



关键词:成型机;变频器;石棉瓦
Abstract: The tile drum forming machine is an important equipment in the production process.,The safety and reliability of the molding machine is directly related to the production and economic benefits. This paper introduces the application of Delta E series who has the control function converter in the production of steel wire title.
Key words: Forming machine; VFD-E; Asbestos shingle
【中图分类号】TN773【文献标识码】B 文章编号1561-0330(2017)08-0000-00
1引言
石棉纤维水泥瓦是国际上最为流行的建筑材料,开发生产已经有多年的历史,是市场上占有率很高的轻质屋面材料,它具有防火、防潮、防腐、保温及耐热、耐寒、隔音、绝缘等性能,覆面平整,搭接严密,使用寿命可达数十年。石棉纤维水泥波瓦是以普通硅酸盐水泥、石棉纤维、无碱软化玻璃丝以及纸浆等作为原料,经抄取和其他工艺加工而成,其操作简便、劳动强度低、原材料丰富,制作过程中农村剩余劳动力和下岗职工均容易可掌握,生产效益好,应用广泛。随着变频器技术的发展,用变频器拖动普通电机,进而控制电机做收卷的应用越来越广泛,应用变频器做收卷,可以做到设备免维护,提高收卷的速度与精度,可有效降低过程控制的使用成本以及提高生产的自动化水平,其广泛的应用在在绝大多数的过程控制调速工程领域,通常需要诸如PLC,工控机等来联控系统实现变频器的自动化运行。外围机电联控系统随着调速对象的不同要求而千变万化,有时系统比较复杂,例如最常见的机电一体化运动系统,所以工程上变频器经常与控制设备集成联控运行。台达VFD-E系列变频器在内部集成了可编程控制器,并为机电一体化等复杂的调速系统提供了精简型的整体解决方案。
执行VFD-E变频器内部程序有三种方式:
第一种方式:在PLC1编程页面下,自动执行程序;
第二种方式:在PLC2编程页面下,经过WPL由通讯监控程序运行;
第三种方式:端子运行方式。当为外部多功能输入端子(MI3-MI9)设定为“RUN/STOP PLC (99)”后,端子接点导通(close)时,在页面会显示PLC1执行程序。端子接点断开(open)时页面会显示PLC0停止程序。
通过PLC的编程,把特定的工艺参数输入控制程序,形成自动控制;而变频器内也需要进行相关参数的设定,诸如运行参数,保护参数的设置与调整,矢量控制型的变频器还需要输入准确的电机参数来做运行调整。常见的变频器参数设置包括:频率设定、运行操作、数据保护、基本频率、额定电压、最高输出电压、加速时间、直流制动开始频率、反向旋转禁止、减速时间、直流制动时间、最高频率、起动频率值、起动频率保持时间、停止频率、功能代码说明、LCE监视、热继动作电流等。
2 Delta VFD-E变频器恒张力系统
基于台达的VE系列矢量变频器的恒张力系统原理图如图1所示。系统由集成的PLC控制板和变频驱动单元组成。通过检测石棉瓦成型滚筒上瓦片圈数作为变频器的启动信号给定,带动电机下放设定长度(长度可以在PLC程序里固定设置)的钢丝,当厚度达到设定要求,自动停止变频输出,并做电机制动,完成钢丝长度的切割之后,钢丝随瓦片成型;变频延时等待下一次启动;变频器的MI5多功能输入端子定义为卷径复位功能。
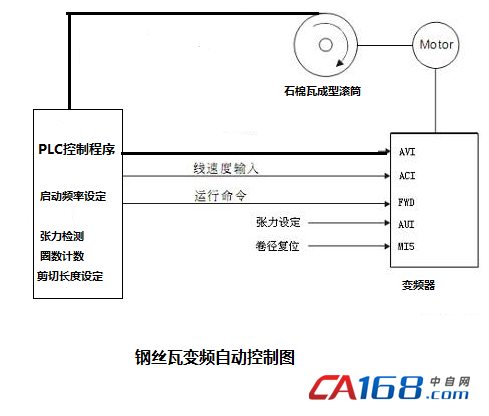
图1钢丝瓦变频自动控制原理图
张力是整个系统重要的控制变量;台达VE变频器用FOC+PG控制可以实现零伺服的功能,电机在满负载的情况下,电机转速也控制得十分稳定。
3变频器的恒张力系统的调试
(1)准备工作
在变频器送电之前,接好电源电机线,检查主回路的完好及完成线路的绝缘测试;准备进行电机的空载调试,并设置好以下参数:
00-10=0,控制方式为V/F控制;
01-00= 100Hz,最大操作频率;
01-01=50Hz,电机额定频率;
01-02=380V,电机额定电压;
05-02= 2.2kW,电机额定功率;
05-03= 1410RPM,电机转速;
05-04= 4,电机的极数。
然后将05-00=1(动态测量电机参数),按面板RUN键,电机开始自学习。
自学习成功后,设置控制方式;01-12=1,加速时间;01-13=1,减速时间;
改变面板上的设定频率值,并按RUN/STOP,看电机闭环运行时的速度是否正常。
(以上是测电机参数及输入是否正常)如果正常,将电机接上负载,设置:
00-02=2,将面板拔下来再插回去,将11号群组功能打开:11-00=2,测量负载惯量,显示参数11-01的值。然后让变频器测负载惯量,通过PU面板让电机分别以低速(10Hz),中速(25Hz)及高速(45Hz)正转10秒,再反转10秒,重复5-10次。观察11-01的值,当11-01的值变化不大后,再根据实际情况调整以下参数:
11-02 低速频宽;11-03 高速频宽;11-11 零速频宽。
至此,电机矢量控制模式识别工作完毕,可以进入负载调试。
(2)负载调试
收卷功能参数设定:
先设定运转命令来源:00-21=1,由外部端子控制。再设定02-05 = 44,将MI5设定为卷径复位。然后将03-00 = 11,设定AVI为张力PID反馈信号;03-01 =12,设定AVI2为线速度来源;03-20 =14,设定AUI为张力PID目标值(张力闭回路);03-12 =1,将ACI输入转变成AVI2,同时要将控制板上的SW2指拔开关打到AVI2之后,设定08-21 = 1,启动变频器收放卷功能;08-22 =2(收卷模式),08-23=285,08-24=75(机械齿轮比分子及分母)08-25=2(张力命令由AUI给定),08-38=80(最大线速度),08-43=600(最大卷径),08-44=85(最小卷径),08-46=85(初始卷径,即MI5接通后,当前卷径设为此值)。这样设定后,机器就可以运转了。
(3)PID参数调整
在运转过程中,根据实际情况设定PID,由于一组PID参数很难适应,因此设定08-28=1,(PID根据卷径实时调整)如图2所示。
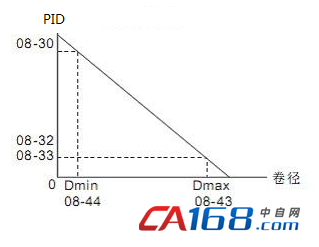
图2 PID根据卷径实时调整
在圈数少时,P大,I小,以便让设备快速启动。在圈数多的时候P小,I大,以使运行时张力控制更稳定。最终调整的参数如下:08-29=6.5(P1),08-30=40(I1),08-32=5,08-33=50。由于张力传感器反应十分灵敏,设备的震动也会引起张力的波动,这对于变频器来说,就是干扰信号,为了将此信号去除,我们通过调整03-13(AVI滤波)来解决,最终的参数03-13=0.2。为适应操作工人这种操作方式,变频器采用无级(无档位)调速,变频调速的外部接线如图3所示。
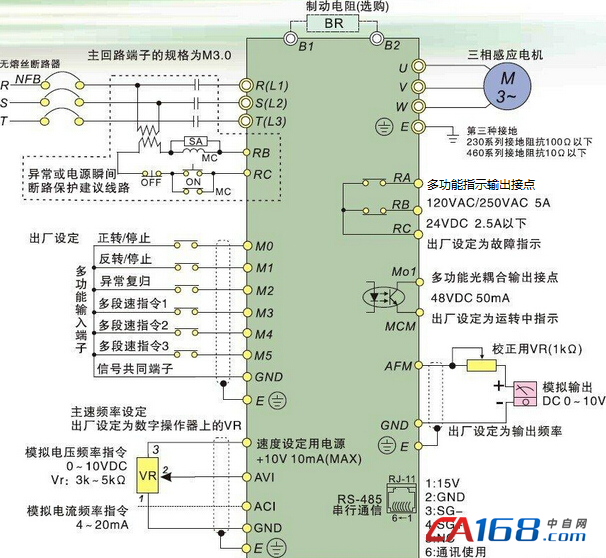
图3 变频器外部接线图
由于采用变频驱动方式,变频器具有软启动、大范围内平滑调速、节能效果显著等优点;使用台达生产的VFD-E变频器对系统进行变频改造,经过几个月的运行,证明改造的效果比较理想,主要表现在:
(1)实现了启动时的软启动、软停车,减轻了对电网的冲击;
(2)变频器的频率连续调节,使调速更加方便、可靠,运行更平稳;
(3)生产工艺更加便利,内置PLC控制程序可以方便的实现自动化,过程参数预设,无需人工干预,大大提高了设备的生产效率。
4结束语
石棉钢丝瓦生产过程中采用的其它调速方式,无论在制造工艺上或者运行控制都难以保证系统的可靠性;而绕线式电机转子串电阻调速,电阻上消耗大量的转差功率,速度越低,消耗的转差功率越大,且实时制动难以满足现场的需求;使用变频调速,是一种高效的调速方式。石棉钢丝瓦采用变频系统运行,其稳定性和安全性得到了提高,节省了人力和物力,提高整条生产线的制造工艺水平,同时产生了很好的经济效益。
作者简介
吕勇 (1985-)工程师 主要从事光伏发电、变频调速应用相关工作,并致力于新能源理论的研究及其应用产品的推广






共0条 [查看全部] 网友评论