


Abstract: Cement 3D printing technology is a new kind of digital construction technology. It
USES the principle of layered superposition of materials, and applies the computer to deal with
the size, shape and other relevant information of the building model. Its principle is generally
divided by the Z axis model contains information about 2 d layer of files, through the layer file to
generate the correct numerical control program, and controlled by external mechanical control
system according to the specified procedures built cement building motion path, it contains the
numerical control technology, computer technology and materials forming technology, is a kind of
material manufacturing technology. This paper describes the analysis and design of a cement 3D
printing system based on PLC.
Keywords: 3D printing PLC Additive Manufacturing
【中图分类号】TP271 【文献标识码】B 文章编号1606-5123(2017)11-0000-00
1 引言
随着科学技术的发展,人们对基础构件制造的操作难易、可靠性、速度、成本都有着更高的要求。但现有快速制造方法有着价格高昂、成本昂贵、对外部条件要求严格等诸多缺点。所以,3D打印快速成型技术,因为污染小、打印速度快、可制作方面全面、操作简单等诸多优点已成为现在快速制造业的热点。
2 国外建筑3D研究现状
建筑3D打印是由美国学者JosephPegna 在1997年最先提出的,它的定义是通过有选择的凝固建筑材料的逐层叠加的建筑方法[1]。轮廓工艺是加州大学教授Behrokh Khoshnevis在2001年提出的一种带有抹刀的喷嘴通过挤出打印材料实现建筑逐层叠加的3D打印技术。D-shape是英国Monolite公司于2007提出的,它是采用选择性粘合沙砾粉末等材料通过逐层叠加的方法生成建筑。混凝土打印是英国拉夫堡大学的Richard Buswell教授于2008 年提出的一种喷挤叠加混凝土的打印方法[2]。
2.1 轮廓工艺
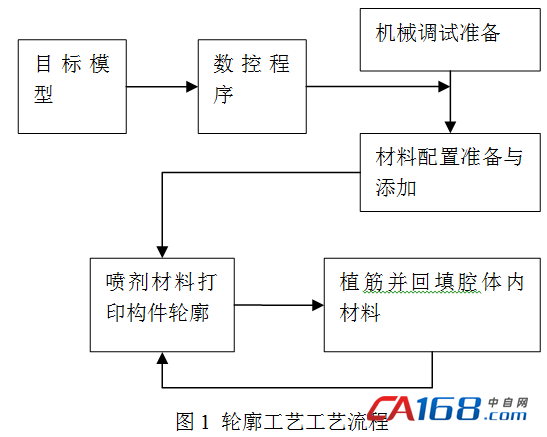
轮廓工艺的优点是为有抹刀来为构件形成平整光滑的表面,缺点是打印构件大小受设备限制整体性较差耗时较长[3]。
2.2 2D-shape
D-shape是英国 Monolite公司于2007提出的,它是采用选择性粘合沙砾粉末等材料通过逐层叠加的方法生成建筑。工艺如图2所示。
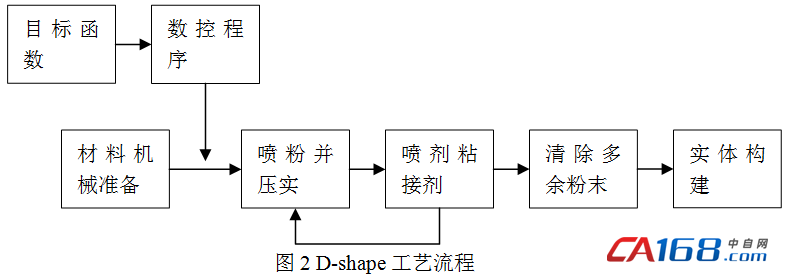
D-shape的优点有生成构件强度高、整体性好、污染浪费少等但他也有缺点:费用高打印时间长、构件大小受机械设备限制等[4]。
2.3 混凝土打印
混凝土打印是英国拉夫堡大学的Richard Buswell教授于2008年提出的一种喷挤叠加混凝土的打印方法,是基于混凝土喷挤叠加成型的技术。工艺如图3所示。

混凝土打印的优点是工艺简单、构件生成速度快、整体性较好,缺点是生成构件表面粗糙。
3 国内建筑3D研究现状
国内关于3D打印研究较晚,大体可以分成三类:以技术研究应用综述和相关理论为主的研究、关于材料分层叠加方法的研究、以建筑设计理论驱动的数字建造研究[5]。
3.1 理论研究
以技术研究应用综述和相关理论为主的研究中,同济大学的蒋正武教授等人对国内外3D打印技术进行了归纳总结、对原料软硬件配比打印工艺等的研究提供了方向[6]。同济大学土木工程学院的陶雨濛等人阐述了3D打印技术的发展和产品的主要特点,尤其对3D打印在土木建筑方向的应用进行了预测[7]。天津大学李志国等人对3D打印的施工操作材料性能工艺组合进行了研究[8]。武汉大学宋靖华等人根据打印材料的不同对3D进行了再次的分类[9]。
3.2 分层叠加方法研究
关于材料分层叠加方法的研究又分可为打印构件及材料的研究于软硬件系统及工艺的研发。清华大学的冯鹏等人以石膏为原材料,通过观测打印构件的性能于特征提出了多种相应的模型[10]。上海交通大学范诗建等人对磷酸盐水泥进行了研究,设计了适用于磷酸盐水泥的3D打印装置[11]。华中科技大学的
3.3 建筑设计研究
以建筑设计理论驱动的数字建造研究方面,湖南大学
4 打印工艺对比分析
建筑打印大致可分为三类:轮廓工艺、混凝土打印、D-Shape 它们都是使用材料分层叠加的原理的增材制造,但它们各自有各自的特点[16]。
首先,三种3D建筑打印技术适用打印件不同。D-shape 技术喷嘴小、打印厚度薄适用于高精度小型建筑异性建筑。混凝土打印喷嘴较大、打印厚度适中适用于中小型构件。轮廓工艺喷嘴最大打印速度最快单精度不高,具有抹刀用于抹平打印构件的表面,适用于大型建筑的打印。
其次,由于3D打印是从下向上的叠加建造过程,所以在材料未干的时候打印构件是否需要支撑,D-shape采用的是层层扑粉、选择性粘结,没有粘结的部分就可以起到支撑作用,对于大型打印构件可以在外部施加固定,等完全凝固再去除或者在内部植入钢筋的方法起到支撑作用。
5 建筑3D系统设计
本文介绍的是一种基于西门子S7-200小型PLC的水泥构件3D打印系统的分析与设计。该系统包括控制系统,XYZ轴系统,挤出系统,数据处理系统及关键算法等。
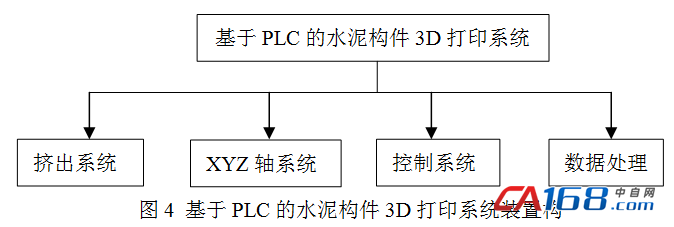
5.1 系统构成
基于PLC的水泥构件3D打印系统将建筑3D打印装置分为四个部分:挤出系统、XYZ 轴系统、控制系统和数据处理系统。控制系统用于控制各个设备单元的正常工作。XYZ 轴系统用于接收控制系统的指令,完成打印所需的指令的运动路径。挤出系统喷嘴以及将喷嘴和加入原料的设备,用于挤出水泥。数据处理系统用于处理数据。基于PLC的水泥构件3D打印系统装置构成如图4所示。
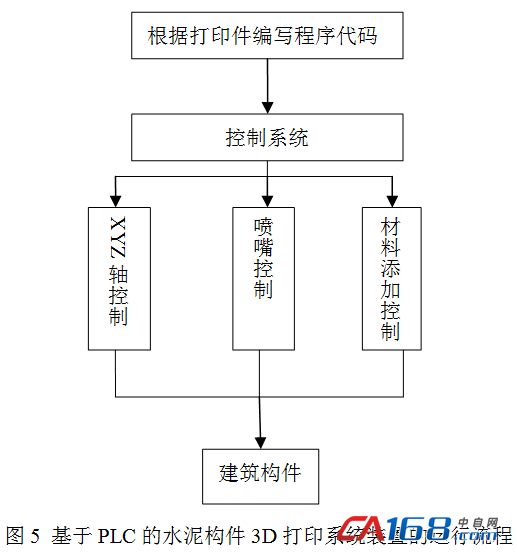
5.2 运行流程
基于PLC的水泥构件3D打印系统装置的运行流程如图5所示。首先,通过对打印件的要求编写出相应的数据程序,其次将程序导入控制系统中通过对XYZ轴、喷嘴与原材料添加系统的控制,达到水泥构件的3D打印。
5.3 控制系统功能设计
控制系统是基于3D打印的水泥构件系统的核心。它应具有以下功能:
(1)处理功能:本文采用PLC控制整个系统。通过与各个部分的交流达到3D打印的目的。
(2)外部输入功能:控制系统要接受外来的控制程序,就需要外部输入功能例如USB通信、蓝牙通信等。
(3)信号的处理:系统要对报警信号停止按钮限位开关等信号做出处理以保证安全数。
(4)人机交互界面:为使用户能更好的使用系统,良好的人际交流界面必不可少,它可以使用户更方便的的使用监控。
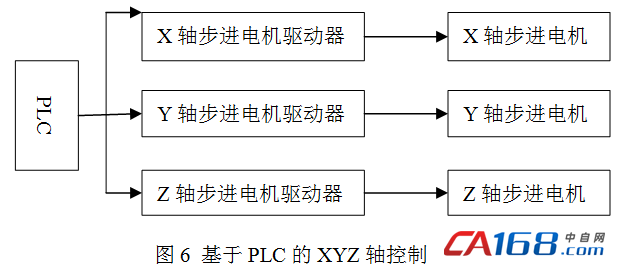
5.4 XYZ轴控制系统
XYZ轴控制是3D打印系统的基本,本文采用PLC驱动步进电机控制器驱动XYZ 轴的步进电机来完成喷嘴的运动如图6所示。
5.5 程序设计
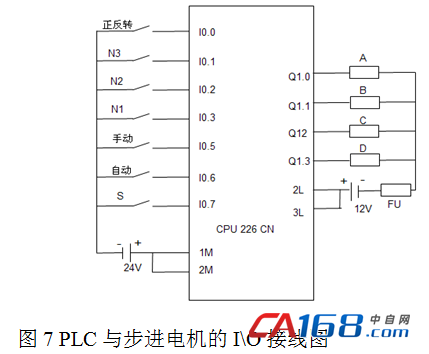
不同于常用的通过cad模型转化成STL模型或者BIM模型等通过软件处理三维模型生成数据的方法。本文打印构建简单,可以直接运用PLC编程方法生成数据程序。
西门子S7-200型PLC与步进电机的I/O接线图与接口定义如图7所示。
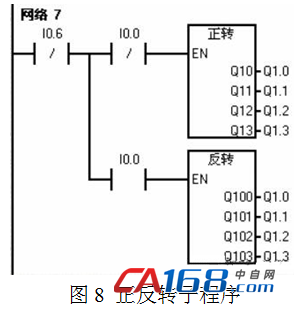
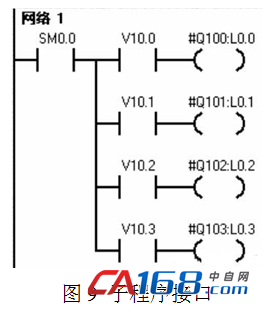
梯形图由主程序调用2个正反转子程序,子程序首先涉及接口,再用顺序指令环送电,分别如图8、图9所示。
6 结束语
水泥3D打印技术是一种新型的数字建造技术,它使用材料分层叠加的原理,是一种增材制造技术。本文通过对基于PLC的水泥构件的3D打印系统的分析与设计,表明该控制系统具有结构简单、价格适宜、操作容易等诸多优点,这在信息科技高度发达,人机交流界面日趋人性化的今天,有着深远的影响和实用意义,一定会就有广大的发展前景。
参考文献
[1]Pegna J.Exploratory investigation of solid freeform construction[J].Automation in Construction,1997,5( 5) :427-437.
[2]SoarR,Andreen D.The role of additive manufacturing and physiomimetic computational design for digital construction[J].Architectural Design,2012,82(2) :126-135.
[3]Lim S,Buswell R A,Le T Tetal. Developments inconstruction-scale additive manufacturing processes[J].Automation in Construction,2012,21: 262-268.
[4]Shapeways.3D Printing Buildings: Interview with Enrico Dini of D-Shape[EB/OL].[2009-04-22].http:\\www.shapeways.com\blog\archives/217-3D-printing-buildings-interview-with-Enrico-Dini-of-D_Shape.html.
[5]丁烈云,徐 捷,覃亚伟. 建筑3D打印数字建造技术研究应用综述[J].土木工程与管理学报2015,32(3):1-10,
[6]马敬畏,蒋正武,苏宇峰.3D打印混凝土技术的发展与展望[J].混凝土世界,2014,(7) :41-46.
[7]陶雨濛,张云峰,陈以一等.3D打印技术在土木工程中的应用展望[J].钢结构,2014,29(8): 1-8.
[8]李志国,陈 颖,简凡捷.3D 打印建筑材料相关概念辨析[J].天津建设科技,2014,24(3) : 8-12.
[9]宋靖华,胡欣.3D建筑打印研究综述[J].华中建筑,2015,(2):7-10.
[10]冯鹏,孟鑫淼,叶列平.具有层状结构的 3D打印树脂增强石膏硬化体的力学性能研究[J]. 建筑材料学报,2015,(2) :1-15.
[11]范诗建,杜骁,陈兵.磷酸盐水泥在 3D 打印技术中的应用研究[J].新型建筑材料,2015,(1): 1-4.
[12]Ding L,Wei R,Che H.Development of a BIM-based automated construction system[J].Procedia Engineering,2014,85:123-131.
[13]胡骉,杜宇.基于工作营模式的数字建筑设计教学初探[J].新建筑,2012,(1) :28-33.
[14]袁烽,葛俩峰,韩力.从数字建造走向新材料时代[J].城市建筑,2011,(5):10-14.
[15]于雷.三维打印技术在建筑设计中的互为反馈作用[J].住区,2013,(6) :65-70.
[16]车海潮.一种基于挤出固化的建筑3D打印装置设计及验证.华中科技大学硕士学位论文.
作者简介
赵洪河 (1989-) 男 工学学士 研究生在读 研究方向:先进控制技术与系统方向




共0条 [查看全部] 网友评论