



Abstract: The mine pressure fan auto control system is proposed in this paper by using Siemens S7-300PLC and Profibus-DP fieldbus. It can real-time monitor the fan’s vibration such as flow, pressure, temperature, gas concentration and vibration etc. It also can achieve control functions of one touch start-stop and one touch rearrange.
Key words: PLC Profibus-DP Pressure fan
【中图分类号】TP273 【文献标识码】B 文章编号1606-5123(2017)11-0000-00
1 引言
矿井压风机作为煤矿安全生产最主要的运转设备之一,担负着井下众多设备的动力来源[1-2]。传统的矿井压风机处于人工监测和控制,不但操作困难而且数据还会缺少实时性、准确性,已不能适应现代化的矿业发展要求[3-4]。
本文以西门子S7-300PLC为控制核心,通过Profibus-DP现场总线实现了压风机组及冷却系统、风包系统的自动控制和综合保护,并结合先进的控制思想,实现设备优化运行,提高了压风机的安全性、可靠性与利用率,改善了工人的劳动环境,降低了工人的劳动强度,能够产生良好的经济效益和社会效益。
2 系统设计
2.1 系统需求分析
(1)实现压风机及相关冷却和气路系统阀门的自动联动控制,按程序执行启动/停止压风机操作,提高操作的准确性和安全性。
(2)控制系统具备就地手动/远方控制两种控制方式。压风机地面控制系统基于高性能的工控组态软件,能对压风机系统所有运转状态及故障信号进行动态显示和记录并生成运转报表,报表可自由查询和打印输出。通过授权,操作人员可以对井下压风机发出命令,控制压风机的启停。
(3)实现压风机网络监控功能,从而达到压风机房无人值守。
(4)参数设定:空气滤清器更换时间、油过滤器更换时间、油细分离器更换时间、调整电机与转换时间、空车过久时间、当前日期、当前时间、加载压力、卸载压力、排气温度报警参数、排气温度报警停机参数、极限压力设置、密码设置。
(5)风机工况检测自动控制系统可以完成对压力(包括压风机出风压力、风包压力、润滑油压力、冷却水进口压力)、温度(包括压风机出风温度、风包温度、冷却水出口温度)、震动、空压机总运转时间以及电气参数(包括电机温度、电流、电压、电机功率、日耗电量等)的连续在线检测功能,并提供压风机控制信号和风机与风网的正常匹配。
(6)在线测量与处理的压风机运行参数实时曲线图形显示,便于监视一小时内(或其它指定时间间隔)各种不同参数的变换趋势。
(7)在线测量与处理的压风机运行参数历史曲线图形显示和任意时刻的数据查询。
(8)在线测量和处理的压风机运行参数历史数据报表形式查询显示和打印,便于值班人员打印值班报表、相关人员的定量研究分析和日常的压风安全技术管理。
(9)保护及报警显示。电机过载停机、电源逆相、缺相保护、排气高温跳车、超过最大工作压力安全阀动作(亦可设定为空压机停机)、空气过滤器堵塞报警、油过滤器堵塞报警、油细分离器堵塞报警。
(10)故障诊断与分析功能。
2.2 系统原理设计
系统由压力及温度检测传感器、PLC控制柜、带触摸屏的西门子PLC S7-300及模拟量输入模块数字量输出模块、西门子S7-300以太网模块等组成。采用集中管理、分散控制系统结构。整个系统分为三层,即现场测量控制层,中央管理层和远程监控层。详细组成参见图1所示。
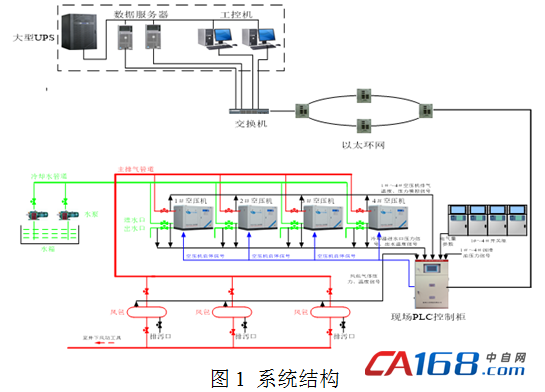
现场测量控制层由各类测量模块以及传感器、变送器及执行机构组成,是控制系统最前端的测量元件及执行器部分,主要完成现场数据的采集、处理及控制;中央管理层和远程监控层由监控主机组成,它与现场控制层通过现场总线相连,动态监控现场设备运行状况和监测数据的采集,并向现场设备发出控制指令,控制系统运行;并通过在以太网上利用TCP/IP协议与其他系统通信,并传递现场设备的监测信息。
中央管理层和现场控制层的现场总线为Profibus-DP总线,Profibus是唯一全集成H1(过程)和H2(工厂自动化)的现场总线解决方案,是一种国际化的、不依赖于设备制造商的开放式现场总线标准。它广泛应用于制造业自动化、流程工业自动化、楼宇自动化以及交通、电力等其他自动化领域。采用Profibus标准系统,不同制造商所生产的设备不需对其接口进行特别调整就可通信,Profibus可用于高速并对时间有苛刻要求的数据传输,也可用于大范围的复杂通信场合。
3 PLC软件设计
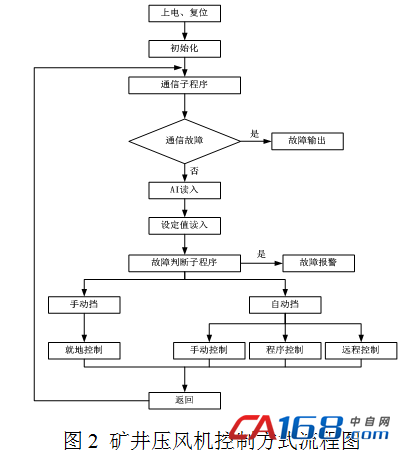
压风机监控系统的程序设计主要包括:风机启停控制、数据的采集处理以及故障的报警处理等。压风机的启动和停止控制中采用的控制方式是就地的手动控制和PLC与上位机完成的自动控制。手动控制是在监控系统的控制功能被限制的情况下,由相关的技术人员亲自进行手动操作。与手动控制不同,自动控制是首先要求上位机向下发出指令,PLC接收指令后结合其内部的逻辑程序,最终完成对压风机的自动控制。这两种控制模式的相互切换是由矿井压风机集控柜上的转换开关完成的,并且这两种模式之间是互锁的关系。图2为矿井压风机控制方式流程图。
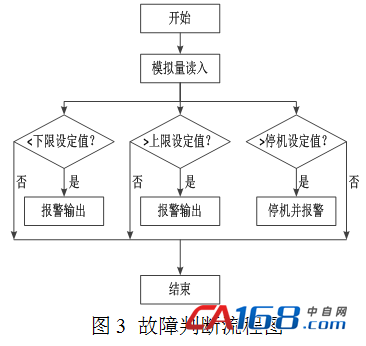
为了能够准确了解系统的运行状况,同时可以对系统出现的异常情况进行快速处理,因此在程序中必须进行参数异常值得判读和报警。其程序流程图如图3所示。
4 MCGS组态设计
本文所采用的是北京昆仑通态自动化软件科技有限公司研发的MCGS组态软件,该软件是基于Windows平台的,用于快速构成和生成上位机监控系统的组态软件,它可以对现场的数据进行采集与监测、前端数据的处理与控制。
触摸屏和上位机部分界面如图4所示。

5 结束语
本文介绍了基于西门子PLC和Profibus-DP总线的矿井压风机在线监控系统。系统能够实现压风机各种执行机构的自动控制,实时监测压风机各种关键参数,同时具备故障报警功能。本系统具有结构简单、可靠性高、功能齐全等特点,其应用能够大大提高矿井压风机运行的安全可靠性,亦可作为数字化智慧矿山的重要组成部分,具有良好的推广性。
参考文献
[1]吕瑞腾,查守华.基于PLC的煤矿压风机自动控制系统研究与应用[J].山东工业技术, 2017(17):90-90.
[2]张大伟.基于PLC的煤矿压风机智能监控系统[J].矿山机械, 2015(2):142-144.
[3]张建荣,ZHANGJian-rong.基于Modbus通信方式的煤矿压风机集控系统优化研究[J]. 煤炭技术, 2015, 34(7):218-220.
[4]槐利,谭一川,程玉龙.基于PLC的煤矿压风机自动控制系统[J].工矿自动化,2012, 38(4):13-16.
作者简介
张红卫 (1975-) 男 工程师 研究方向:工业装备工程领域






共0条 [查看全部] 网友评论