


关键词:永宏PLC 园林机械 磨齿机
Abstract: This article mainly expounds the FATEK PLC application in saw blade grinding tooth machine, this equipment is mainly suitable for grinding long blade garden machinery ; Through the field debugging repeatedly, the equipment work precision can reach ± 5 um, production efficiency can be up to 100K per hour.
Key words: FATEK PLC Garden Machinery Gear grinding Machine
【中图分类号】TG61+6【文献标识码】B 文章编号1606-5123(2017)05-0000-00
1 引言
自动锯片磨齿机在锯片行业中应用的十分普遍,是锯片生产制造关键性的环节,直接影响着锯齿的精度和产品品质的优良。该设备是集自动送料和磨削的锯片磨齿设备,专用于锯片生产过程中的磨齿操作。本文主要阐述的是永宏PLC在自动锯片磨齿机上的应用;通过现场反复调试,该设备的工作精度可达到±5um,生产效率可达到100K每小时。
2 客户需求
2.1 行业介绍
中国锯业在近十年来快速走向世界是无可争议的事实,主要因素:(1)中国具有廉价的劳动力及廉价的商品市场;(2)中国电动工具近十年来飞速发展;(3)中国改革开放二十多年来,各行业发展如家具、铝型材制品、建材、塑料、电子等工业同步走在世界前列。
2.2 方案背景
横溪五金机械是一家专业生产和研发园林机械的企业,该公司的产品主要有绿篱机、修枝机、修剪机等。设备广泛应用园林绿化、园林建设、园林养护等行业。
2.3 客户需求
自动磨齿机具有以下几点要求:
(1)系统应包括手动、自动两套完全独立的控制程序;
(2)采用文本输入工艺参数,显示设备的流程状态;
(3)自动工艺可在文本中随意设置,不固定动作流程;
(4)XY两周定位精准,定位速度快。
3 系统设计方案
自动锯片磨齿机(以下全文简称磨齿机)主要用于锯片的刃磨;主要包括步进系统、气动系统和电气系统等几个部分。磨齿机设计参数&实物图参见表1所示。
表1 磨齿机设计参数&实物图片
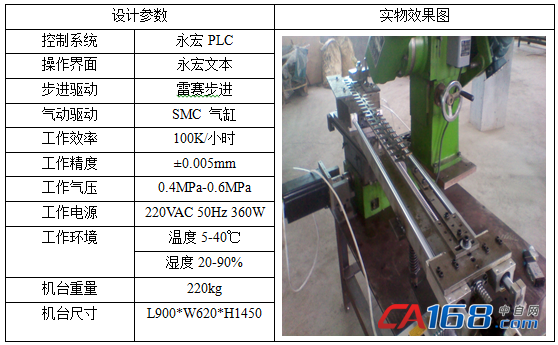
基于表1各项技术指标,磨齿机系统架构如图1所示。方案控制系统采用永宏FBs系列PLC控制器,主要控制整体设备的动作流程;步进系统采用雷塞步进驱动器,主要控制XY轴定点定位;气动系统采用SMC气缸,主要控制锯片的夹紧;上位机采用永宏FD201系列文本,提供自动操作、手动调试和配方参数等界面,用户可根据自身需求进行各项操作和参数设置。
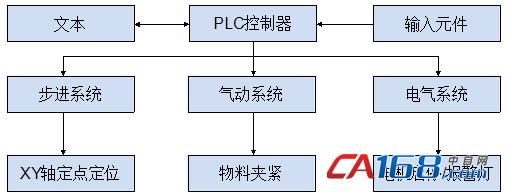
图1 磨齿机系统架构图
4 系统硬件设计
4.1 硬件配置
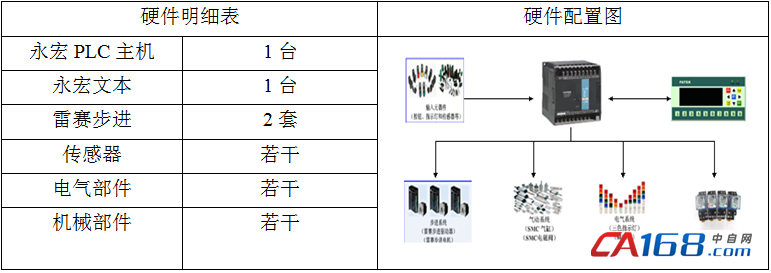
磨齿机的系统硬件由永宏FBs-20MAT2-AC控制器、永宏FD201文本、雷赛步进驱动器/雷赛步进电机和外围输入输出线路(包括按钮、指示灯等)组成。磨齿机系统硬件清单&硬件配置原理架构如表2所示。
表2 磨齿机硬件明细表&原理架构
4.2 机械结构
磨齿机的机械结构主要分为送料机构、磨削机构两个部分;送料机构主要功能是将锯片送至磨削位置,磨削机构主要功能是将锯齿磨削。磨齿机整体结构解析如图2所示。

图2 磨齿机整体结构解析图
4.3 电气控制
磨齿机的电气控制采用永宏PLC作为设备核心控制单元,实现对步进和气动元件等执行单元的控制。磨齿机PLC接线原理如图3所示,PLC电气控制柜接线如图4所示。

图3 电气控制原理图
图4 PLC电气控制柜接线图
5 系统软件设计
5.1 控制流程
磨齿机的控制流程主要分为物料夹紧、送料控制和磨削控制共三部分;物料夹紧主要控制气缸在送料时松开,磨削时夹紧,送料控制流程主要控制Y轴定点定位每个齿的位置,磨削控制主要控制X轴定点定位磨削长度。送料控制流程和磨削控制流程不是相互独立的,而是相互关联的;送料控制流程中的完成信号是触发磨削控制流程中控制的条件,磨削控制流程中的完成信号又是触发送料控制流程中控制的条件。磨齿机控制流程如图5所示。
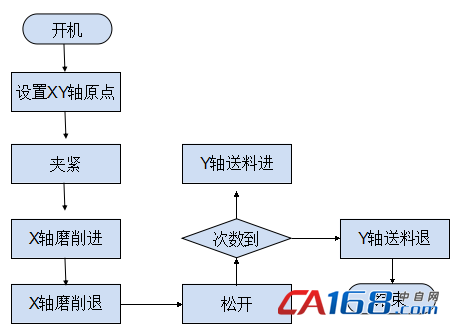
图5 磨齿机控制流程图
5.2 I/O点配置
根据磨齿机控制流程要求,进行了永宏PLC程序I/O点配置;永宏PLC输入\输出点配置如表3所示。
表3 PLC输入\输出点配置表
|
主站PLC输入配置 |
从站PLC输入配置 |
||
|
编号 |
批注 |
编号 |
批注 |
|
X0 |
自动启动 |
Y0 |
进刀脉冲 |
|
X1 |
停止 |
Y1 |
进刀方向 |
|
X2 |
电机启动 |
Y2 |
送料脉冲 |
|
X3 |
急停 |
Y3 |
送料方向 |
|
… |
… |
… |
… |
5.3 指令参数设置
永宏PLC脉冲输出的参数设置有专门的参数设置指令(FUN141);永宏FUN141指令的参数设置方式采用表格的形式进行参数编辑;并且程序编辑简单,只需要编辑一步永宏FUN141指令即可,并结合永宏触摸屏中的【系统参数】界面一起使用;从而让客户能够更加快速、便捷和直观的进行程序编辑及参数设置。永宏PLC设置参数如表4所示,永宏PLC设置参数程序如图6所示。
表4 永宏PLC设置参数表
|
永宏PLC参数设置 |
|||
|
名称 |
数值 |
名称 |
数值 |
|
每圈脉冲数 |
4000ps/r |
一般加速速度 |
120ms |
|
每圈移动量 |
|
一般减速速度 |
150ms |
|
最高速度设定 |
200KHz |
补间加减速度 |
200ms |
|
起始结束设定 |
141Hz |
软行程极限 |
|
|
… |
… |
… |
… |
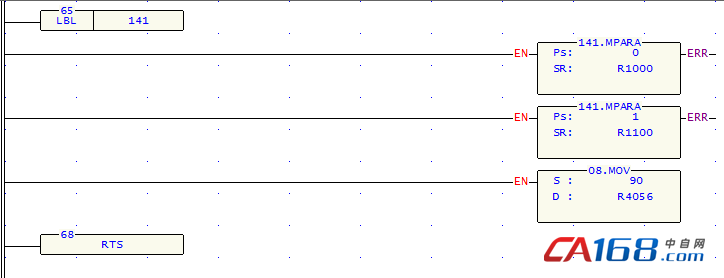

图6永宏PLC设置参数程序
6 永红PLC特殊指令应用技术
6.1 脉冲输出控制
永宏PLC脉冲输出控制有专门的命令设置指令(FUN140);永宏FUN140指令的命令设置方式同样是采用表格的形式进行命令编辑,每一个定位点称为一步(含输出频率、工作行程、转移条件),一个FUN140指令最多可编250步定位点;并且程序编辑简单,只需要一个永宏FUN140指令即可完成相对定位、绝对定位、多段速定位和回原点定位等脉冲输出定位,从而让客户能够更好的使用永宏FUN140指令来实现脉冲输出定位功能。永宏PLC脉冲输出控制程序如图7所示;永宏PLC脉冲输出控制设置表格如图8所示。
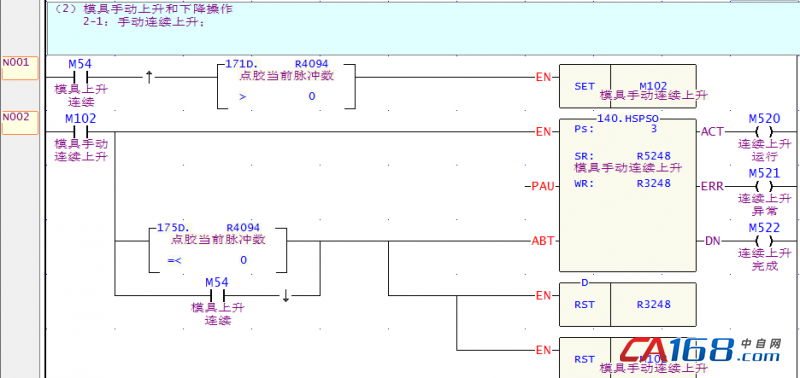
图7 脉冲输出控制程序

图8 脉冲输出控制表格
6.2 配方数据读写
配方数据的读写可以通过永宏PLC专用指令(FUN160)来完成,永宏FUN160指令是专门用于系统内部档案缓存器F(F0-F8191)读写功能所用,并结合永宏触摸屏【配方参数】界面进行操作,从而可以让客户更便捷的进行配方参数的存储及读取。永宏PLC配方参数程序如图9所示;永宏触摸屏配方参数界面如图10所示。
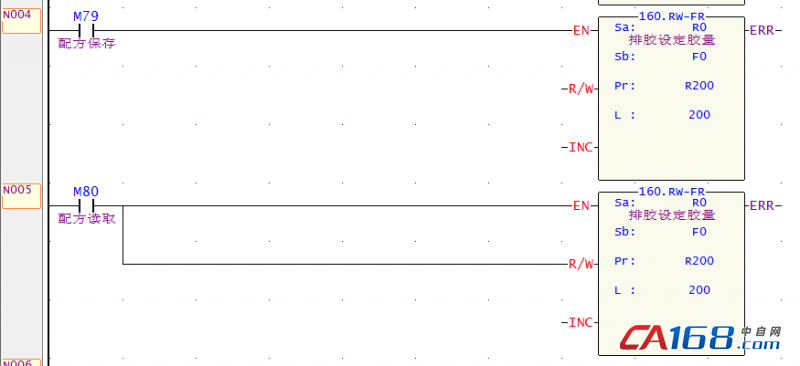
图9 配方参数控制程序
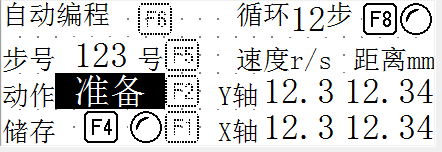
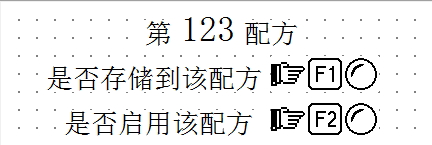
图10 配方参数控制界面
7 结束语
通过现场调试,结合了PLC控制的磨齿机,可在文本界面自己进行编写动作流程,实现了多个工艺参数的设置调整的技术方案,大大简化了机器的操作界面板设计,降低了硬件成本,同时还满足了不同材料的多产品、多工艺的适应性需求,较以往的磨齿机工作效率提高了3-5倍,产品质量及整机的柔性和稳定性也得到了保证,高性价比的永宏PLC在磨齿机上得到了很好的应用。
参考文献
[1]台湾永宏电机股份有限公司.永宏可编程控制器使用手册I和使用手册II[Z].
[2]台湾永宏电机股份有限公司.永宏PLC编程软件使用手册[Z].




共0条 [查看全部] 网友评论