



摘 要:为了降低注塑模具的返厂率,提高模具的生产质量,利用Pro/E中的塑料顾问(Plastic Advisor)进行注塑模具的工艺分析,对注塑的注塑流道、浇口位置、冷却水道、缩痕进行全面分析,然后进行优化,以此提高模具的质量,缩短生产周期,降低生产成本。
关键词:注塑模具 Pro/E 塑料顾问 模具优化
Abstract: In order to reduce the rate of return to factory of injection mold, improve the mold quality, the use of Pro/E (Plastic Advisor) consultant plastic process analysis of injection mold, injection molding of the injection channel, gate position, cooling and shrinkage were analyzed, then the optimization, in order to improve the mold quality, shorten the production cycle to reduce the production cost.
Key words: Injection mold Pro/E Plastic consultant Mold optimization
【中图分类号】TP271【文献标识码】A 文章编号1606-5123(2017)05-0000-00
1 引言
传统的注塑工艺主要依靠设计者的经验,不能保证模具的质量,因此需要进行反复修改才能达到要求,费时费力。随着CAM/CAD/CAE的发展,模具工业得到了较快的发展。本文利用Pro/E中的塑料顾问分析电插座上盖的注塑,以此帮助改进注塑模具中所存在的问题。
Pro/E是美国参数技术公司(Parametric Technology Corporation,简称PTC)的计算机辅助制造软件,在三维造型软件领域中占有着重要地位。Pro/E作为当今世界机械CAD/CAE/CAM领域的新标准而得到业界的认可和推广,是主流的模具和产品设计三维CAD/CAM软件之一。
2 注塑品的工艺分析
2.1 塑料顾问
塑料顾问(Plastic Advisor)是Pro/E中的一个CAE(计算机辅助分析)程序,主要是用来分析注塑材料在注塑过程中的流动状态和温度的分布等,可以使用户直观的看到熔接痕、热缩性及气泡的位置,及时了解产品各部位的温度、压力的变化。在塑料顾问中,用户可以根据需要选择注塑材料,改变注塑参数。
2.2 注塑工艺分析
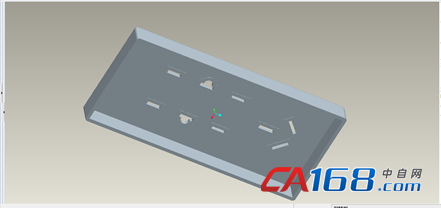
图1 电插座上盖模型
从图1可以看出,电插座上盖有四个插孔,边缘有圆角。该产品要求硬度高,外部质量好。因为为批量生产,故采用一模四腔的生产方法。电插座外壳采用材料为ABS,其硬度高,流动性好,易于成型。
考虑到型腔安排,减少热能与压力丧失,故采用短的流程。同时保证排气顺畅,保证外部质量,避免嵌件位移和型芯变形,故采用侧浇口进料。采用图2所示的浇注流道。
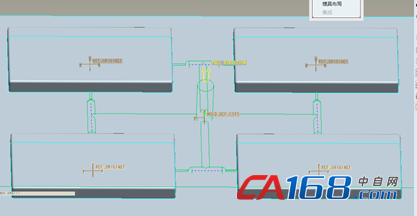
图2 浇注流道
3 基于Plastic Advisor的注塑流动分析
在Pro/E中,选择“Application”(应用程序)命令,再选择“Plastic Advisor”(塑料顾问)项目,进入塑料顾问的操作界面[1]。打开“Parameters”(成型参数)对话框。选择“Select Material”(选择材料)选项卡,在“Commonly Used Materials”(常用材料)一栏中选择“ABS/PC Generic Estimates: CMOLD Generic Estimates”(ABS/PC材料)[2]。
3.1 浇口位置分析
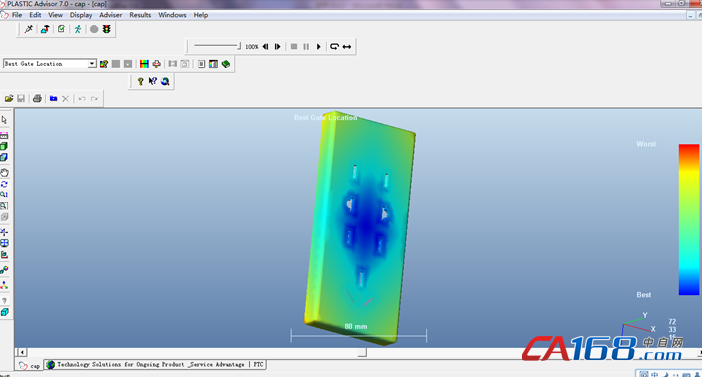
在Plastic Advisor(塑料顾问)中,打开“Analysis Selection”(分析选择)对话框,并选择“Select an analysis aim”(选择分析目标)菜单中的“Gate Location Analysis”(浇口位置分析)项目,单击“Start”(开始)按钮,塑料顾问开始对模具进行注塑的分析、计算。分析结果用色谱图反映出来[3],见图3所示。
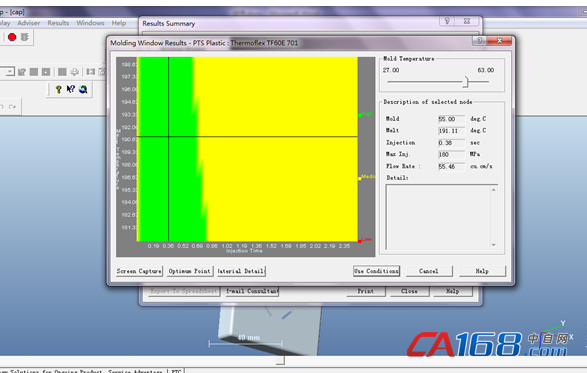
图3 流动变化分布情况
分析结束后,系统返回塑料顾问操作界面,如图4所示:浇口最佳位置在制件中心深蓝色部位,由于本设计是一模四腔,造成模具结构复杂,所以采用在制件侧边较好位置(浅蓝色部位处)采用侧浇口成型制作。
3.2 塑料流动性的分析
在“Analysis Selection”(分析选择)窗口中选“Plastic Flow Analysis”(塑料流动分析)项目,塑料顾问软件开始对模型进行自动填充,绿色表示流动性最好即填充状况较好,黄色次之,红色较差。通过分析得到的图像可查看模流的迟滞、竟流效应和潜流现象,检测失衡流动及过保压,并提供相应解决方案[1]。如图5所示,从“Confidence of Fill”(填充状况)检查结果可以看到工件颜色全部呈现绿色,说明填充状况良好。
3.3 冷却质量的分析
分析完成后,系统弹出“Result Summary”(结果预览)窗口,窗口显示的是注塑时的变化情况,如图6所示。
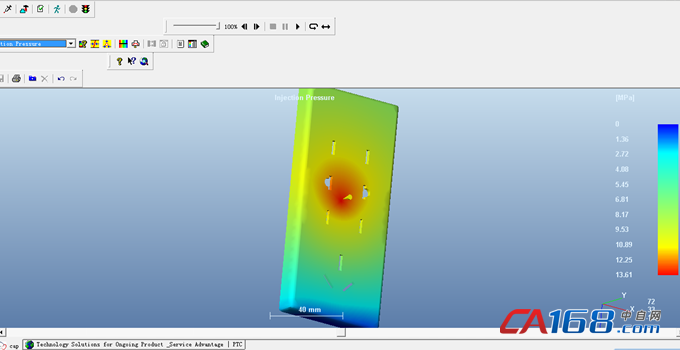
图6 冷却变换
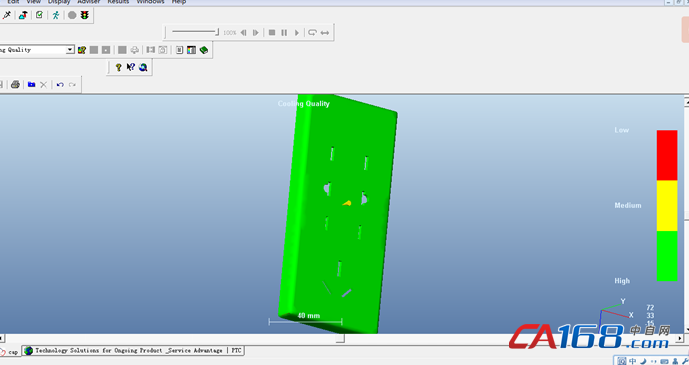
在塑料顾问操作界面上的结果类型列表框中选取“Cooling Quality”(冷却质量)选项,系统在零件上以不同的颜色表示各部分的冷却质量,冷却质量是注塑件在注塑过程中可能出现的质量问题,分析结果如图7所示。
图7 冷却质量分析
综上所述,发现在工件边缘及浇口位置冷却效果很差,上盖中间部分的冷却效果不错,我们在之后的工作中需要注意边缘及浇口位置的冷却。
3.4 缩痕分析
缩痕分析是对注塑件在冷却过程中的收缩进行分析,模拟可能出现的收缩问题。在塑料顾问操作界面上的结果类型列表框中选取“Sink Mark Shade”选项,系统在零件上以着色显示各部分的缩痕,如图8所示。
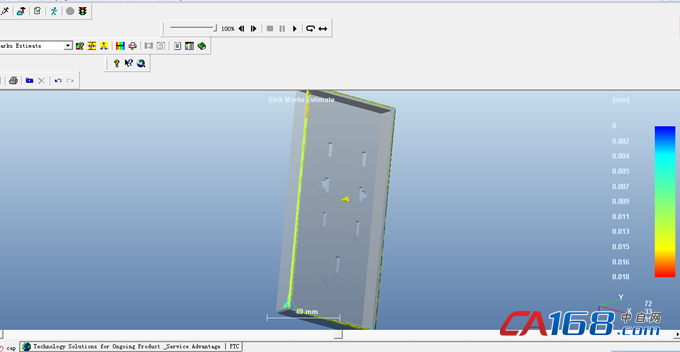
图8 缩痕分析状况
如图8所示,在电插座边缘及浇口位置有轻微蓝色带,形成了细微缩痕,但由于十分轻微,所以对工件成型没有影响。
4 开模仿真
通过 Pro/E 的开模命令(mold opening)对模具进行分模,可以检查模具在开模时是否有干涉现象。对该塑料制品进行分模,可以看出该制品无干涉现象,如图9所示。
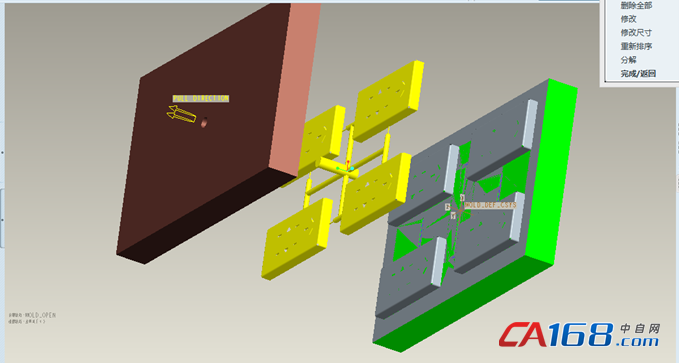
图9 电插座上盖开模
5 结束语
利用Pro/E软件中的塑料顾问模块,可以对产品的注塑工艺进行分析,可以合理的选择注塑模具的浇口位置,选定产品所使用的材料,并设定注塑的初始参数,塑料顾问可以得出合理的成型参数;模拟注塑的充模,判断是否填充合理;计算注塑的温度变化、压力变化、冷却时间,预测由于冷却速度不同而产生缺陷(收缩、熔接痕和气泡)的位置和数量等[4]。利用塑料顾问分析得出的参数和模拟结果,进行模具生产前的改进,这样可加快模具生产速度,降低成本,提高产品质量。
参考文献
[1]董海东.基于Pro_E塑料顾问的手机前盖注塑成型工艺分析[J].塑料科技,2010,38(9):58-61.
[2]贾长明,张广兴.基于Pro/E的快餐碗热流道模具设计[J].天津理工大学学报,2010,26(2):77-79.
[3]余强,陆裴.Pro/e模具设计基础教程[M].北京:清华大学出版社,2005.
[4]方军,李兵,龚燕萍,魏斯亮.基于Pro/E塑料顾问分析的塑料盒盖注射模具设计[M].华东交通大学学报,2013,30(1):87-90.
作者简介
侯磊 (1992-) 男 硕士研究生在读 研究方向:机电液控制与自动化






共0条 [查看全部] 网友评论