


摘 要:在分析印花机机电一体化工艺需求的基础上,研讨基于台湾永宏FBs系列PLC的自动化工艺实现技术。对于电机伺服和主从联机通讯给出特殊编程指令深度应用设计。
关键词:椭圆印花机 FBs系列PLC 伺服 通讯
Abstract: Based on the analysis of the demand of the electromechanical integration process of the printing machine, the technology of automation technology based on Taiwan Yonghong FBs series PLC is discussed. For the motor servo and master-slave online communication given the special programming instruction depth application design.
Key words: Oval printing machine FBs series PLC Servo communication
【中图分类号】TH-39 【文献标识码】B 文章编号1606-5123(2017)06-0000-00
1 引言
1.1 行业介绍
21世纪初,国内一些印花企业开始生产椭圆印花机,以满足日渐增长的印花市场需求。短短七八年时间之内,很多企业进入椭圆印花机市场,市场分层日趋明显,传统印花市场形成了超强竞争的环境。在这样的背景下,一批企业凭借自身的专业性脱颖而出,如如皋天元、无锡冠伍、苏州宜晖等,在受到了业界好评的同时,其品牌也越来越受到业界认可与追捧。纵观这些企业的发展历史,不难发现其具有一个共同的特点,那就是在最开始进入椭圆印花机市场之时,从解决机械定位装置问题着手,保证提高设备使用者生产效率,使它们赢得了第一批客户。
1.2 客户要求
(1)设置多级密码权限和使用期限。
(2)合理组织各类参数,提供简单的参数输入人机接口。对动作异常的检查,并能及时提示故障,方便问题的寻找。
(3)其它功能如保存和加载各种参数。
1.3 解决方案
椭圆印花机的控制由永宏PLC完成,通过PLC的输出点来控制电磁阀来控制气动阀,间接的控制机械动作,驱动执行机构的动作,高速脉冲输出控制伺服驱动器动作。主从站之间采用高速联机来实现控制;
1.4 永宏解决方案技术优势
(1)永宏PLC便利的梯形图编程指令,大大提高了编程效率,增强了程序的可读性,深受广大中小型PLC用户的青睐。
(2)永宏PLC有,最高频率可达920kHZ,永宏PLC单机最多可有4组硬件高速计数及4组软件计数器。
(3)永宏PLC有专用的NC定位语言,支持多轴同动和直线插补。定位指令使用方便,可以通过填表的方式来控制。
(4)永宏PLC有强大的通讯功能,最高通讯速率可达921.6kHZ,支持MODBUS,自由口协议等常用通讯协议,任意配置常用的RS-232和RS-485通讯拓展口。
2 控制系统设计
2.1硬件配置及工艺
(1)主机型号:FBS-24MAT2-AC,FBs-CB5。
(2)从机型号:B1-32MR25-DC。
(3)触摸屏选用FE-100ST-T61RW。
(4)其他周边包括电磁阀、光电开关、伺服电机等。
2.2 系统架构设计
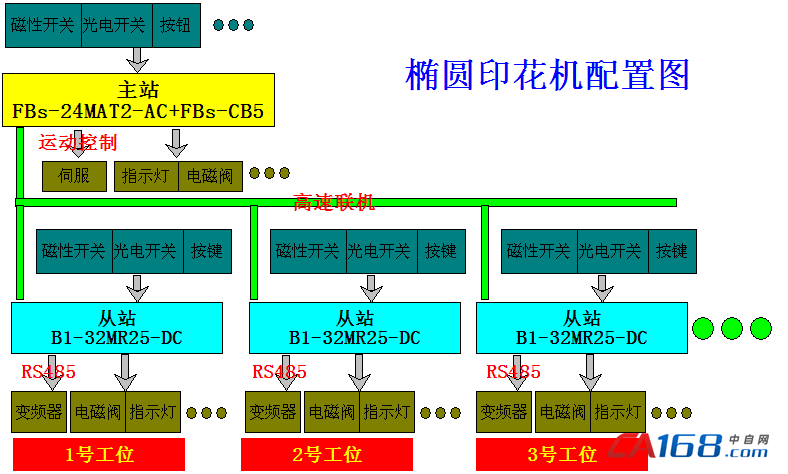
图1 系统架构
2.3 电器配线设计
主站、从站PLC的I/O变量配置分别参见表1、表2所示所示。I/O组态界面参见图2所示。
表1 主站I/O变量配置
|
编号 |
注 释 |
编号 |
注 释 |
|
X0 |
单次刮印 |
X16 |
皮带定位紧位 |
|
X1 |
机架升/降 |
X17 |
台板定位松开信号 |
|
X2 |
SHIFT |
X18 |
台板定位夹紧信号 |
|
X3 |
慢转 |
X24 |
刮刀升/降 |
|
X4 |
单步正 |
Y0 |
变频正 |
|
X5 |
单步反 |
Y1 |
变频反 |
|
X6 |
自动 |
Y2 |
手动/自动指示 |
|
X7 |
启动 |
Y3 |
启动指示灯 |
|
X8 |
停止 |
Y4 |
加热1 |
|
X9 |
刮印行程前 |
Y5 |
回墨升降 |
|
X10 |
刮印行程后 |
Y6 |
刮刀升降 |
|
X11 |
加热中输入 |
Y7 |
台板定位汽缸 |
|
X12 |
急停 |
Y8 |
机架升降 |
|
X13 |
皮带定位松位 |
|
|
|
X14 |
机架降到位 |
|
|
|
X15 |
机架上到位 |
|
|
表2 从站I/O变量配置
|
编号 |
注 释 |
编号 |
注 释 |
|
X0 |
伺服报警1 |
Y0 |
脉冲 |
|
X2 |
启动 |
Y1 |
方向 |
|
X3 |
停止 |
Y2 |
始能 |
|
X4 |
急停1 |
Y4 |
红灯(报警) |
|
X5 |
脚踏开关(空走) |
Y5 |
绿灯(自动) |
|
X6 |
脚踏开关(暂停) |
Y6 |
黄灯(手动) |
|
X7 |
正转停止 |
|
|
|
X23 |
急停2 |
|
|
|
X25 |
反转停止 |
|
|
|
X29 |
伺服报警2 |
|
|
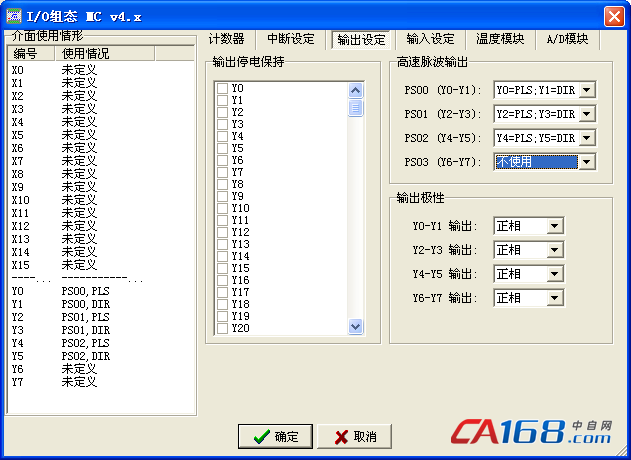
图2 I/O组态界面
3 控制软件编程设计
3.1 伺服电机控制
(1)FBs-PLC依机型的不同,在输出脉冲频率方面则分为可达200KHz(高速)/20K(中速)的单端晶体管输出机型(FBs - × ×MCT),及可高达920KHz 的超高速差动输出的机型(FBs - × ×MN)两种系列型别。
(2)高速脉冲输出电路共享FBs-PLC的Y0~Y7外界输出点。在未使用到HSPSO功能( 未在建构功能下建构PSO功能)时,FBs-PLC的Y0~Y7外界输出点是对应到PLC内部的输出继电器Y0~Y7之状态。但当有建构HSPSO时, 则Y0~Y7外界输出点将直接切换到SoC内部的HSPSO输出电路,和PLC内部的Y0~Y7继电器无关。
FBS-XXMT单端输出接线表和接线图分别参见表3和图2所示。
表3 FBS-XXMT单端输出接线
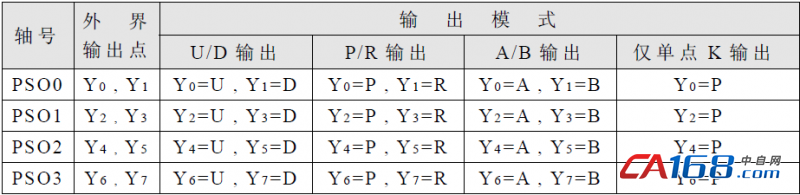
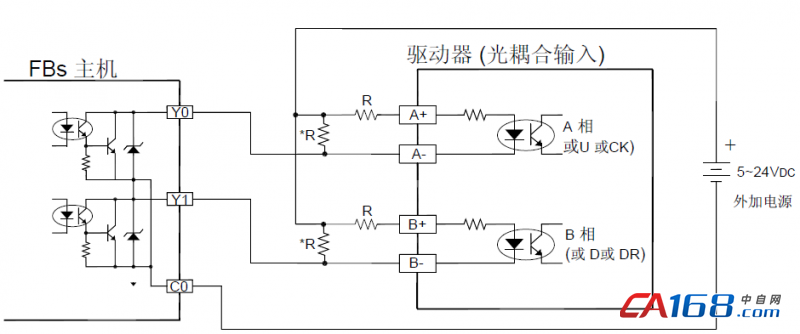
图3 FBS-XXMT单端输出接线
(3)伺服脉冲指令140:
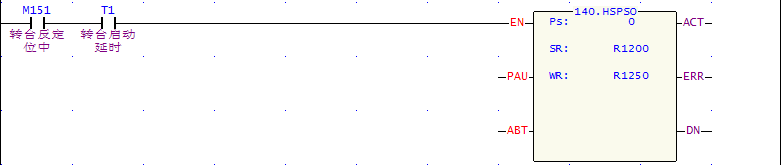
(4)伺服命令表格:

4.2 高速联机通讯编程
客户原来用的欧姆龙PLC来集中控制的,每个从站都要从主站来控制线,这样线就比较多,容易弄乱,对于后期的维护也不方便。永宏PLC方案采用了独有的高速联机的功能,通过RS485来进行通讯,这样就只需要拉一根屏蔽线就可以了。高速联机最高速度可达921.6Kbps,使用与多台PLC分散式及时控制的应用。
(1)主机通讯编程:
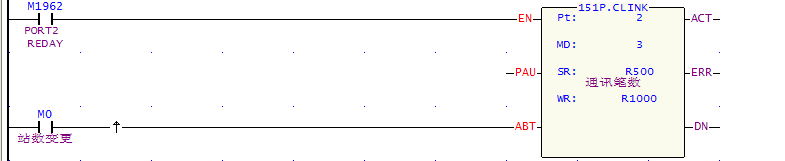
(2)通讯表格组态编程:

(3)从机程序编程:
![]()
4.3 触摸屏程序
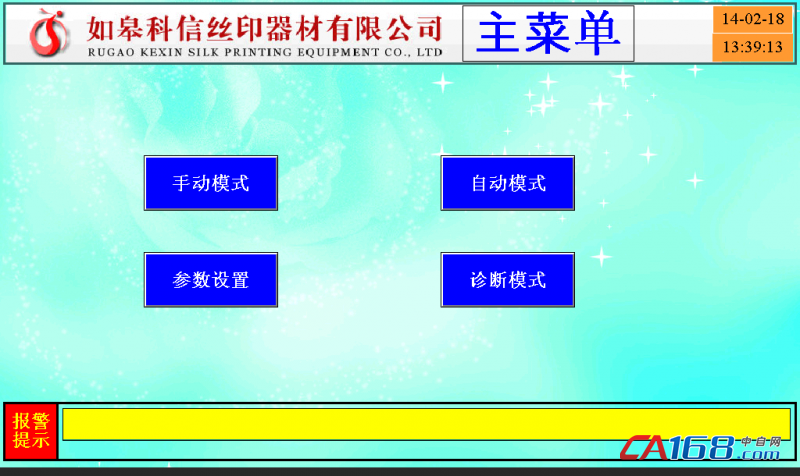
人机界面设计了主画面,手动画面,自动画面,参数设定等画面。
(1)主画面:
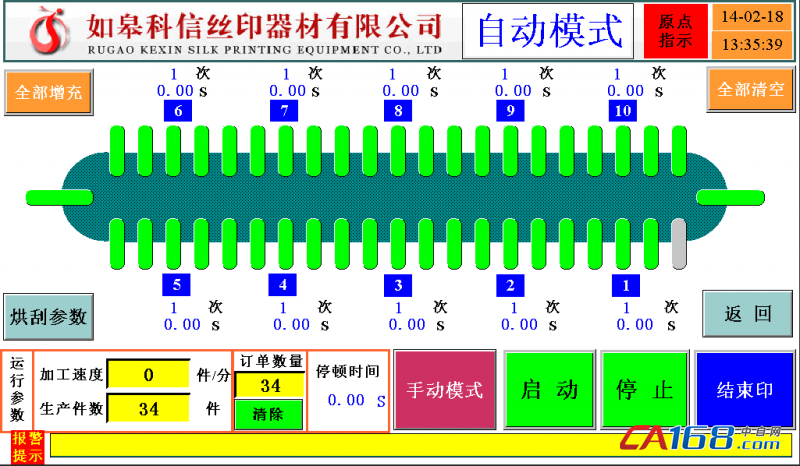
(2)自动运行画面:
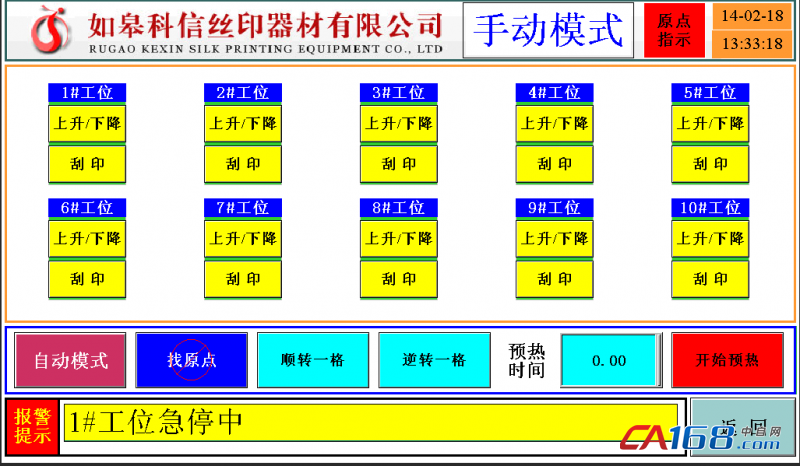
(3)手动运行画面:
(4)工艺参数设定画面:

5 结束语
由于采用了主从站形式,主站与从站之间通过RS485进行高速联机,最多可连接254台,通讯响应快。单个工位出了问题,可以屏蔽这个工位,其他工位可以正常使用,这样不会影响机器的正常,更加便于维护。期限方面,添加了提前提醒的功能,每个工位的故障都有对应显示。客户对整体效果比较满意。
参考文献(略)




共0条 [查看全部] 网友评论