


在气雾剂产品生产过程中,目前采用人工码垛,人数高达30人,该工序所需工时最长,是企业提高生产能力的关键,因此设计一套可靠稳定、控制精度高、自动化程度高的码垛控制系统显得尤为重要。本文以ABB工业机器人设计了一套基于ABB机器人的码垛控制系统。该系统在保证产品质量的情况下,它的自动化程度更高、可靠性更强,很大程度上提高了企业的生产能力。
2 系统设计原则
机器人码垛系统是指用一台或多台机器人,配以相应的周边设备,用于完成特定工序作业的独立生产系统。主要由机器人及其控制系统、空栈输送系统、辅助设备以及其他周边设备所构成。
设计原则是:
(1)提高产品的质量,确保产品整齐、无擦伤码垛;
(2)必须满足作业的精度要求和产品质量等级分类要求;
(3)必须满足生产节拍要求,要求机器人反应时间小于900ms;
(4)整体及各组成部分必须全部满足安全规范及标准,各设备及控制系统具有在线故障显示及报警装置;
(5)便于维修护理;
(6)操作系统应简单明了,便于操作和人工干预I操作系统便于联网控制;
(7)码垛系统便于组线,通信线路精简集中;
(8)经济实惠,快速投产。
3 码垛系统的工艺流程
自动供栈和机器人自动化码垛系统如图1所示,机器人码垛平台如果检测到没有栈板,供栈机自动把栈板通过空栈输送机送到供栈平台,码垛机器人收到码垛平台有栈板信号会自动把产品放在栈板上。

4 ABB机器人的I/O分配
机器人I/O分配及其作用如表1所示。
表1 机器人I/O分配及其作用

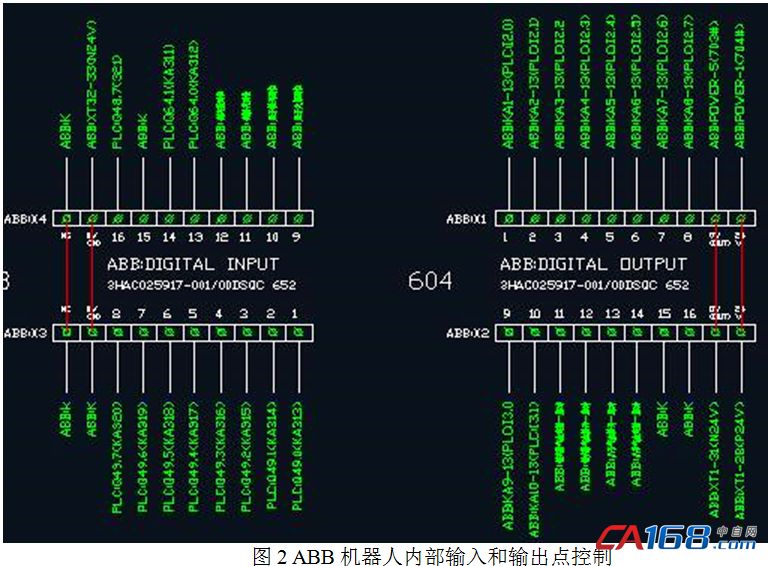
5 ABB机器人内部输入和输出点控制
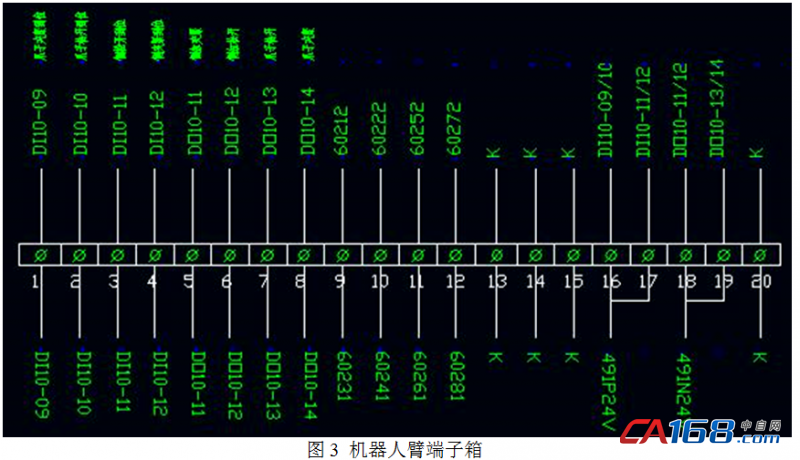
ABB机器人内部输入和输出点控制如图2所示,机器人臂端子箱如图3所示。ABB机器人内部输入和输出点控制点安装在机器人控制箱内,通过机器人臂端子箱来实现对货物的抓取控制。
6 现场实际接线图
现场实际接线图如图4所示。

图4 现场实际接线图
7 零部件清单及结构
零部件清单如表2所示。
|
部位或总成名称 |
零件名称 |
规格/备注 |
单位 |
数量 |
|
供栈机 |
供栈机支架 |
|
台 |
1 |
|
启停控制开关 |
|
个 |
1 |
|
|
电机/减速器 |
0.4kW/1:15 |
个 |
1 |
|
|
传动链条 |
1″ |
个 |
2 |
|
|
传动链轮 |
1″ |
个 |
4 |
|
|
传动轴 |
|
个 |
1 |
|
|
传动轴链条 |
3/4″ |
个 |
1 |
|
|
传动轴链轮 |
3/4″ |
个 |
1 |
|
|
空栈提升平台 |
|
个 |
1 |
|
|
空栈提升平台气缸 |
|
个 |
1 |
|
|
平台导向杆 |
|
个 |
4 |
|
|
控制面板 |
|
个 |
1 |
|
|
光电开关 |
|
个 |
2 |
|
|
光电开关反光镜 |
|
个 |
2 |
|
|
空栈悬托架 |
|
个 |
4 |
|
|
空栈悬托架气缸 |
|
个 |
1 |
|
|
空栈悬托架轴承 |
|
个 |
4 |
|
|
空栈输送平台 |
平台支架 |
|
个 |
1 |
|
导向杆 |
|
个 |
2 |
|
|
电机/减速器 |
0.4kW/1:20 |
个 |
1 |
|
|
传动链条 |
1″ |
个 |
2 |
|
|
传动链轮 |
1″ |
个 |
4 |
|
|
传动轴 |
|
个 |
1 |
|
|
空栈提升平台 |
|
个 |
2 |
|
|
空栈提升平台气缸 |
|
个 |
2 |
|
|
空栈提升平台导向杆 |
|
个 |
8 |
|
|
空栈提升平台滚筒 |
|
个 |
14 |
|
|
空栈提升平台传动链条 |
1/2″ |
个 |
12 |
|
|
空栈提升平台电机减速器 |
0.4kW/1:20 |
个 |
2 |
|
|
空栈提升定位挡板 |
|
个 |
2 |
|
|
空栈提升定位挡板气缸 |
|
个 |
4 |
|
|
空栈提升定位挡板导向杆 |
|
个 |
2 |
|
|
空栈固定定位挡板 |
|
个 |
1 |
|
|
光电开关 |
|
个 |
2 |
|
|
码垛机 |
机械臂 |
|
个 |
1 |
|
底座 |
|
个 |
1 |
|
|
控制柜 |
|
个 |
1 |
|
|
码垛机 |
控制手柄 |
|
个 |
1 |
|
控制面板 |
|
个 |
1 |
|
|
抓手 |
|
个 |
2 |
|
|
夹紧气缸 |
SC50*80-S |
个 |
2 |
|
|
抓手气缸 |
MA 32-75 |
个 |
2 |
|
|
夹板滑道 |
|
个 |
4 |
|
|
滑动夹板 |
|
个 |
1 |
|
|
固定夹板 |
|
个 |
1 |
|
|
码垛平台 |
码垛平台支架 |
|
个 |
2 |
|
滚筒(带链轮) |
|
个 |
42 |
|
|
传动链条 |
3/4″ |
个 |
40 |
|
|
传动链轮 |
3/4″ |
个 |
2 |
|
|
电机/减速器 |
0.75kW/1:30 |
个 |
4 |
|
|
光电开关 |
|
个 |
4 |
|
|
码垛挡板 |
|
个 |
2 |
|
|
码垛挡板气缸 |
|
个 |
2 |
|
|
码垛挡板导向杆 |
|
个 |
2 |
|
|
导向杆 |
|
个 |
4 |
|
|
控制面板 |
|
个 |
1 |
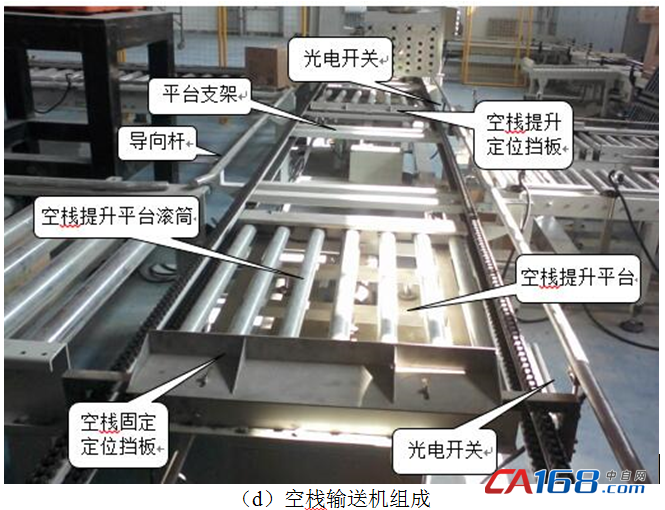
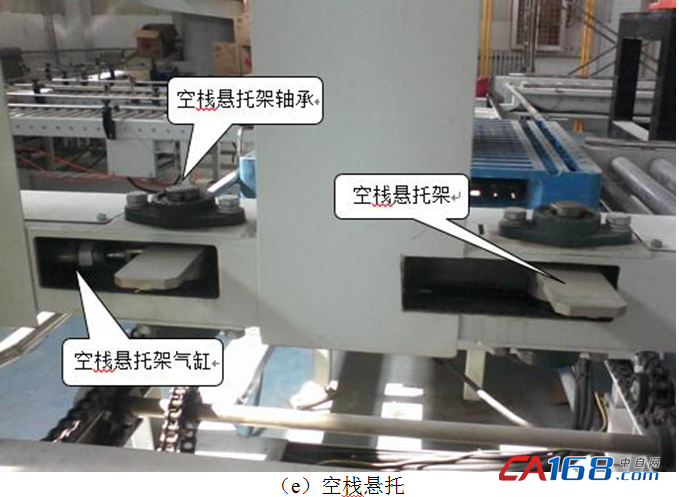
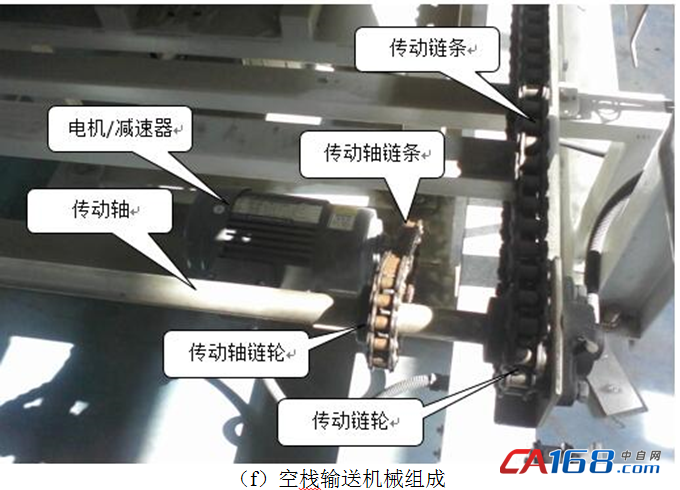
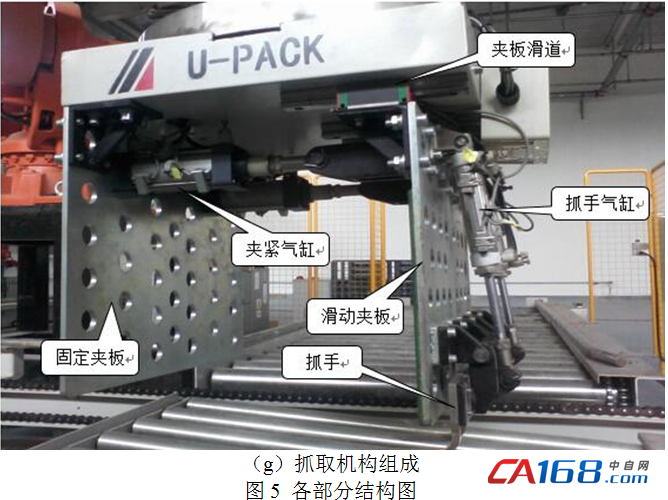
各部分组成图如图5(a)~(g)所示。



8 自动码垛系统维修指导书
自动码垛系统维修指导书如表3所示。
表3 自动码垛系统维修指导书
|
设备部位 |
正常状态描述 |
异常状态或故障现象 |
产生原因及检查 |
排除方法 |
|
传动部位 |
传动链条运转正常、无异响 |
传动链条运转不灵活 |
传动轴轴承润滑不良或损坏 |
加油润滑;如轴承损坏更换轴承。 |
|
传动链条运转有异响 |
润滑不足,链轮磨损严重 |
加适量润滑油,更换链轮。 |
||
|
传动电机运转正常、无异响 |
运转中存在异响 |
传动部位润滑不足,固定部位出现松脱 |
检查异响部位,进行润滑和紧固。 |
|
|
转动卡滞 |
链条被卡住 |
检查链条是否有异物并清除。 |
||
|
供栈机 |
供栈机供栈无异常 |
空栈平台气缸未复位 |
气压不足,空栈平台下有异物 |
检查供气压力,应不低于0.6MPa,检查空栈平台下是否有异物并清除。 |
|
空栈悬托架启停异常 |
空栈悬托架动作缓慢 |
检查空栈悬托架轴承,添加润滑剂或更换轴承。 |
||
|
光电开关异常 |
调整光电开关的位置。 |
|||
|
空栈输送平台 |
空栈提升时无异常 |
空栈提升不到位 |
空栈提升气缸气压不足 |
检查供气压力,应不低于0.6MPa。 |
|
滚筒传动链条不动作 |
光电开关异常 |
检查光电开关,并调整位置。 |
||
|
自动码垛机 |
机械臂按指定程序正常运行 |
机械臂不动作 |
光电开关异常 |
检查光电开关,并调整位置。 |
|
夹板不紧成品箱 |
夹板气缸供气不足 |
检查供气压力,应不低于0.6MPa。 |
||
|
码垛平台 |
按预先设定正常输送 |
码垛完成后栈板不前进 |
光电开关异常 |
调整光电开关的位置。 |
|
码垛挡板不动作或动作异常 |
码垛挡板气缸气压不足 |
调整光电开关的位置。 |
||
|
光电开关异常 |
调整光电开关的位置。 |
9 结语
实践证明ABB工业机器人能很好地完成生产线中产品自动堆垛的作业任务,大大改善了产品质量,避免了产品在人工堆垛过程中的擦伤及表面污渍导致的产品报废,为高质量生产线提供了可靠的质量保证,同时也提高了作业效率和生产效益。这是工业机器人应用的一个成功的范例,可为机器人技术的应用与推广所借鉴。
参考文献(略)




共0条 [查看全部] 网友评论