仓内。其传输能力不小于每小时10吨(钢屑)。
(4)储料仓:用于存储金属粉碎机加工后的短屑,容积不小于8m3。
(5)二级定量上料输送机:用于把储料仓内的短屑按压块频次间断定量送入压块机的料斗内。其传输能力不小于每小时10吨(钢屑)。
(6)压块机:用于把各类金属短屑压制成高密度块,是生产线的核心部分,生产能力不小于每小时10吨(钢屑)。
(7)出料机:主要用途是把压制成高密度块从压块机的出料口输送到料储存袋或专用车。
3.2 生产线工艺流程
我公司自主研发的金属屑压块机自动化生产线主要采用电气控制,通过接近开关、光电开关、传感器等检测元件将各台设备相互连接起来;当所有自动线设备准备就绪,有粉碎机将料仓内的金属长料进行粉碎并通过一级上料机将金属屑传送到储料箱内,当储料箱内的料达到一定高度时报警并提示料已满停止一级上料,当料仓料低于一定料位后一级上料继续上料,二级上料将储料箱内的金属屑传送到压块机料斗内,压块机料斗上装物位传感器实时检测料斗内料的多少,并将料位信号实时传人PLC用于调节二级上料电机变频器的频率,用于控制上料快慢。金属屑压块机将金属屑压成圆柱铁块后由清理缸将料推入出料机并将料块传入成品料箱内。自动操作步骤:(1)检查各设备是否具备自动运行条件,并通过HMI设定相关数据参数。(2)按下自动运行按钮,生产线上所有设备按工艺要求依次启动,当CPU接收到所有设备工作正常信号后自动运行指示灯亮。(3)进入自动循环工作状态。图2为HMI自动化生产线流程示意图。
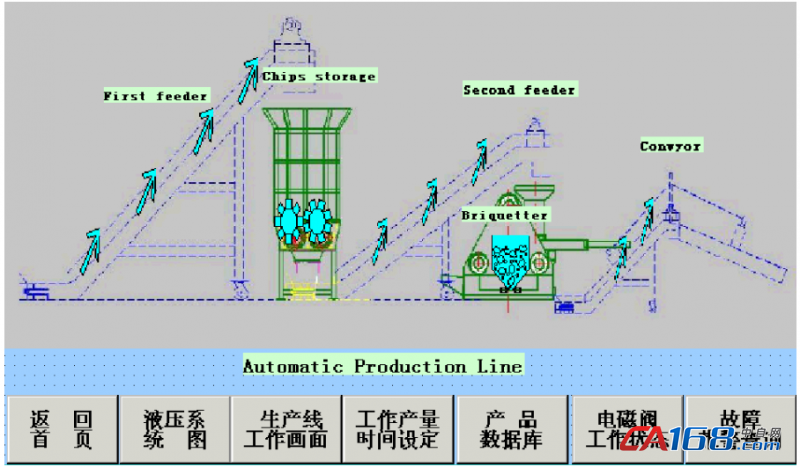
图2 HMI自动化生产线流程示意图
该自动生产线的核心设备金属屑压块机功能可实现调整、半自动、全自动,主要有主油缸、进料油缸、出料油缸、清理油缸,四个缸配合运动来实现自动压块。自动连续运行工艺步骤。机器首先复位,所有活塞缸都将自动回到缸底(初始)位置。然后是:送料缸工作→冲头快速前进→增压压制→出料缸推动料斗前移(同时送料缸回退、主缸泄荷)→冲头回退(0.12S后出料缸推动料斗复位)→清理缸将料推入出料机上→进入下一个循环,送料缸送料。
4 控制系统设计
4.1 控制系统硬件
(1)可编程控制器PLC:PLC是电气控制系统的核心部件,根据多年经验,我们选择了SIEMENS公司生产的PLC,CPU单元选用6ES7-2AH14-0AB0(配有DP接口和MPI接口)。数字I/O模块实现开关量控制,模拟量模块6ES7 334-0KE00-0AA0用于接收物位、压力、温度等4—20mA模拟量信号。
(2)触摸屏HMI:是人机交流的主要途径,选用西门子MP277系列10.4寸触摸屏。
(3)变频器:变频器选用西门子G120系列,用于控制上料、出料动力驱动电机,该驱动器具有PROFIBUS-DP通讯功能,可实现与PLC进行通讯。
(4)传感器:压力、温度、物位等传感器选用北京昆仑海岸。
(5)位置控制开关:接近开关选用OMRON E2E系列,光电开关选用OMRON E3S系列。
(6)低压电器:西门子系列。
4.2 控制系统软件
控制系统软件采用西门子step75.4对系统进行硬件组态及软件编程。本系统采用模块化编程思想,主要采用梯形图来进行程序编写,将不同的功能分别用不同的功能块来实现,使程序的可读性、可移植性大大加强。将不同的控制功能用不同的子程序来编制,由主程序OB1来调用。主要有手动、半自动、自动等程序块,还编写了OB35循环中断、OB80时间错误、OB100热重启、OB121编程错误。图3所示为半自动程序块梯形图编程案例。
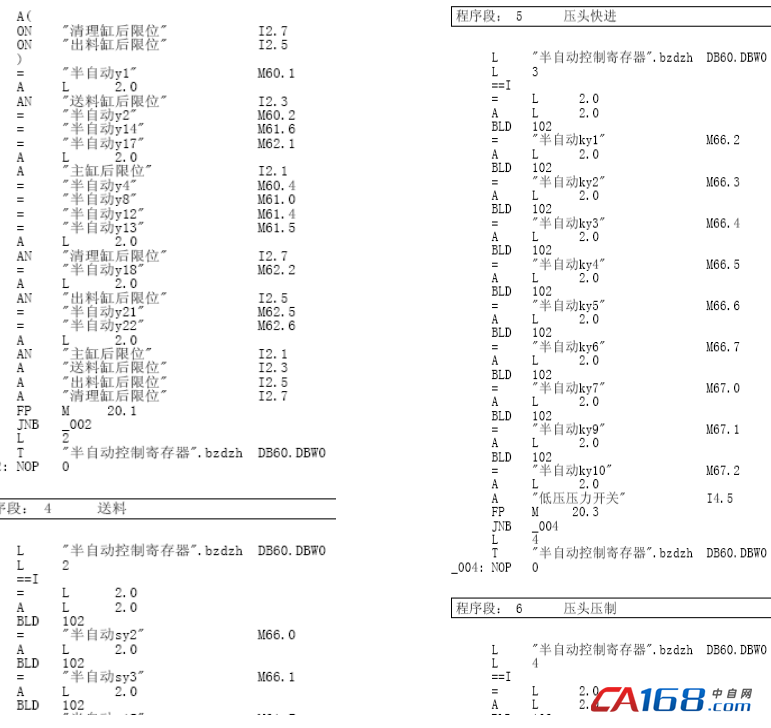
图3 半自动部分程序块
5 结束语
金属压块机形成自动化生产线极大地提高了工业生产效率,改善了工人的劳动条件,节约了工业生产成本。符合工业自动化的发展。该产品开发使用至今,受到了国内外客户的一致好评,该设备在国内外市场前景十分广阔,具有极高的市场推广价值。
参考文献
[1]西门子(中国)有限公司.S7-300 和S7-400 编程手册.
[2]西门子(中国)有限公司.S7-300 模块数据手册.
[3]西门子(中国)有限公司.MP 277(WinCC flexible)操作使用说明.
[4]西门子(中国)有限公司.G120型变频器使用说明书.
作者简介
杨玉杰(1981-) 男 工学学士 电气工程师 研究方向:装备制造工程领域电气自动化专业方向




共0条 [查看全部] 网友评论