


Abstract: This paper mainly introduces the application of FATEK PLC in lithium battery on the aluminum plastic film forming machine. The device mainly realizes the aluminum-plastic film forming and cutting operation. The equipment mainly consists of unwinding feeding parts, stamping parts and cutting parts; The torque servo adopts the position torque double mode switch to realize the controllable and efficient operation of torque. The system has the lack of material detection, open the door detection, servo anomaly detection alarm device, not only to protect the safety of equipment, but also reduce the waste of materials.Using the FBS series PLC and HF series touch screen, we can achieve a simple and efficient control.
Key words: FATEK PLC Aluminum plastic film Forming machine
【中图分类号】{TS943.56+1} 【文献标识码】B 文章编号1606-5123(2018)01-0000-00
1 引言
铝塑膜成型机是锂离子电池铝塑膜包装膜的自动成型设备,可实现从包装膜卷材到单个成型包装膜的自动化操作。近年来锂电池行业发展迅速也带动了相关的产业设备发展。
根据国家统计局数据,2015年全国锂离子电池行业累计完成销售收入4474亿元,同比增长5%。主要产品是锂电池企业收入2030亿元。占到行业45%,镍氢电池行业收入430亿元,占到10%;其他电池行业占到45%。锂电池行业的收入增速20%是最高的,碘酸等其他电池行业的而收入下降7%。从电池行业的成本看,成本压力较小,锂电池的成本增长慢于收入增长两个百分点;镍氢电池的也是稍慢,铅酸等其他电池的成本下降快于收入下降1个点。行业运行状态总体很好。
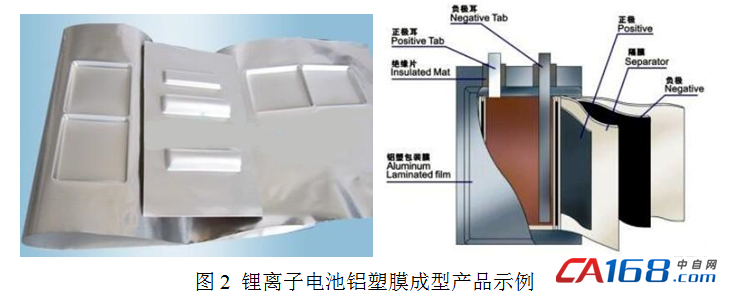
用于锂离子电池铝塑膜成型机设备图片如图1所示。锂离子电池铝塑膜成型机生产产品示例如图2所示。

2 系统设计方案
2.1 方案背景
设备主要包括六个部分:自动放料、穿刺、冲压成型、压紧、自动送料、裁切。电控系统核心部件为冲压成型伺服/送料伺服/顶料伺服辅以刀架步进与修边步进。多轴应用伺服以适应较宽范围的产品尺寸,且保证准确的送料断切长度;冲压成型部份选用带扭矩到达信号输出的伺服连接模具,操作方便,精度准确;生产不同尺寸的产品只需要更换模具;断切部采用步进电机连接丝杆,气缸带动切刀动作。
目前市场上主要的控制系统是PLC+伺服的方式,但是成型冲压部分多采用液压控制,控制精度较低。PLC主要有三菱,台达等,HMI主要有维纶通,台达等。综合比较后,永宏FBS系列PLC+HU触摸屏+扭矩伺服的成套方案在性能和功能上较其他产品方案有优势。
2.2 客户需求
根据客户要求,单机共计有5轴NC控制,其中刀架步进与裁刀步进可通过外部切换实现。工作时送料伺服自动送料,长度OK后压紧并穿刺,扭矩伺服压下,扭矩到达压紧后顶升伺服上升完成成型动作,各部分回位后拉料送出并进行裁断。对于不同规格的产品其需要的扭矩值是不同的,客户需要扭矩限制值(即扭矩到达信号反馈出来时刻的扭矩值)触摸屏上可调整。铝塑膜成型机具体功能要求如表1所示。
表1 铝塑膜成型机具体功能要求
|
要求1 |
单机PLC控制五轴定位,两步进切换使用同一轴。 |
|
要求2 |
手动可点动调机各执行机构。 |
|
要求3 |
各轴伺服行程可据需自由设定。 |
|
要求4 |
刀架移动采用增量式,输入数值点击方向则对应动作。 |
|
要求5 |
开门侦测/伺服报警/雌磺/行程超限等完善报警保护。 |
|
要求6 |
当班产量可设定,完成后自动停机。 |
|
要求7 |
系统可单步运行/连续运行,二者工艺动作不同。 |
2.3 解决方案
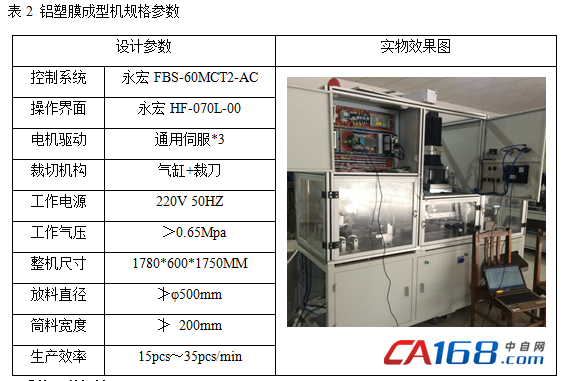
铝塑膜成型机的核心控制系统是永宏FBS-60MCT2-AC主机+FBS-2DA模拟量输出控制器;搭配永宏7寸HF-070L-00触摸屏作操作控制。传动控制系统由伺服、步进、丝杆、皮带轮等构成;设备应用还包括了外围的接近开关、磁性开关,以及开关按钮等元器件。铝塑膜成型机规格参数如表2所示。
3 系统硬件设计
3.1 硬件配置
设备核心主要由拉料/冲压/裁切三大部分组成。其中冲压部分由上下两个伺服来完成,上部的扭力伺服将材料压得足够实后下部顶料伺服往上冲压实现成型。铝塑膜成型机硬件配置如表3所示。硬件配置原理如图3所示。
表3 铝塑膜成型机硬件配置
|
硬件明细表 |
|
|
永宏PLC主机 |
FBS-60MCT2-AC 1台 |
|
永宏PLC扩展 |
FBS-2DA 1台 |
|
永宏触摸屏 |
HF |
|
伺服 |
3套 |
|
57步进 |
2套 |
|
传感器 |
若干 |
|
电气部件 |
若干 |
|
机械部件 |
若干 |

3.2 机械结构
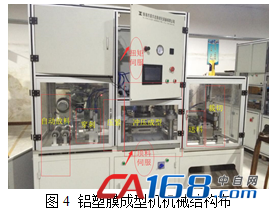
铝塑膜成型机主要由自动放料、穿刺、冲压成型、压紧、自动送料、裁切六部分组成,
铝塑膜成型机机械结构如图4所示。
3.3 电气控制
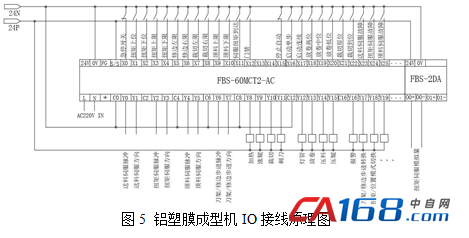
铝塑膜成型机的核心控制系统是永宏FBS-60MCT2-AC控制器,通过FBS-2DA模块输出电压控制伺服扭矩;搭配永宏7寸HF-070L-00触摸屏作操控。PLC接线如图5所示,电气控制柜电装如图6所示。

4 软件设计
4.1 工艺流程
设备工艺流程具体如下:设备开机,各轴伺服回原点,选择连续/单步模式工作。连续模式,扭矩伺服下压,扭矩到达后顶料上升,冲压完成后送料伺服定长送料,裁刀跟进切片,裁刀回退切断。单步模式,送料伺服定长送料,裁刀跟进切片,裁刀回退切断,而后扭矩伺服下压,扭矩到达后顶料上升,冲压完成。控制流程如图7所示。

4.2 PLC I/O点配置
根据设备工艺流程和控制流程要求,进行了永宏PLC程序I/O点配置;永宏PLC输入输出点配置如表4所示。
表4 铝塑膜成型机I/O点配置表
|
解决方案&I/O配置表 |
|||
|
输入点配置表 |
输出点配置表 |
||
|
编号 |
批注 |
编号 |
批注 |
|
X0 |
急停开关 |
Y0 |
送料伺服脉冲 |
|
X1 |
扭矩下位 |
Y1 |
送料伺服方向 |
|
X2 |
启动单步 |
Y2 |
扭矩伺服脉冲 |
|
X3 |
送料伺服报警 |
Y3 |
扭矩伺服方向 |
|
X4 |
启动连续 |
Y4 |
顶料伺服脉冲 |
|
X5 |
扭矩上位 |
Y5 |
顶料伺服方向 |
|
X6 |
门禁 |
Y6 |
刀架/修边脉冲 |
|
X7 |
停止自动 |
Y7 |
刀架/修边方向 |
|
X8 |
顶料下限 |
Y8 |
加热 |
|
X9 |
修边左限 |
Y9 |
涨辊 |
|
X10 |
放卷高位 |
Y10 |
裁刀 |
|
X11 |
放卷中位 |
Y11 |
备用 |
|
X12 |
放卷低位 |
Y12 |
刺刀 |
|
X13 |
裁切气缸到位 |
Y13 |
灯管 |
|
X14 |
修边右限 |
Y14 |
放卷 |
|
X15 |
裁切右限 |
Y15 |
压料松 |
|
X16 |
裁切左限 |
Y16 |
压辊 |
|
X17 |
扭矩下限 |
Y17 |
报警 |
|
X18 |
备用 |
Y18 |
位置/扭矩转换 |
|
X19 |
备用 |
Y19 |
备用 |
|
X20 |
顶料上限 |
Y20 |
备用 |
|
X21 |
伺服扭矩到达 |
Y21 |
扭矩刹车释放 |
|
X22 |
顶料伺服报警 |
Y22 |
备用 |
|
X23 |
备用 |
Y23 |
刀架/修边转换 |
|
X24 |
裁切气缸原位 |
Y24 |
备用 |
|
X25 |
扭矩伺服报警 |
Y25 |
备用 |
|
X26 |
扭矩上限 |
|
|
|
X27 |
备用 |
|
|
5 永宏PLC功能指令应用
5.1 NC定位控制
FATEK-PLC将目前市售专用的NC定位控制器功能整合在FATEK-PLC内部SoC芯片内,免除PLC与专用NC定位控制器间的繁杂的数据交换与链接程序外,更大幅降低整体成本,为使用者提供一价廉质优、简易方便的PLC整合NC定位控制器的答案。
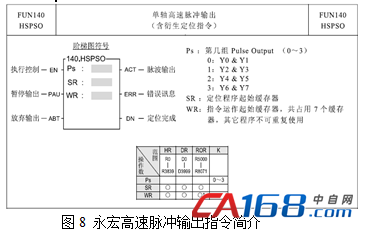
FBS-60MCT2-AC主机可控制4轴的定位运动,速度高达200KHz;完全胜任控制步进作定位控制之需求。在软件内规划好I/O组态后,只需通过永宏PLC的FUN140功能指令,即可实现NC定位控制。永宏PLC的NC定位指令简单易懂,采用填表格的形式,输入每一步的定位速度、方向、行程、切换条件等参数,即可实现伺服精准控制。永宏高速脉冲输出指令简介如图8所示。
5.2 伺服扭矩控制
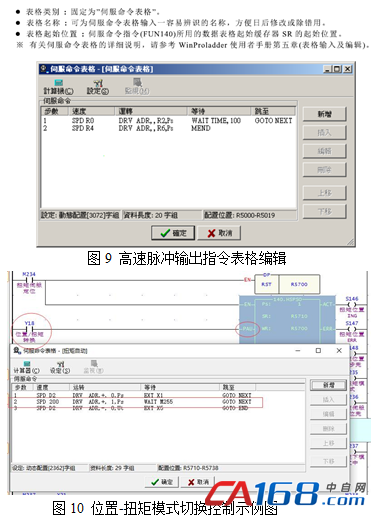
扭矩伺服接触产品前与离开产品后均采用位置控制,速度可调控制。将伺服规划为位置-扭矩模式,通过外部IO点切换伺服的工作模式,结合逻辑程序实现简单高效控制。位置-扭矩模式切换控制示例如图9所示,位置-扭矩模式切换控制示例如图10所示。
5.3 HMI画面设计
如图11所示。
6 结束语
通过现场调试,铝塑膜成型机的工艺动作均已完善,功能要求满足客户需求,产品加工效果与效率均符合客户要求。调试运行产能可达1200 个/每小时,解放劳动力的同时提升了客户产能与经济效益。
参考文献
[1]台湾永宏电机股份有限公司.永宏可编程控制器使用手册I 和使用手册II.
[2]台湾永宏电机股份有限公司.永宏PLC编程软件使用手册.




共0条 [查看全部] 网友评论