


Abstract: This paper mainly discusses the application of FATEK PLC in USB on automatic
soldering machine; the equipment is mainly used for online material industry, through the
automatic soldering, realize the automation of the USB connector and USB welding wire, a good
substitute manual welding, the production efficiency is 800-1200PCS/H, thus greatly eliminates
the cumulative errors, improve the positioning accuracy and stability, but also improves the
production efficiency and product quality.
Keywords: FATEK PLC Wire rod USB Welding
【中图分类号】TL503.6 【文献标识码】B 文章编号1606-5123(2017)09-0000-00
1 引言
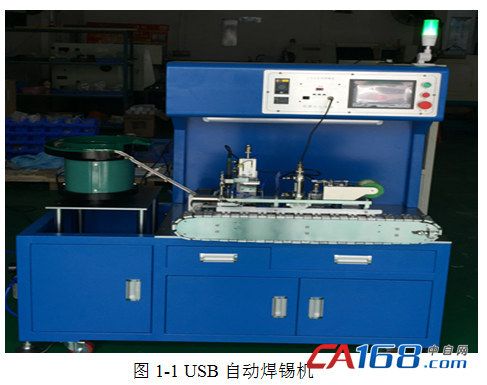
USB自动焊锡机(USB Automatic Solder Machine)(如图1-1)主要用于HMDI线、USB线、MINI5PIN线、MICRO5PIN线的焊锡,由震动盘送料、拉线、剥皮、切平、焊锡等工作机构组成。该设备结构紧凑,焊锡定位具有速度快,精度高的特点。采用大功率恒温焊台,加温速度快,焊锡效果稳定,可以完全取代焊锡工人。USB自动焊锡机单台机器每小时可以焊接800-1200pcs产品,可以为企业节省3-4个焊锡工人。
2 系统设计方案
2.1 方案背景
随着我国经济的不断发展, 对线材行业的要求也日益增高。主要用于HMDI线、usb线、MINI5PIN线、MICRO5PIN线的焊锡,由震动盘送料、拉线、剥皮、切平、焊锡等工作机构组成。该设备结构紧凑,焊锡定位具有速度快,精度高的特点。采用大功率恒温焊台,加温速度快,焊锡效果稳定,可以完全取代焊锡工人。USB自动焊锡机单台机器每小时可以焊接800-1200pcs产品,可以为企业节省3-4个焊锡工人该设备以高速度、高精度、高稳定、操作方便和适用性强等特点,在包装行业领域得到了越来越广泛的实际应用。USB自动焊锡机的发展趋势从手动人工焊锡,到手动设备焊锡,发展到现在的自动设备焊锡。
USB自动焊锡机(以下简称焊锡机),主要用于在线材行业中,通过自动焊锡方式,实现USB接头和USB线材的自动化焊接,很好的取代了手动焊接方式,其生产效率为800-1200PCS/H,从而大大消除了累计误差,提高了定位精度和稳定性,同时也提高了生产效率和产品品质。焊锡机的工作方式是USB接头和USB线缆,通过焊接的方式形成USB线材成品。
从综合性价比分析,USB自动焊锡机采用永宏PLC控制器和永宏HMI操作界面的综合配置性价比较高。本文主要以永宏PLC在USB自动焊锡机上的应用为背景,对该方案的硬件设计、软件设计和实施结果(应用效果)等方面进行了详细的阐述和说明。
2.2 客户需求
根据机械结构和工艺要求,焊锡机主要用于在线材行业中,通过自动焊锡方式,实现USB接头和USB线材的自动化焊接,很好的取代了手动焊接方式,其生产效率为800-1200PCS/H,从而大大消除了累计误差,提高了定位精度和稳定性,同时也提高了生产效率和产品品质。焊锡机的焊接产品如图2-4所示。

总而言之,焊锡机既需要很好的实现USB接头和USB线材的自动焊锡要求,同时也需要很好的实现自动焊锡方式的贴合工艺的要求;从而来实现设备的高速度、高精度和高稳定性。
焊锡机的具体工艺及功能要求如下:
要求1:实现USB线自动焊接。
要求2:实现USB振动盘送料。
要求3:实现送料、拉线、剥皮、切平、焊锡等工作。
要求4:实现焊接800-1200PCS/H。
2.3 解决方案
根据控制及工艺要求,焊锡机控制方案主要包括系统硬件设计和系统软件设计;其中系统硬件设计包括硬件(产品)配置、机械(设备)结构和电气(原理)控制等三部分;系统软件设计包括流程控制、I/O配置和程序设计等三部分;焊锡机的设计参数如表2-3;焊锡机的实物图如图2-6所示。
表2-3 USB自动焊锡机的设计参数
|
设计参数 |
|||
|
控制系统 |
永宏PLC |
适用产品 |
USB线材 |
|
操作界面 |
永宏HMI |
最小长度 |
|
|
驱动单元 |
通用步进 |
最大长度 |
|
|
生产频率 |
2PCS/SEC |
机械工作速度 |
2PCS/SEC |
|
生产效率 |
800-1200PCS/H |
机械生产能力 |
1200PCS/H |
|
工作气压 |
0.5~0.6MPa |
||
|
工作电源 |
220VAC 50/60Hz |
||
|
工作环境 |
温度5-40℃ |
||
|
湿度10-90% |
|||
基于上述各项技术指标,本方案控制系统采用永宏B1系列经济型控制型PLC控制器,可以实现2轴50KHz脉冲输出定位;上位机采用永宏经济型HU系列HMI操作界面,用于进行自动运行监控、手动操作调试、系统参数设置和I/O点监控等用户操作;步进驱动器采用通用步进驱动和电机,用于进行皮带工件定位和送锡控制。
3 系统硬件设计
焊锡机的系统硬件设计主要包括三部分:硬件(产品)配置、机械(设备)结构和电气(原理)控制;其中硬件配置主要对电气产品的配置进行了阐述说明,机械结构主要对结构的组成和结构的解析进行了阐述说明,电气控制主要对主电路控制和控制电路控制等进行了阐述说明。
3.1 硬件(产品)配置
焊锡机的控制单元选用永宏B1-24MT25-D24 PLC(主机)和B1-8YT(I/O)模块,同时操作单元选用永宏HU070L-00 HMI;控制单元选用通用步进驱动器和电机;执行单元选用气缸、吹气阀和继电器等;检测单元选用光电传感器和光纤传感器等。整套配置方案能够帮助客户节约很多系统成本,提高生产效能。焊锡机系统硬件清单与硬件配置如表3-1所示,焊锡机系统如图3-2所示。
表3-1 焊锡机的硬件明细表
|
硬件明细表 |
|||
|
产品类型 |
产品型号 |
产品数量 |
|
|
控制主机 |
永宏PLC |
B1-24MT25-D24 |
1台 |
|
控制模块 |
永宏PLC |
B1-8Y |
1台 |
|
操作界面 |
永宏HMI |
HU |
1台 |
|
控制单元 |
通用步进 |
通用步进 |
2台 |

3.2 机械(设备)结构
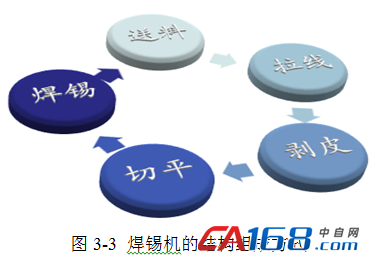
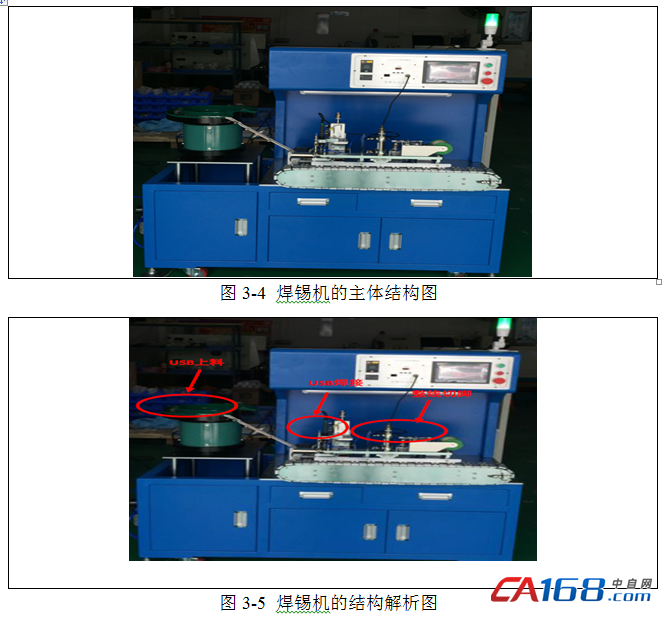
焊锡机的机械(设备)结构主要由五个机械模块功能部分组成,分别是震动盘送料、拉线、剥皮、切平、焊锡等工作机构组成。这五个模块的运动控制功能既相互独立,又相互影响。该设备结构紧凑,焊锡定位具有速度快,精度高的特点。采用大功率恒温焊台,加温速度快,焊锡效果稳定,可以完全取代焊锡工人。焊锡机的结构组成方式如图3-3所示,整体(设备)结构如图3-4所示,整体(设备)结构(主要控制部件)解析如图3-5所示。
3.3 电气(原理)控制
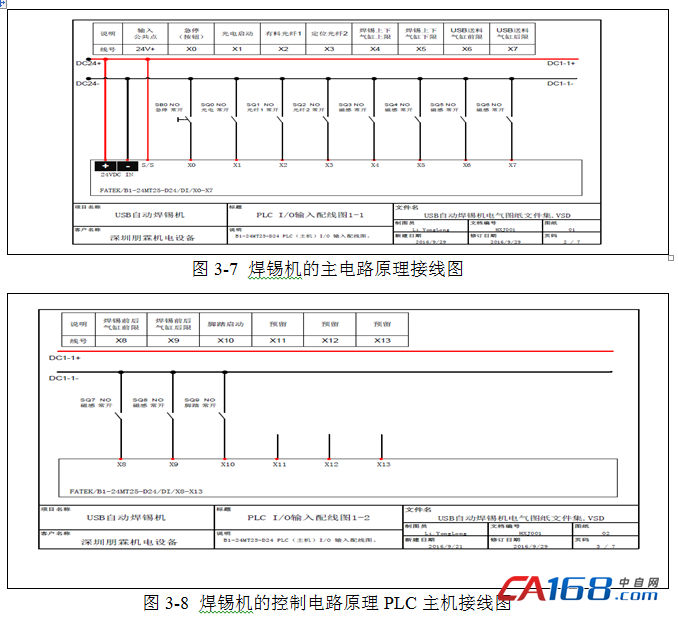
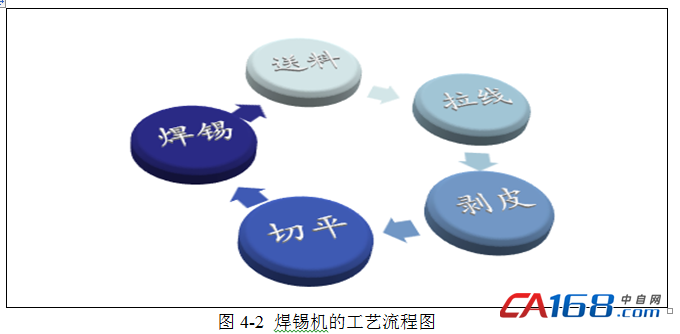
焊锡机的电气控制主要分为电气控制柜分布图和电气控制原理接线图两部分;其中电气控制原理接线图又包括了主电路控制接线图和PLC控制电路接线图。焊锡机的电气(原理)控制的组成方式如图3-6所示。
焊锡机的电气控制原理接线图包括了主电路控制接线图和PLC控制电路接线图。焊锡机的主控制电路接线原理图如图3-7所示,PLC接线原理图如图3-8所示。
焊锡机的电气控制中的电气控制柜分布图主要是对PLC、电源、、步进驱动器和继电器等电子元器件的布局以及分布安装位置进行了详细的规划。PLC的电气控制柜实际接线图如图3-9所示。

4 系统软件设计
焊锡机的系统软件设计主要包括三部分:流程(工艺&控制)控制、I/O点配置和程序设计;其中流程控制主要对工艺流程和控制流程进行了阐述说明,I/O点配置主要对PLC输入输出点配置进行了阐述说明,程序设计主要对PLC程序和HMI程序进行了阐述说明。焊锡机的系统软件设计架构图如图4-1所示。

4.1 工艺流程
根据生产需要和工艺要求,焊锡机的主要工艺为:送料、拉线、剥皮、切平、焊锡共5部分的工艺流程。焊锡机的工艺流程如图4-2所示。
4.2 控制流程
根据生产需要和工艺要求,USB自动焊锡机的主要工艺为:前端动作和后端动作;其中前端动作包括:拉线前后气缸ON、上顶气缸ON、下压气缸ON、拉线前后气缸OFF、破皮吹气;后端动作包括:皮带光纤定位(皮带脉冲定位)、USB送料气缸ON、USB送料气缸OFF、焊锡前后气缸ON、护线气缸ON、步进送锡、焊锡上下气缸ON、焊锡(退锡)、焊锡上下气缸OFF、焊锡前后&护线气缸OFF、焊锡吹气。
4.3 PLC I/O点配置
根据焊锡机的工艺流程和控制流程的具体要求,进行了永宏PLC程序I/O点配置。焊锡机的永宏PLC输入点配置如表4-1所示,输出点配置表如表4-2所示。
表4-1 焊锡机PLC输入点配置表
|
PLC输入点配置 |
|||
|
PLC主机 |
|||
|
编号 |
批注 |
编号 |
批注 |
|
X0 |
急停 |
|
|
|
X1 |
光电启动 |
|
|
|
X2 |
有料光钎1 |
|
|
|
X3 |
定位光钎2 |
|
|
|
X4 |
焊锡上下气缸上限 |
|
|
|
X5 |
焊锡上下气缸下限 |
|
|
|
X6 |
USB送料气缸前限 |
|
|
|
X7 |
USB送料气缸后限 |
|
|
|
X8 |
焊锡前后气缸前限 |
|
|
|
X9 |
焊锡前后气缸后限 |
|
|
|
X10 |
脚踏启动 |
|
|
|
… |
… |
… |
… |
表4-2 焊锡机PLC输出点配置表
|
PLC输出点配置 |
|||
|
PLC主机 |
|||
|
编号 |
批注 |
编号 |
批注 |
|
Y0 |
皮带步进脉冲 |
Y11 |
焊锡上下气缸 |
|
Y1 |
皮带步进方向 |
Y12 |
焊锡前后气缸 |
|
Y2 |
送锡步进脉冲 |
Y13 |
USB送料气缸 |
|
Y3 |
送锡步进方向 |
Y14 |
护线气缸 |
|
Y4 |
工作灯(绿色) |
Y15 |
上顶气缸 |
|
Y5 |
停止灯(红色) |
Y16 |
下压气缸 |
|
Y6 |
蜂鸣器(报警) |
Y17 |
拉线前后气缸 |
|
Y7 |
预留 |
|
|
|
Y8 |
预留 |
|
|
|
Y9 |
吹气1(电磁阀) |
|
|
|
Y10 |
吹气2(电磁阀) |
|
|
|
… |
… |
… |
… |
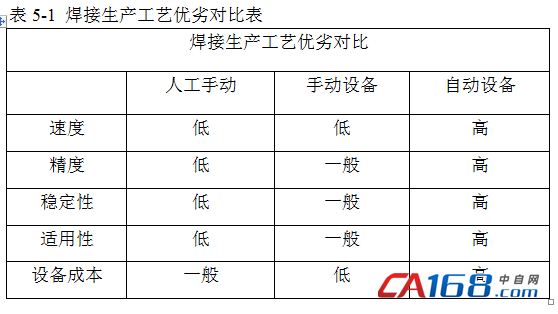
4.4 程序区块划分
在进行焊锡机的PLC整体程序设计和规划时,通过WinProladder编程软件的主程序区,将不同功能的参数设置程序、控制动作程序和报警输出程序等划分成不同的主程序区块和子程序区块,以便更加实时高效的对主程序和子程序进行控制管理及现场调试。USB自动焊锡机的主程序区块和子程序区块划分如图4-4所示。
4.5 参数设置程序
在进行焊锡机的PLC整体程序设计和规划时,参数设置程序采用的是永宏PLC【FUN 141(伺服参数设置)】指令来对底纸给纸伺服的相关参数进行设置,将脉冲输出的最高速度设定为50KHz,加减速时间设置为500ms;采用永宏PLC的参数设置指令既可以完成参数设置程序的编辑,为程序编辑和调试者提供了极大的方便。
4.6 主体控制程序
在进行焊锡机的PLC整体程序设计和规划时,永宏PLC主体控制程序主要包括送料、拉线、剥皮、切平、焊锡等;每个控制程序都担负着不同的控制功能和用途,控制程序之间既相互影响,
5 结束语
通过现场调试,USB自动焊锡机具有结构简单、操作简单、便于维护、生产效率高、生产质量高等优点,可以减轻操作人员的劳动强度、提高工作效率、节约人工成本、改善生产环境,还提高了整条产线的自动化程度和生产效率。USB自动焊锡机在包装行业领域得到了越来越广泛的应用,以其高速度、高精度、高稳定性和很强的适用性,同时也得到了越来越多客户的认可。USB自动焊锡机与传统生产优势对比表如表5-1所示,USB自动焊锡机焊接实物如图5-1所示。

参考文献
[1] 永宏可编程控制器使用手册I和使用手册II.台湾永宏电机股份有限公司
[2] 永宏PLC编程软件使用手册.台湾永宏电机股份有限公司




共0条 [查看全部] 网友评论