



1 引言
热收缩膜的包装形式具有安全性、可靠性、便于运输和销售等特点,现已被国内的饮料行业广泛使用。但在啤酒的生产过程中所使用的玻璃瓶碰撞后瓶身极易损,由于使用热收缩膜的包装形式的局限性也不能完全的解决啤酒行业及其他相关玻璃瓶包装行业的生产需求。因此,采用纸箱包装是饮料、啤酒的高档次、高规格的包装,也很容易解决长途运输带来的问题,有效地弥补了热收缩膜包装形式的缺陷,两者相辅相成,是现代饮料、啤酒包装行业不可或缺的两种包装形式。以前我国的纸箱包装机一直处在35箱/min的包装能力水平,仅仅只能满足2万瓶/h的饮料、啤酒包装生产线需求[1]。本文对现有的装箱机技术,进行改进升级,吸取国内外的装箱机特点,运用伺服运动控制系统成功地开发了具有60箱/min生产能力的全自动纸箱包装机,有效地解决了饮料、啤酒行业的产量需要。
2 纸包装机的技术结构和工作原理
2.1 控制系统的组成
科时敏的R60纸箱包装机采用的是B&R(贝加莱)控制系统,主控PLC采用CP476通过CAN形式的现场总线与所有驱动伺服进行通讯,上位机面板采用的是PP451,也是通过CAN总线的方式连接,并采用EX470扩展远程I/O[2]。纸箱包装机B&R控制系统如图1所示。
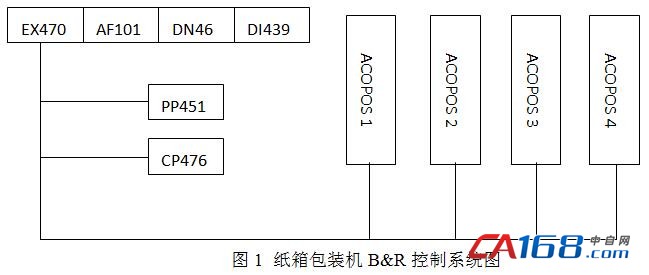
将上位PP451的IP地址号设置为01;3IF771.9通讯卡的CAN总线地址号设置为09;推倒瓶的伺服驱动器CAN总线的地址号设置为01;分瓶1器伺服驱动器CAN总线的地址号设置为02;分瓶器2的伺服驱动器的CAN现场总线地址设置为03;出口处的伺服驱动器CAN总线地址设置为04;吸纸板伺服驱动器CAN总线的地址号设置为05;EX470总线控制器的CAN总线地址设置为C6;
各设备上所设置的CAN总线地址与设备上设置的地址要绝对的正确,否则控制系统将不能正常的运行。在正常的情况下,控制系统在上电后,IF771的CAN通讯指示灯将会快速的闪烁,各伺服驱动器上的AC110通讯卡的两个通讯指示灯也将保持常亮状态,否则说明通讯不正常[3]。
2.2 自动纸箱包装机的组成及工作原理
自动纸箱包装机主要包括:瓶输送、纸板供给、取纸箱板、纸箱板传送、分瓶、推瓶、纸箱折叠成型、封箱粘合、喷胶等部分。
纸箱板供给主要由纸箱板储存库、纸箱板水平输送、纸箱板等待工位、纸箱板供给副托叉、纸箱板供给主托叉和检测开关等部分组成。其主要功能是完成对包装机纸箱板的供给,对高速包装机的纸箱板供给应该连续,使纸箱板的供给更加的畅顺。
瓶输送主要分为两部分,一部分是通过变频器来控制电动机的运行速度,将输送线上的瓶按要求有规律的输送,通过缺瓶检测保障瓶的连续供应;另一部分是通过主驱动器驱动机械部分传送。按主电机的运行速度进行瓶的输送。
取纸板是通过伺服电机进行驱动的,以从动轴的方式与主轴电机同步运行,并安装有两组吸盘,两组吸盘交替动作用于取纸板,从而达到高速取纸板的功能。分瓶是通过1号和2号分瓶的伺服电动机及主驱动的电动机完成控制的,并将瓶有顺序的分成3×4一组。
纸板传送部分是将吸取的纸板通过若干工位传输到上瓶的位置处,由主驱动提供动力,双层纸板和缺纸板的检测主要用于保障纸板的供给。
推瓶部分的主要作用是用于分瓶后的整理,用推瓶杆将瓶推倒,当瓶经过无动力过度板时,将瓶进行紧密排列,从而提高包装的质量。
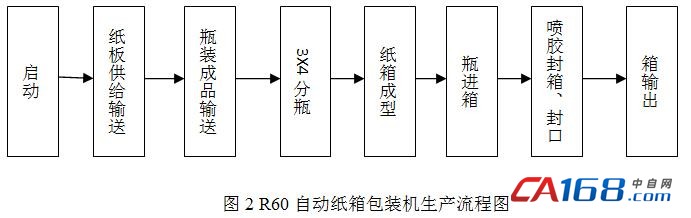
纸箱经折叠成型、喷胶和封箱步骤完成饮料或啤酒的包装,根据纸箱的构造,确定喷胶的准确位置,封箱的适度进行调整,从而确保封箱质量。图2所示为纸包机的工作流程图。
3 控制系统设计
3.1 主控制器
主控制器主要进行模拟量控制、传感器控制、光源控制、传动控制、定位控制、气动控制、工艺参数、工艺过程、运行故障、产品质量和安全防护等部分的控制。采用PLC可编程逻辑控制器和相关的辅助系统来完成系统的实时性和准确性控制[4]。
3.2 多电机同步技术与伺服技术
包装物品是通过主传动系统进行传送,各种包装的辅助材料是通过供送系统进行传送,它们之间的相互动作需协调配合,控制上也应保持一致。多电机伺服控制系统采用PLC进行控制,机器设备各工位间的检测通过外围的各工位接近开关完成,从而实现无触点信号的输入和控制系统的电、光、机和气的协调动作。通过适度的调整分瓶器和封箱、喷胶、整型气缸的位置,可以进行不同规格纸箱的包装。
3.3 操作系统设计
通过变频技术和人机界面的应用,使包装设备可在手动、自动和调试模式等不同的工作方式下,控制设备以不同速度进行运行。变频器通过RS-485接口进行通信,可在人机界面上显示和设定相关参数。
4 控制系统方案
自动纸箱包装机控制系统主要包括:PP451人机界面、运动控制器EX470、检测元件、伺服驱动器、执行元件和伺服电机等。运动控制器EX470是通过CAN总线来控制伺服驱动器的,完成对伺服电机的实时控制。
机器位置的运行检测和包装周期都是通过伺服控制设定的。伺服电机的一侧安装有编码器,根据接收旋转编码器的脉冲反馈信号,与伺服电机构成闭环控制。编码器选取增量型编码器。通过编码器接口将数据传送到EX470,将接收数据进行处理表明机器的实际运行位置。在纸箱的包装过程中,推瓶的杆每推出一组瓶就完成了一次包装,在推瓶杆经过处的一侧安装一检测开关,利用对EX470记录的编码器数据清零。在每一次包装周期中,取纸板、放纸板和分瓶等动作的位置数据都与EX470中的编码器数据进行一一比对,根据对比的数据控制机器的每一个动作[5]。
4.1 分瓶电机控制系统
分瓶电机驱动是分瓶电机分别驱动两组挡瓶的爪手。在包装机上,包装段上的瓶传输是通过主驱动电机来实现的。分瓶是将规律排列紧密的瓶分隔成3×4组或其它规格的组合瓶组。在两组分瓶器电机的传送链上,分别安装了等距离的两组挡瓶爪,两电动机快慢的交替运行。将排列好的瓶分成3×4一组,然后通过主电机传输到下一工位。
分瓶电动机控制。两个分瓶电动机进行有规律的交替运行。是以主电动机的脉冲数作为同步控制信号(X方向),分瓶的电动机自身脉冲数(Y方向),按照提前设定好的运动轨迹进行运行,只有在主电动机运动的情况下,分瓶电动机作为从电动机按特定的轨迹同步运行。
分瓶电动机同步参数的设定决定了分瓶电动机按照特定规律进行运行,运行的起始位都要有个参考位,此处可在人机界面上进行设定。
4.2 纸箱板供给系统
纸箱板供给系统主要包括:纸箱板垂直供给和纸箱板水平供给两部分。
纸箱板垂直供给部分。纸箱板垂直供给是通过垂直供给电动机进行驱动的,一台电动机驱动一个主托叉,另一台电动机驱动副托叉。垂直纸箱板的供给主要是通过电动机驱动主托叉供给纸箱板。当纸箱板的供应数量减少到一定数量时,通过副托叉来托住剩余的纸箱板,然后主托叉向下降到等待纸箱板的位置,当纸箱板向上托起到位后。撤出副托叉通过主托叉正常进行供给,直到完成一组纸箱板的补充。
纸箱板水平供给装置。通过水平供给的驱动电机,通过不断的检测供箱板输送链上的实时状态,控制输送电机。将箱板从最初始的堆放位置,输送给箱板的等待工位位置。当副托叉向上托住纸箱板后,主托叉向下运动到初始的位置,然后控制电动机将等待工位的纸箱板送到垂直的工位位置,完成一次水平供给纸箱板的过程。
4.3 取纸箱板系统组成和控制系统
取纸箱板系统组成。取纸箱板系统主要包括:同步齿型带、驱动轴和被动轴等三部分组成。同步齿型带上安装有两组空气吸盘,当伺服电动机与主驱动的电动机进行同步的往返运行,从而达到高速的自动取纸箱板的功能。
取纸箱板控制系统的核心是进行伺服电动机的控制。伺服电动机驱动的同步齿型带,在同步齿型带安有两组吸盘,用于取纸板动作。伺服电动机的正转运行,在第l组吸盘到达放纸板的位置时,向下释放纸箱板,与此同时第2组吸盘也开始动作,到达吸纸箱板的位置后吸纸箱板,完成取纸箱板的一个周期。伺服电动机的反转,在第2组吸盘到了放纸板的位置时,向下释放纸箱板,同时在第1组吸盘到达吸纸箱板的位置时向上吸纸箱板,完成一次取纸箱板的活动周期。
5 结论
在高速纸箱包装机上运用伺服运动控制系统使控制系统更加精准、更加灵活、更加完善和可靠稳定。使用伺服电动机不仅可有效地降低机械对设备的冲击损害,而且还可大大降低使用传统控制方式带来的设备故障率。
参考文献
[1] Al Presher.包装工业的运动控制解决方案[J].工业设计,2007,06:75-78.
[2] 宋莉.台达20PM PLC成功实现包装制袋旧设备改造[J].轻工机械,2011,03:33-35.
[3] 张有良,彭英民,苟向民.全自动高速纸箱包装机的设计及电气控制[J].包装与食品机械,2007,06:45-48.
[4] 俞亚波,李彬.运动控制器在连续式垂直包装机上应用[J].现代制造,2007,31:90-94.
[5] 英国TRO技术有限公司上海代表处.TRIO运动控制器在塑料封切机中的应用[J].伺服控制,2008,01:13-17.
作者简介
邢媛 工程师 青岛橡胶轮胎设计院






共0条 [查看全部] 网友评论