


关键词:丝网印刷 压力 转移
Abstract: Screen printing is a porous printing, it with the flat printing, letterpress, gravuretogether known as the four printing method. Hole printing includes transcription,hollowed out flower version, stencil printing and screen printing etc. The principle of porous printing plate (version is: base paper or other version of thefilm version of the ink produced by the tunnel) at the time of printing, through certain pressure so that the ink to the substrate through the hole hole version of the transfer (paper, ceramics and so on), the formation of images or text.
Key words: Screen printing Pressure Transfer
【中图分类号】TS871.1 【文献标识码】B 文章编号1606-5123(2017)07-0000-00
1 引言
1.1 行业介绍
丝网印刷属于孔版印刷,它与平印、凸印、凹印一起被称为四大印刷方法。孔版印刷包括誊写版、镂孔花版、喷花和丝网印刷等。
1.2 方案背景
全自动丝网印刷,替换原先普通电机的控制印刷头印刷的,低效率,低出品率。而且每次印刷的精度不能保证。改用伺服印刷之后,能够保证印刷的精度,也能更好的推进,丝网印花机整体的印刷速度,保证了产品加工出来的一致性。
1.3 客户需求
全自丝网印刷的控制要求:
(1)在加工的时候送料进度必须要达到正负100丝。
(2)人机操作界面提高友好的图形画面,方便操作和加工。
(3)系统出现故障的时候,提供相应的报警,系统的保护性能更强。
(4)加工的时候,最快的加工速度要达到
1.4 解决方案
全自动丝网印刷,外部动作比较简单,主要是控制伺服的精度,能够达到客户的100丝的加工要求。MA系列是永宏经济型PLC,拥有稳定的性能,强劲的100khz高速脉冲输出,可以轻松实现定位控制。配上永宏FATEK触摸屏,完美的交互芯能,人性化的图形界面。二者结合,让性能和美观更好的融合在了一起。
2 控制系统设计
2.1 硬件配置
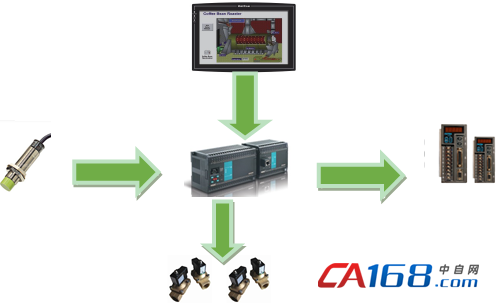
2.2 控制工艺流程设计
(1)手动部分:主要用于点动控制伺服电机,以及手动控制气缸的动作
(2)自动收卷机的工作循环程序:启动→印刷伺服头前进→刮刀下压→印刷完成→开始送料收卷→刮刀复位,墨刀下压→印刷伺服头复位。
自动部分控制工艺流程参见图2所示。
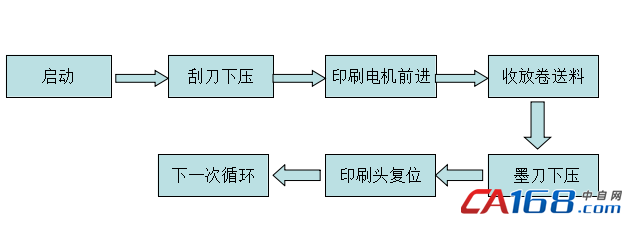
图2 控制工艺流程图
2.3 人机界面的编辑
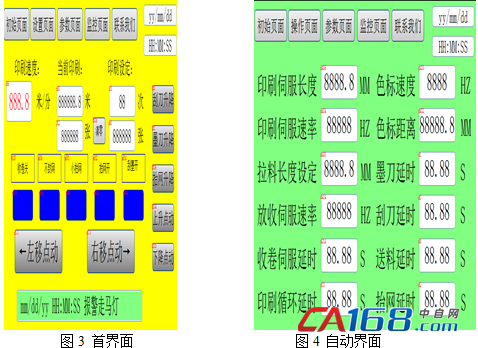
全自动裁线机主要有以下界面:“手动界面”,“自动界面”,“参数界面”等。如下图3所示:
(1)手动画面:主要是控制2个步进电机,1个伺服,以及4个电磁阀。
(2)自动画面,主要是自动启动,以及一些参数的设定,产量计数
图3、图4所示分别为首界面、参数界面。
3 现场带载联合调试工程
3.1 设备运行
用了长时间的调试,永宏FBS-40MAT的主机以稳定的性能,赢得了客户的满意,程序也完全通过了客户的审核,全自动裁线机现在很稳定的运行当中,永宏稳定脉冲,也让加工出来的产品,质量符合标准。印刷机图片参见图5所示,加工产品参见图6所示。


图6 加工的产品
3.2 实施结果
实施项目后,达到了一下效果:
(1)减轻工人劳动强度,改善工作环境。
(2)一人可看多台,节省人力物力。
(3)加工的时候,能够按设定好的印刷速度。
(4)在加工的时候有多重限制,保证加工的安全。
(5)可实现24小时不间断加工。
(6)适合印刷的大批量生产,增强了生产的安全性。
4 结束语
永宏PLC,FBS MA系列主机,以其较高的性价比,赢得了客户的信赖,也是一批原先使用其他PLC的客户,开始钟爱我们的产品。100khz的高速度脉冲是伺服控制得到了很好的应用!也为客户的预留了更改的空间。通过新编的程序,更好的设置程序的一些参数,让客户更好的使用和操作设备。
参考文献
[1] 范堤商贸(上海)有限公司.永宏可编程控制器使用手册I【硬件篇&指令篇】.2010.
[2] 范堤商贸(上海)有限公司.永宏可编程控制器使用手册II【进阶应用篇】.2010.




共0条 [查看全部] 网友评论