


摘 要:本文介绍了永宏PLC在数控送料机上的应用。永宏B1(z)系列PLC强大的NC定位和直线插补功能,及永宏HU人机界面稳定的性能、PLC便捷的编程指令在此设备系统上得以体现。
关键词:FBs系列PLC NC定位 直线插补
Abstract: This paper introduces the yonghong PLC application in nc feeder.Yonghong B1(z) series PLC powerful NC positioning and linear interpolation, and HU, man-machine interface and stable performance, convenient PLC programming instruction on the equipment system.
Key words: FBs series
【中图分类号】TG519.1 【文献标识码】B 文章编号1606-5123(2017)06-0000-00
1 引言
1.1 行业介绍
数控送料机是适应板材或卷料自动送料的辅助设备,是通过数字控制来保证送料精度。可辅助冲床、车床等机床自动生产,解决了人工送料的费力、费时、安全、效率等难题。
冲床数控送料机,是机电一体化的自动化设备,是能与普通冲床、深喉冲床或龙门冲床配套的专用辅机,广泛适用于筛网、制罐、机械、电器、仪表、五金等行业的冲压加工。
1.2 客户需求
对于一套冲床数控送料机,根据工件长度与宽度不同,需要满足不同材料的打孔方式。目前国内很多企业依然选择人工上下料、人工移动料打孔等,此方法控制精度低,板材浪费严重;为了改善这种重体力的劳动、降低生产成本;研发此设备使上下料、定长移动、翻转等动作实现全部智能化,从而实现快捷生产,无人工干预的自动送料系统。
1.3 解决方案
为了满足客户的系统要求,我们选用了永宏B1系列简易类型主机1台,以达到控制2台伺服电机的要求,人机界面选用了永宏HU系列7寸触摸屏。
1.4 方案背景
永宏B1系列PLC以自行研发的SOC系统单晶片为核心,速度更快,功能及可靠性更佳。B1简易型主机可拓展开关量80点(40DI/40DO),单台主机可控制3台伺服电机频率可达50KHz,通讯口可扩展至3个(接口形式有RS232/RS485/Ethernet)通讯频率可达921.6Kpbs。该主机NC定位速度快、并可进行多台PLC高速联机,最大限度的满足了工艺要求。基于永宏PLC的冲床数控送料机实体图片参见图1所示。

图1 冲床数控送料机整体图
2 硬件配置
设备的控制系统采用永宏B1-24MT2-AC 一台、2台伺服电机,人机界面采用了永宏HU系列7寸触摸。硬件配置架构参见图2所示。

图2 硬件配置图
3 工艺解析与电控原理
3.1 工作原理简述
冲床数控送料系统工作原理:将被加工板料放置在送料机的工作台面上,通过回零基准定位、板料夹持、冲床启动,使板料自动运行,将板料送到冲床的滑块模具下,实现冲床自动冲压,达到产品生产线上的工艺目标。
3.2 工艺功能与PLC电控原理
冲床数控送料系统里主要功能参见图3所示。PLC接线原理参见图4所示。
(1)两轴联动,独立两维坐标运动的数字控制。
(2)伺服电机控制的精密丝杠的传动和锁紧。
(3)可同时进行手动快、慢速移动和增量移动。
(4)绝对坐标和相对坐标混合编程。
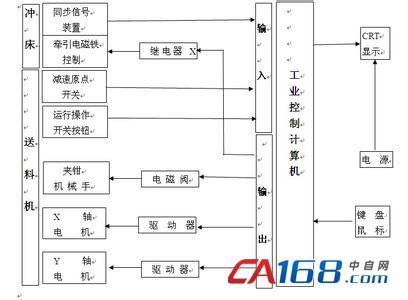
图3 控制工艺简图
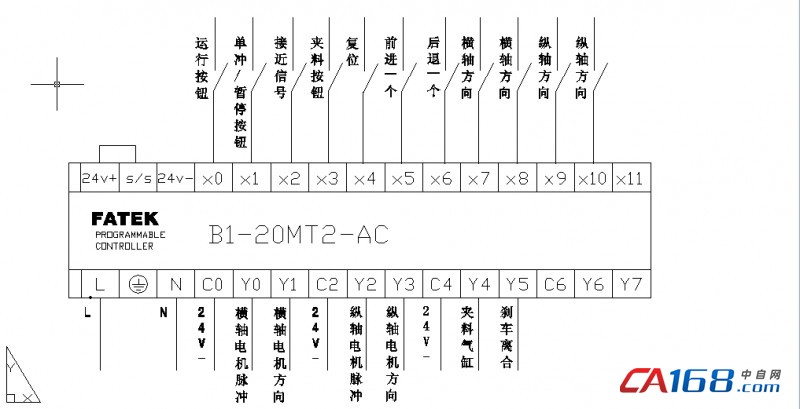
图4 PLC接线原理图
4 软件设计
4.1 永宏NC定位处理
在冲床数控送料系统中,使用2台伺服驱动系统,驱动平台的XY轴;永宏集NC定位控制为一体的4轴定位控制;专用NC定位语言,配合伺服命令表格输出,编程及其便利;完善的伺服参数调整,轻易、便捷的达成系统的控制要求。永宏NC伺服定位表格参见图5所示。
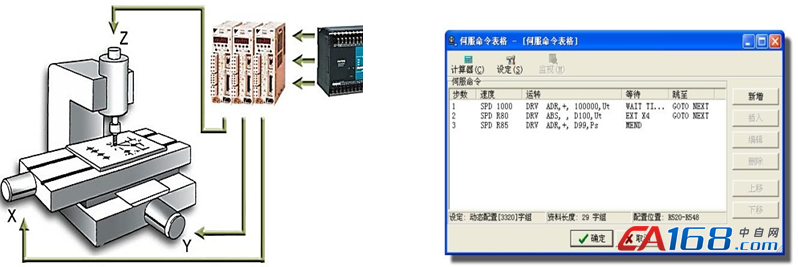
图5 永宏NC伺服定位表格
4.2 永宏 多轴直线插补
FUN147(MHSPO)直线补间定位指令最多可同时作四轴直线补间,或两组独立的二轴直线补间运动。将定位程序存在缓存器最大好处是,如果结合人机作机台操控设定,则可将定位程序存入人机,更换模具时,可直接由人机操作存取该副模具的定位程序。永宏 多轴直线插补指令应用原理与插补曲线参见图6所示。
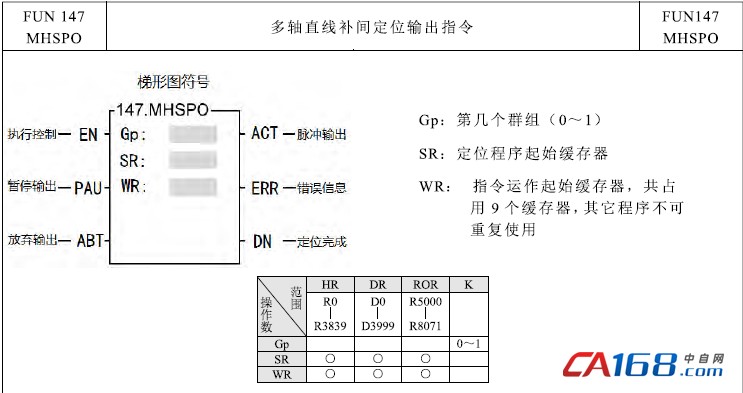
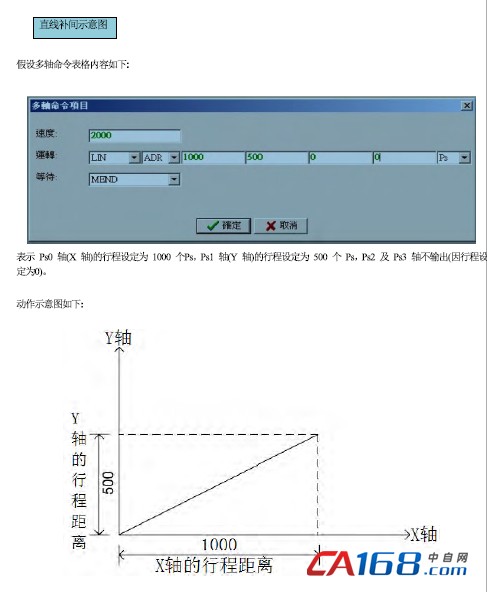
图6 永宏多轴直线插补曲线
4.3 永宏 HU人机界面
冲孔数控送料机人机界面分为自动界面(图7)、手动调试界面(图8)、手动参数设定界面(图9)。

图7 冲床自动控制界面

图8 冲床手动控制界面
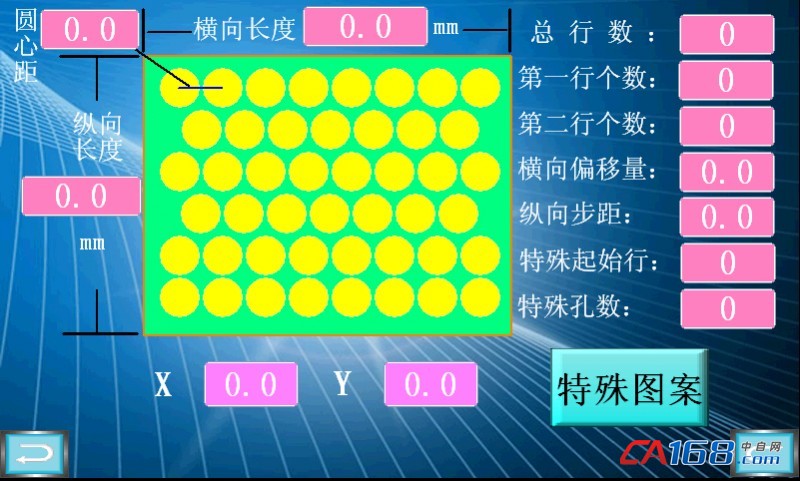
图9 冲床手动参数设定界面
5 研发评估
5.1 永宏PLC技术优势评估
冲床数控送料系统通过永宏B1系列简易型功能主机通过直线插补控制配合伺服驱动系统实现整个流程的自动上下料、定长移动、自动偏移等动作,从而实现快捷生产,无人工干预的控制系统,可靠地控制系统保证了设备运行的稳定、快速,在设备高速运行时依然能够保证定位的准确性。通过此案例,展现出永宏B1系列PLC在伺服定位控制及直线插补控制方面优越的性能。 丝杠传送平台与主要驱动丝杠分别参见图10、图11所示。

图10 丝杠传送平台
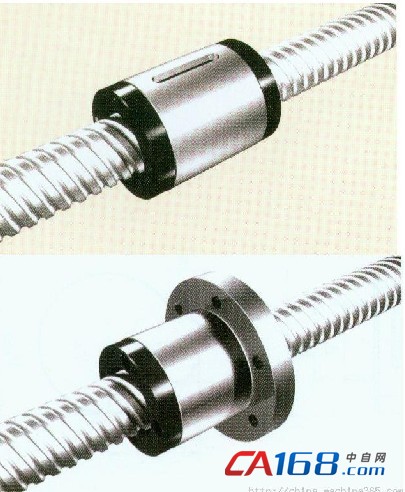
图11 主要驱动丝杠
5.2 行业应用
冲床自动送料机广泛应用在塑料、筛网、制盖、制罐生产线、公共设施、体育器材、仪表、电控柜板、电机、电器、制锁、五金、太阳能热水器、电池铁板、建筑装饰板、汽车自行车配件、医疗器械、金属家具、造纸机械、消声板、LED灯具、厨房设备等冷冲压加工行业。数控送料机工作平台参见图12所示。

图12 数控送料机工作平台
6 结束语
永宏 B1系列简易型主机性能卓越、可靠稳定、操作简便的特点在此案例中得到深刻的体会。永宏NC定位控制为一体的4轴定位控制,以及便捷的直线插补功能深得客户的好评;WinProladder编程软件人性化的编辑、监视、除错功能,更容易被使用者所接受,提高了项目开发的效率。
参考文献
[1] 范堤商贸(上海)有限公司. 永宏可编程控制器使用手册I【硬件篇&指令篇】. 2010.
[2] 范堤商贸(上海)有限公司. 永宏可编程控制器使用手册II【进阶应用篇】. 2010.
[3] 永宏电机股份有限公司. 泛用交流伺服驱动器简易手册. 2012.




共0条 [查看全部] 网友评论