


Abstract: This paper designed a device to detect the appearance parameters of the temperature controller based on machine vision, which realized the detection of the coding of temperature controller, the length and asymmetry of insulating paper and the parameters of the claw. We used iterative method to ascertain the binarization threshold and Canny algorithm to realize the image’s edge detection. then, the pixel coordinate of the image could be extracted to realize the appearance detection. Experiments show that the detection rate of defective products is 100%, while the false drop rate of accepted products is lower than 0.26%.
Key words: Temperature controller Appearance detection Machine vision Image processin
【中图分类号】TN957.52 【文献标识码】B 文章编号1606-5123(2017)11-0000-00
1 引言
机器视觉技术在近几十年里得到了极大的发展,工业外观检测中采用该项技术,可以极大的提升工业生产的自动化程度,现已成为工业产品检测的发展方向。目前,温控器器件趋于小型化,传统的外观质量检测采用人工检测方法,检测的效率极低,容易受操作人员主观因素的干扰。采用人工检测来检测产品的外观容易对产品造成漏检,因为肉眼不能够辨别出产品表面的细小差别,不能够确保其检测的准确性。机器视觉能够实现产品的检测、识别、测量,可以辨别产品是否合格。视觉检测系统具有非接触性好、准确性高、可长时间工作优点。机器视觉检测无论是从精确度、速度,还是长期可靠性等方面,和人工检测比较,都有明显优势,综合效率是人工检测的10倍以上。针对现有传统检测方法的不足,设计了一种基于机器视觉的温度控制器的外观、形状、尺寸和引脚长度检测装置。
2 系统的硬件构成
系统的硬件构成如图1所示。
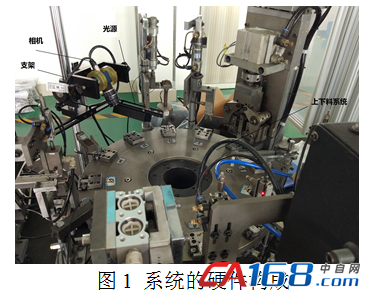
整个产品外观检测系统应包括机器视觉系统、产品传输系统。机器视觉系统负责图像的采集、分析、处理。产品传输系统负责产品上下料、正品次品的分拣,系统由计算机、CCD相机、镜头、光源、支架组成。计算机采用研华工控机ppc-3120,具有体积小,功耗低,性能稳定特点。
CCD相机选用大恒科技水星系列相机MER-231
3 温控器外观检测关键技术
针对产品外观检测,需要利用图像处理技术把关键参数从图像背景中分离出来,以便后续的处理与分析,工业零件的外观常用像素坐标和几何图形描述,系统采用与图像轮廓、尺寸相关的检测方法实现温控器外观特征参数的提取。在软件设计中引用OpenCV软件库,该软件提供了图像处理与机器视觉检测的许多通用算法。可用于实时检测识别软件的开发。
3.1图像二值化
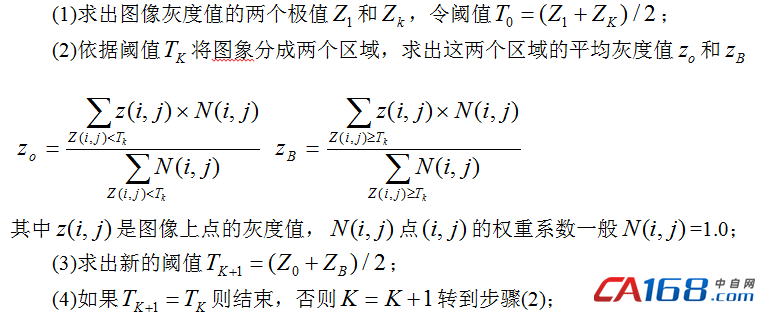
灰度图像在经过二值化以后就可以得到黑白图像。阈值可以由用户自己设定或者选择算法来生成合适的阈值,若图像中点的像素的灰度值比该阈值小,说明该点像素的灰度值是0,表示该像素点属于背景,反之则为目标物体。二值化的处理过程实际上是将被测目标![]() 区分成目标物体与背景两部分。阈值法是一种最常见的图像阈值分割方法,温控器产品图像与背景图像的灰度值差别很大,其直方图是双峰的,可采用阈值方法来分割。采用迭代法求阈值。采用双峰间波谷的灰度值作为阈值,可实现区域分割。具体算法如下:
区分成目标物体与背景两部分。阈值法是一种最常见的图像阈值分割方法,温控器产品图像与背景图像的灰度值差别很大,其直方图是双峰的,可采用阈值方法来分割。采用迭代法求阈值。采用双峰间波谷的灰度值作为阈值,可实现区域分割。具体算法如下:
经比较,对于双峰明显的图像,迭代方法效果较好。采用迭代法实现图像的二值化,阈值分割算法可以较好地将待识别图形从背景分割出来。OpenCV可以实现系统图像实现二值化。函数原型为threshold(InputArray scr,OutputArray dts, double thrseh) ;第一个参数和第二个参数分别表示的是原始图像(scr)和处理后的二值图像(dts);thrseh是阈值。
3.2边缘检测
图像的边界中包含了大量的特征信息,是图像检测识别过程中重要数据。图像中最先被测出来的是一些不连续特征点,再把这些点的像素组成一个完整的边界。边缘检测算子一般使用卷积运算的方式来计算,把图像中像素都进行了量化。要检测图像不同方向上的边缘,则需要采用固定的边缘检测模板。Canny算法采用能够显示特定部位的函数方式,具有失败率低、高定位性和最小响应的特点,符合系统要求。算法步骤如下:
(1)消除噪声。使用平滑滤波器来进行卷积运算能够减低图像中的噪声干扰。
(2)计算梯度幅值和方向
(a)采用卷积的运算矩阵(x、y两方向进行计算)
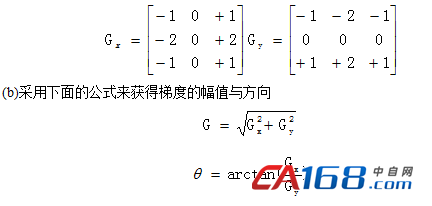
(3)抑制梯度中幅值的极大值。这就排除了非边界的像素点,只显示了一些细线条。
函数原型为canny(const CvArr*image,CvArr*edges,double threshold1,double threshold2,int aperture-size=3),其中第一个参数是输入图像,应该是单通道的灰度图像;第二个参数指的是输出的边缘图像,是单通道的黑白二值图像;第三和第四个值表示的是Canny算法中的高低阈值参数;第五个参数指的是Sobel算子的大小。
4 系统软件设计
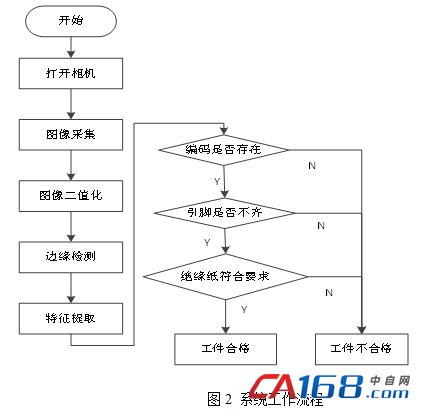
在软件设计中引用OpenCV软件库,该软件提供了图像处理与机器视觉检测的许多通用算法。可用于开发实时的图像处理、机器视觉和检测识别等。本系统软件部分主要用OpenCV来对图像进行二值化、边缘检测、特征提取与工件检测识别等操作过程。系统的工作流程如图2所示。
相机初始化完毕后,打开设备,选择采集方式,采集方式的选择主要是判断触发源是软触发还是外触发,触发方式是ON/OFF,ON表示触发信号有效,OFF表示触发方式无效。系统采用软触发,触发方式设置为ON。计算机存储的图像是bmp格式, OpenCV的图像数据存储在IplImage指针中,采用OpenCV的HighGUI(高层GUI图形用户界面)库中的cvLoadImage()函数,该将图像的数据信息载入。图像载入后对图像实现二值化、边缘检测、提取图像特征,实现温控器外观参数的测试。温控器芯片要检测编码位置、引脚和绝缘纸三方面,就要提取出代表这三方面的特征点的位置信息,并在图中把它们表示出来。如图3所示。

参见图3所示,1234和5678构成的特征区域表示的是温控器芯片的绝缘纸所在的位置。芯片上的编码在其中间位置。而6和9、8和10则表示的是温控器芯片的两个引脚位置。要表示出工件上的这些特征点,要先确定工件在图像中的位置,之后再来确定各个特征点的位置坐标。要把每个特征点都表示出来。首先需要找到最上端row、最下端row2、最左端col和最右端col2这四个特征点的位置坐标。最上端特征点坐标需要搜索窗口从上往下移动,统计窗口中像素的个数。当满足一定的阈值时则判定到达了边界,记录下该点的坐标,该点就是要找的最上端的坐标。其余三点坐标位置的寻找方法与最上端坐标寻找方法一致。工件上其余坐标点的位置可以根据工件中各部分的所占比重来计算,得到其他端点坐标的大致位置。最终实现的系统界面如图4所示。
将外壳擦伤、编码错误、长短爪、绝缘纸不对称、爬电距离小于2mm等不良品分别收集80只,分为5组,每组不良品80只(各类不良20只)。将5组不良品随机放入已经人工检验合格的5个批次产品中。使用视觉终检系统对5个批次的产品进行检测,结果如表1所示。
表1 分批测试结果
|
|
第一批 |
第二批 |
第三批 |
第四批 |
第五批 |
|
投料数量 |
2105 |
2008 |
2220 |
2100 |
2190 |
|
良品检出数量 |
2024 |
1928 |
2140 |
2020 |
2110 |
|
不良品检出数量 |
81 |
80 |
80 |
80 |
80 |
|
不良品检测准确率 |
100% |
100% |
100% |
100% |
100% |
根据表1,不良品检出率100% ,其中第一批投料产品中,投入的合格品中有一只长短爪产品人工检验未检出。设备初试合格后,生产线进行批量生产检测,经过1个月的批量生产,测试数据如表2 所示。
表2 月产测试结果
|
|
投料数量 |
良品 |
不良品 |
|
视觉终 检系统 |
1214212 |
1208501 |
5711 |
在使用视觉终检系统检测的同时,安排人工对系统产出的良品和不良品分别进行100%复检。良品中未发现不良品;系统检出不良品中发现15只良品,误检良品主要是长短爪辨识错误,将合格品误检为不良品,误检品占不良品比率为0.26%。设备检测准确率高于99.5%。
5 结束语
项目实现了对温控器外观参数的检测。试验结果表明,系统的不良品检出率为100%,良品误检率低于0.26%,该系统通用兼容性强,升级简便,采用模块化定制,可以在不增加硬件的基础上,根据需要添加其他外观品质参数的检测功能,如校准点位置、产品混料等。
参考文献
[1]韩九强.机器视觉技术与应用[M].北京:高等教育出版社,2009.
[2]郭晖,陈光.基于OpenCV的视频图像处理应用研究[J].微型机与应用,2010,(21):14-16,20.
[3]唐字慧,杨敏,刘其洪.基于机器视觉的机械零件直线边缘精确检测[J].机床与液压,2004(12):188-189.
[4]刘中坡,杜宝江,张杰.基于机器视觉的零件尺寸自动测量系统[J].精密制造与自动化,2006,(2):47-49.
[5]查英,刘铁根,杜东.图像识别技术在零件装配自动识别中的应用[J].计算机工程,2006,32 (10):178-185.
[6]张萍,朱政红.机器视觉技术及其在机械自动化中的应用[J].合肥工业大学学报(自然科学版),2007,30(10):1292-1295.
作者简介
徐顺清 (1981-) 男 工学硕士 讲师 研究方向:检测技术与自动化装置




共0条 [查看全部] 网友评论