
国内塑机行业执行的有关安全标准,大多数采用欧洲标准EN或国际标准ISO、IEC,出口产品一般要求通过CE或SPI标准认证。随着国内塑料机械制造水平的提升,注塑机出口增加,对注塑机的安全保护要求已经越来越重要,本文对如何根据相关安全标准做有效的回路设计,使得安全等级符合认证做了探讨,本文所探讨的仅仅是注塑机安全标准的一部分。
关键词:
注塑机、风险评估、性能等级、安全相关功能
Abstract
Most of the safety standards adopted by the domestic plastic industry adopt the European standard EN or the international standard ISO, IEC, and the export products are generally required to pass the CE or SPI standard certification. With the domestic plastics machinery manufacturing developing, injection molding machine exports increased, the injection molding machine safety protection requirements have become increasingly important, this article discussed how to design safety circuit according to the relevant safety standards. This article only discusses on part of the safety standards for injection molding machine.
Key Words:
Plastic injection machine、Risk assessment、Performance Level、SRP/CS
1. 概述
塑料成型制品产品关联度大、综合性强,在国民经济中日益显示出极为重要的作用。塑料机械工业的发展,在一定程度上反映出一个国家和地区的国民经济及技术发展水平。当前注塑机的生产要求不断提高,安全认证已被越来越多的注塑机生产厂商所重视,国外针对注塑机的主要的安全标准有欧洲CE标准及美国SPI标准。随着EN ISO13849-1的发布,机械安全实现了从元器件到系统进行全面性的安全评估,从而有效解决了原有EN954-1标准无法实现定量化判断系统安全性的问题。在此方面,中国是世界塑料机械生产大国、消费大国和出口大国,中国塑机行业也走在了国际先进的道路上。
2. 有关机械安全控制系统的标准
EN ISO 13849-1评估有关安全控制系统或有关安全控制功能的方式并不仅仅是之前EN 954-1中被熟知的控制系统的类别,还有经过概率考量后估算得到的性能等级(PL:a、b、c、d、e)。该标准适用于控制系统使用电气/电子组件和系统以外的其他介质(包括液压、气动等),正确应用时实现的目标是将危险降至可接受水平,或在可预见条件下执行完整安全功能并按规定实现风险减小的能力。

图1所示为性能等级PL和安全完整性等级SIL之间的关系和“转换”。这一关系的基础在于每小时平均危险失效概率,即所谓的PFHD值。
3. 主要安全功能
注塑机的工作原理是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。一般注塑机包括注射装置、合模装置、液压系统和电气控制系统部分。
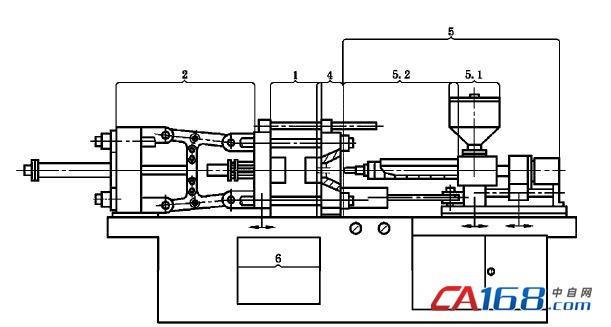
1-模具区域;2-合模机构区域;4-喷嘴区域;5-塑化区域及注射成型机构区域;5.1-机筒加料区域;5.2-加热圈区域;6-制品下落区域
图1 带卧式合模及注射装置的注射成型机(未安装防护装置)示意图
卧式注塑机使用的安全元器件包括合模区域前后门的安全开关、急停按钮和可能存在的喷嘴区域安全开关、顶盖安全开关、模式选择开关和安全地毯等。对于安全功能较少的普通卧式注塑机,安全功能往往限于前后防护门和急停按钮。而顶盖防护门、安全边沿开关、安全地毯和模式开关为可选项,一般用于特殊机型或大型的注塑机械。

图2 注塑机主要安全功能
4. EN ISO13849-1的结构和应用
4.1 所需性能等级
在安全回路设计之前必须对每个安全功能做风险评估,确定所需性能等级(PLr),可以用以下风险图进行确定,也可理解为每个安全功能的性能等级“额定值”。
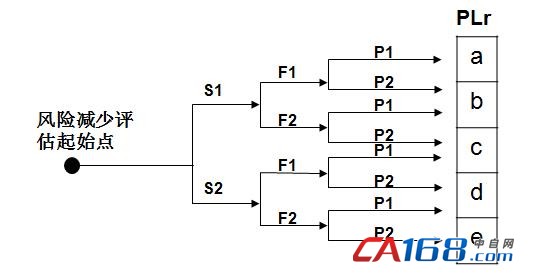
图3 风险图(根据EN ISO 13849-1)
风险评估通过三个参数的简单组合:
(1) S:危险源导致的人员受伤严重程度如何?
S1 轻伤(通常可恢复),例如擦伤、撕裂伤
S2 重伤(通常不可恢复),例如介质、死亡
(2) F:人员处于危险区域的持续时间或频率?
F1 较少或暴露时间短
F2 频繁或暴露时间长
(3) P:是否可以避免危险?
P1 在特定条件下可能:存在预防事故或避免危险的实际可能性
P2 几乎不可能
评估的结果风险从低到高递增,为每个安全功能确定适合于当前风险减小的PL,最终计算回路的PL要大于等于PLr。
4.2 确定基本参数
(1) 类别Cat
安全相关功能(SRP/CS)由传感器系统—逻辑处理—执行元件构成。

图4 SRP/CS
类别是描述发生失效时安全相关功能(SRP/CS)运行情况的基本参数,在EN 954-1的类别基础上做了更精确的描述,一共分为五类:B、1、2、3、4。
类别B的特点在于单通道结构,发生单个故障时可能导致安全功能丢失,仅可实现PL=b的性能等级。
类别1也是单通道结构为特色,以B类为基础,故障也可能导致安全功能丢失,但要求使用经验证的元器件和安全原则,此要求可参考EN ISO 13849-2的附录A至D的相应列表。1类最高可实现PL=c的性能等级。
类别2包含实现安全功能的单通道结构。此外必须实现校验功能,用于以合适的时间间隔校验安全功能的有效性。校验功能的质量是决定因素,必须能够识别故障。而在两次校验之间发生故障则可能导致安全功能丢失。2类最高可实现PL=d的性能等级。
类别3包含实现所需安全功能的双通道结构,有关安全功能的设计必须确保这些部件之一的单一故障不会导致安全功能丢失。即3类所有的有关安全部件设计要冗余,以确保当某通道失效时,可以依然保持安全功能不丢失,但累积的故障可能导致安全功能丢失。3类最高可实现PL=e的性能等级。
类别4也包含实现所需安全功能的双通道结构,而与类别3不同的是能及时检测故障,未检故障的累积不会导致安全功能的丢失。4类最高可实现Ple的性能等级。
(2) MTTFd
表示元器件平均危险失效时间,划分为三个区间:
低:3年 ≤MTTFd ≤10年
中:10年≤MTTFd ≤30年
高:30年≤MTTFd ≤100年
而对于气动、机械元器件,平均危险失效时间很大程度上取决于开关次数,因为开关次数与元器件的机械磨损直接相关,B10d是其参考的值,它表示生命周期检查过程中10%元器件发生危险失效时总的开关次数。B10d可以通过计算得到MTTFd值。
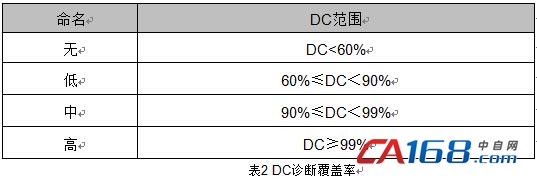
(3) 诊断覆盖率DC
诊断覆盖率DC是安全功能诊断效率(故障检测)的衡量标准,通过检查安全功能的相关元件失效或元件缺陷。可以从已检出的危险失效的失效率与总危险失效的失效率之比计算DC,DC分为4档。
(4) 共因失效(CCF)
单个失效不会导致冗余系统的两个通道同时失效。对于类别2、3、4都需要借助标准EN ISO 134901的附录表F.1对已采取或即将采取的措施进行评估,目标值为65%或以上即能符合。
4.3 计算性能等级
根据以上所得的Cat、MTTFd、DC、CCF等参数的值结合图表可以得到相应的性能等级PL。
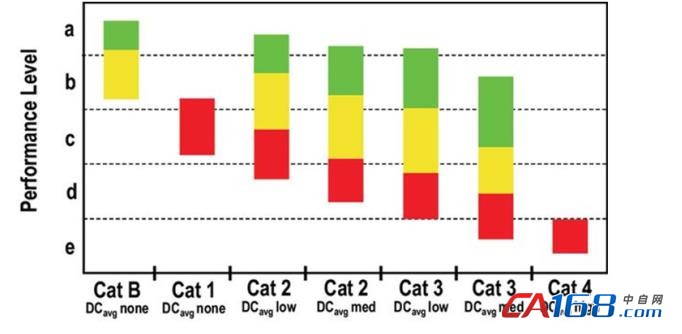
图5 通过参数计算性能等级PL
5. 执行验证
合模区是最危险的区域,以合模区为例。合模机构区域中,模板驱动装置的运动可能对操作和维护人员造成挤压和剪切的危险,如果模具区域的防护装置被打开,人体将可以进入开模时模板后方区域,可能造成挤压的危险,抽芯和顶出机构的运动也可能造成相同的危险。这些危险被认为是不可恢复的伤害,且很难避免。
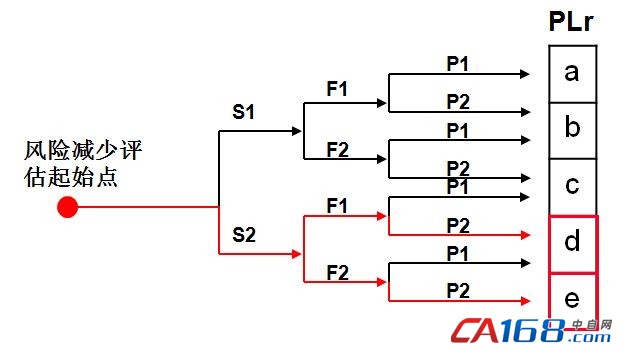
图6 合模区域风险图
所以根据风险图可知,该区域的所需性能等级PLr要求达到PLr=d或PLr=e(取决于开门的频繁程度)。所以,必须采可靠地安全设计对合模区安全防护装置(前门和后门)进行监控。
对合模区域安全相关部分,前后安全门解决方案采用了Pilz传感器PSEN mag系列非接触式磁性开关,该开关为双通道结构,2N/C, 1N/O触点类型,感应距离10mm,最高可达到PLe性能等级,另外防护等级高达IP67,且可有LED灯状态显示。有小型或紧凑型设计,安装灵活。该安全门可以达到Cat 3或Cat 4结构。

图7 非接触式磁性安全开关
针对中大型注塑机,逻辑处理部分使用Pilz模块化可编程控制器PNOZmulti系列来完成相应安全功能,所有的安全功能直接接入PNOZmulti,共有20个安全输入,通过简单编程可以自由配置逻辑执行相应的安全动作,4个安全晶体管输出最高可达到PLe(Cat 4)性能等级,安全输出信号给到扩展安全继电器来控制液压阀或电机主接触器的切断。
图8 PNOZ multi 2可编程控制器
通过得到所需元器件的安全基本参数后,根据设计的电气回路,利用Pilz的安全计算软件PAScal可以方便快捷地计算相应SRP/CS的性能等级。
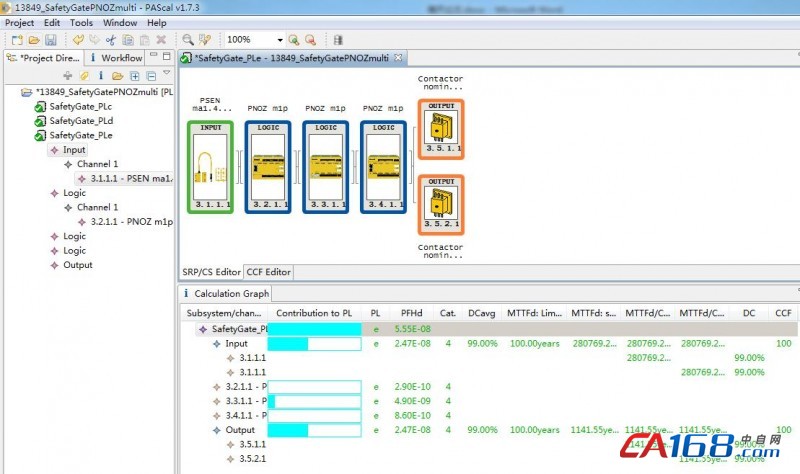
图9 安全等级计算软件
6. 展望
随着行业发展,安全标准将不断更新,使用的安全元器件也必须与时俱进。如前门可使用编码型非接触式安全开关,Pilz带有50N保持力的PSEN cs6.11开关或1000N锁定力的安全门系统PSEN sl1.0都达到了PLe的性能等级,其三种编码方式能适应工厂不同的应用要求,将有良好的使用前景。
作者
孙产刚(1979-),男,电气工程师 现就职于海天集团
王祝挺(1988-),男,电气工程师 现就职于海天集团
徐儒侠(1985-),男,电气工程师 现就职于海天集团
许祺琦(1988-),男,应用工程师 现就职于皮尔磁中国
参考文献:
[1] GB 22530-2008.橡胶塑料注射成型机安全要求[H].北京:中国标准出版社,2008:
[2] Safety of machinery – Safety-related parts of control systems – Part 1: General principles for design (ISO 13849-1:2006)




共0条 [查看全部] 网友评论