



Abstract: the MITSUBISHI PLC is applied to the electric control system of the material handling trolley, which can realize the automatic movement control of the material transport car and reduce the project cost of the control system. MITSUBISHI PLC is very powerful, I/O can be extended to 128 points, and can increase the expansion board or special function block, PLC has a data connection and communication option makes its products in the application of communication and the special function module is very convenient.
Keywords: PLC Truck Three-phase asynchronous motor
【中图分类号】TL503.6 【文献标识码】B文章编号1606-5123(2017)09-0000-00
1 引言
目前物料运输小车无论在仓库、煤矿、矿井和港口车站等多个行业都被广泛的应用。先前的物料运输小车大多采用是继电器进行控制,但继电器控制具有接线十分复杂、易出现故障、维护也十分不方便等缺点。为了降低物料运输小车的运行成本,现在大多采用自动化控制,应用可编程控制技术作为运输小车的控制系统。本文介绍了一种基于三菱FX系列的物料运输小车PLC控制方案。
目前,随着PLC技术的不断发展和物料运输小车控制系统的不断完善,大型的PLC控制系统也不断的向高速度、高性能方向发展。PLC物料运输小车的自动控制系统完善将给工业的生产带来诸多益处。如:降低了控制系统价格,可为大型的工控企业节约不少的生产成本。新系统具有连线结构简单,控制精度高,运行速度快,维修和改造方便等优点受到广大厂家的欢迎[1]。
2 控制系统总体方案设计
2.1物料运输小车的运动流程
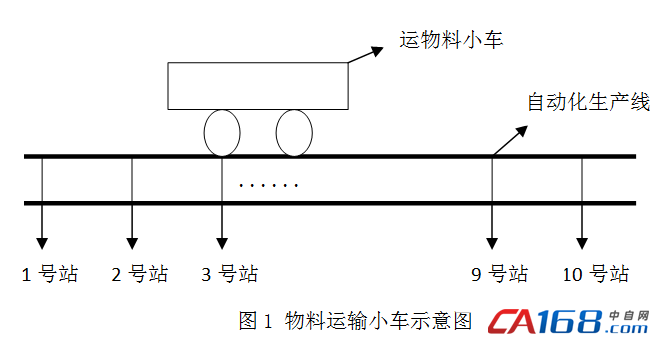
在某生产线上用物料运输小车将生产的原料分别运送到10个不同的作业点上,供生产人员和设备使用,系统要求运输小车可响应不同生产作业点的呼叫,并迅速地、准确地停靠到相应的生产作业点上,从而保障生产过程的顺利进行。运输小车通过启动和停止按钮进行控制。对每一个作业点分别进行编号,并配备呼叫按钮和采用行程开关用于监视小车是否准确的完成停靠。如图1所示为物料运输小车的工作示意图。
2.2 设备的控制要求
物料运输小车应满足下列要求:按下启动按钮后,系统进入工作模式;按下停止按钮后,小车将立即停止动作;呼叫按钮间具有互锁的功能,当一个或多个呼叫按钮同时被按下时,系统可准确的识别出按下按钮的位置,并对最先按下的按钮做出响应。若小车的停靠位置编号小于呼叫按钮的编号值,运动电动机将正转,小车向右运动到作业点后停靠;反之,下车向左运动到对应的作业点进行停靠。若小车的停靠位置编号等于呼叫按钮的编号值,送料小车将保持不动。若某一行程开关或控制电动机的继电器发生故障,小车将停机,并防止事故的发生。
2.3 物料运输小车运动设计
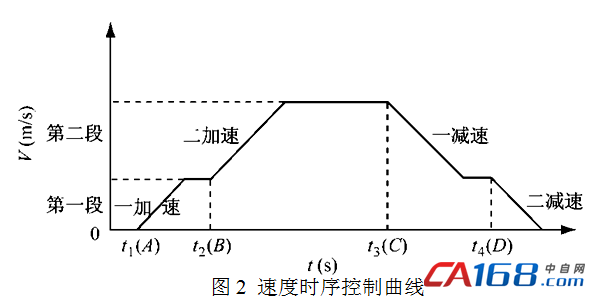
根据工厂生产工艺的要求,设计了如图2所示的小车在运料过程中的速度变化曲线图。
4.4 控制系统框图设计
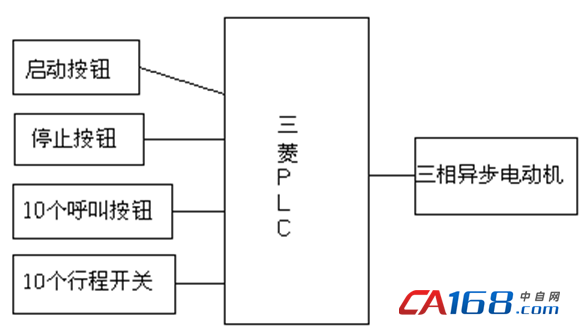
整个控制系统的控制点数较多,包括数据的处理、运料车的实时位置显示和故障报警等。如图3所示为物料运输小车控制系统框图。
3 控制系统的硬件设计
在对PLC控制系统的硬件进行设计时,先确定控制方案,再根据工艺要求对PLC进行选型。在PLC选型时,应该先估算I/O控制点数、存储器的容量大小、确定好PLC所需的功能和外部辅助设备的型号等。
3.1 PLC选型
根据控制系统I/O信号数量,本文选用了三菱FX系列40MR PLC。该PLC由24V进行供电,并自带了24点的数字量输入和16点的数字量输出,完全可满足系统的I/O信号数量。为保证系统的正常运行,一般存储器容量要求256个I/O点至少应选用8k的存储器。本控制系统中I/O点数少于256个,因此PLC自身的存储器容量足够[2-3]。
3.2 电动机选型
选用的三相异步电机电压满足:AC380V;输出功率为:100W;转速等级:3000r/min;连续输出的转矩可达300N·m。
3.3 继电器选型
控制电动机正反转的继电器采用带微处理器智能控制技术的继电器。不仅可在输入端对系统硬件和软件的正反互锁进行设置,还可在强电的输出端也进行互锁设置。若A路控制信号撤销但A路的晶闸管该断开却未断开时,B路的晶闸管即便接受到控制信号也不会接通。在380V电源未接入的情况下,即使系统的输入端有控制信号输入也不会立即触发晶闸管导通[4]。继电器的控制电压选用DC24V,工作电流为45mA。
4 控制系统软件设计
因选用的CPU模块本身具有24点的数字量输入和16点的数字量输出,所以无需再对输入输出量进行扩充。软件中的I/O地址采用自动分配的方式,模块上输入端子自动分配对应输入地址为X000-X027,输出端子对应输出的地址为Y000-Y017。
4.1 数字量输入输出部分
(1)数字量输出:本控制系统所对应的外部设备控制只一个有带动小车运动的三相异步电动机。因电机应具有正转、反转状态,因此需对应控制的正转和反转继电器,所以控制系统应有两个输出点,如下表1所示为输出地址分配表。
表1 输出地址分配表
|
名称 |
输出地址 |
对应的外部设备 |
|
D1 |
Y000 |
电动机反转继电器KM1 |
|
D2 |
Y001 |
电动机正转继电器KM2 |
(2)数字量输入:本控制系统包括:启动按钮1个、停止按钮1个、呼叫按钮开关10个、行程开关10个共22个输入点。
4.2 软件流程图
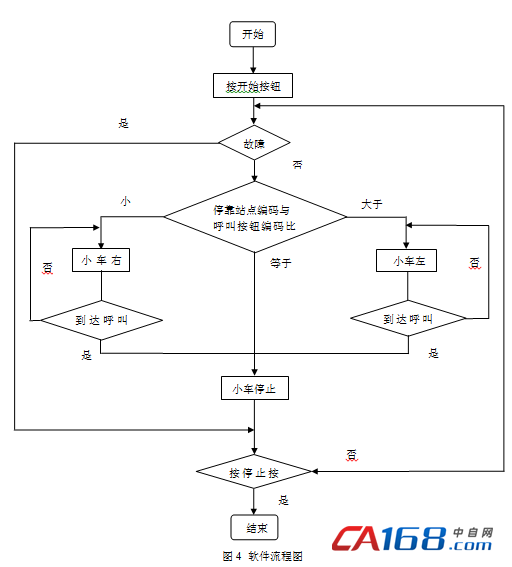
控制系统的工作流程为:系统启动后,按下开始按钮,首先需对小车当期的状态进行判断,若小车发生故障小车将停止运行,若正常小车将开始运行并把当前的编码位置送入到数据寄存器中保持;当按下某个呼叫按钮开关后,小车对呼叫按钮位置编码与当前的位置编码进行比较,若小车呼叫作业点的编码小于当前的位置编码,小车将自动向右行驶并直到到达呼叫位置,小车停止运行,若一直未到达指定位置小车将继续向右运行;反之小车将向左行驶直至到达位置,小车停止运行,若二者的位置值相等小车将停在当前的位置不动;生产结束时按下停止按钮,小车停止工作。如图4所示为小车运动软件流程图。
4.4 系统故障判断和处理
在系统正常运行情况下所有行程开关只有一个得电,由于三相异步电动机的正反转继电器之间互锁,也只有一个继电器接通。若出现两个或多个行程开关同时得电,或出现正反转继电器同时接通的情况,则可以判断系统出现了故障。此时需将控制小车行驶的辅助继电器进行复位,停止小车所以运动。
5 结束语
随着科学技术的不断发展,可编程逻辑控制技术也在不断的成熟并被广泛的应用到工业生产上。本文主要对物料运输小车的功能要求;控制的流程设计;确定控制系统的I/O点数量;PLC的选型和控制程序等进行了设计。采用三菱PLC控制系统,满足了不同呼叫站的呼叫要求,准确的对呼叫站的呼叫进行应答;并实现了系统故障自动停车功能。此控制系统的建立可有效的解决控制系统复杂的硬件接线,配置优化和减低成本等问题。
参考文献
[1] 熊幸明,陈艳,张丹等.电气控制与PLC[M].北京:机械工业出版社,2009.
[2] 郭丙君.深入浅出PLC技术及应用设计[M].北京:中国电力出版社,2008.
[3] 罗志勇,罗萍,周丽芳等.三菱FX/Q系列PLC工程实例详解[M].北京:人民邮电
出版社,2012.
[4] Jingwen Tian,Meijuan Gao,Hao Zhou.The Intelligent Control System of Flocculation.
Process of Sewage Treatment Based on Wavelet Neural Networks, Intelligent Systems Design
and Applications,2006.6 .176-180.
作者简介
周 锋(1981-)男 工学学士 工程师 研究方向:橡胶传动带制造和工艺技术工程






共0条 [查看全部] 网友评论