


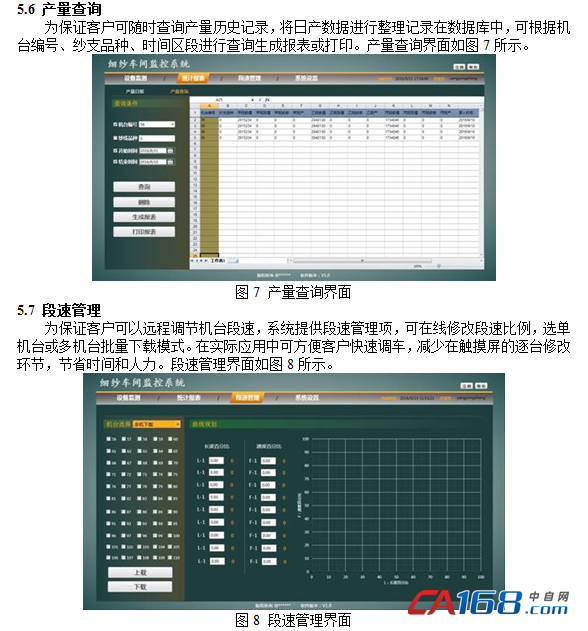
1 前言
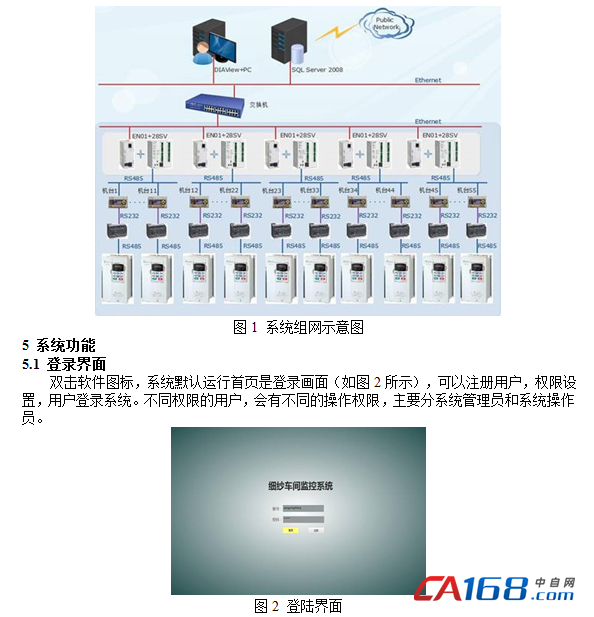
纺纱生产中,由于用到的细纱工序机台数量大、用工多、管理复杂,因而提高细纱车间的管理信息化程度、减少用工已经成为纺织企业目前重要关注点。台达为某纺纱厂细纱车间提供新的监控系统方案,藉由原台达四行文本型PLC一体机TP04系列、可编程控制器(PLC)DVP-32ES系列及变频器组合为基础,通过5组TP04系列、DVP-28SV系列PLC与EN01模块进行组网,上位机则采用台达DIAView SCADA工业组态软件实现组态,通过SQL Server数据库进行数据管理,建立细纱车间的全方位监控系统,实现生产所需的用户管理、运行监控、工艺监测、报警信息、生产日报、产量查询、段速管理等功能项。
2 客户分析
客户主营业务为生产6-120支高中低系列优质棉纱,细纱车间总计9.6万锭,环锭纺细纱机110台车,共生产6-10个棉纱品种,采用3班2运转的生产方式。
细纱车间属于传统劳动密集型工序,该工序对机台设备运行状况、工艺执行情况的巡检以及报警信息、产量数据的统计均使用大量用工。随着招工难、用工成本上升、市场对产品质量要求提高等多种因素出现,促使细纱工序加快从传统的管理模式向智能化、信息化管理转变,从而降低运营成本,同时保障生产效率、产品质量。为此,客户提出建设细纱车间监控系统作为试验点,向实现智慧化管理迈出重要的一步。同时,台达作为该系统的开发者,也为后续MES制造执行系统的导入拓展奠定基础。
3 系统功能需求
台达细纱车间监控系统依客户实际管理需求,提供以下功能,其监控内容如表1所示。
(1)机台运转状态实时监控;
(2)单机台报警信息实时监控,报警历史信息查询;
(3)机台运行工艺信息实时监控,在线远程更改九段速曲线参数;
(4)日产量报表自动按时统计,生产报表,可导出、保存、打印、查询;
(5)产量信息自动排队存入数服务器据库中,可查询、导出、打印;
(6)在线设定机台排班轮转顺序,产量按照排班自动调换生成报表。
表1 系统监控内容
|
设备运行状态 |
工艺参数 |
产量信息 |
|||||
|
1 |
运行生产 |
1 |
设定频率 |
24 |
L-1 |
1 |
自动换班 |
|
2 |
过程落纱 |
2 |
输出频率 |
25 |
L-2 |
2 |
轮班方式 |
|
3 |
过程停车 |
3 |
主轴转速 |
26 |
L-3 |
3 |
已纺长度 |
|
4 |
运行流程 |
4 |
前罗拉转速 |
27 |
L-4 |
4 |
剩余长度 |
|
5 |
输出电流 |
5 |
后罗拉转速 |
28 |
L-5 |
5 |
运行时间 |
|
6 |
输出电压 |
6 |
锭速 |
29 |
L-6 |
6 |
班产前值 |
|
7 |
报警 |
7 |
牵伸倍数 |
30 |
L-7 |
7 |
当班产值 |
|
|
|
8 |
细纱号数 |
31 |
L-8 |
8 |
甲班产量 |
|
|
|
9 |
细纱支数 |
32 |
L-9 |
9 |
乙班产量 |
|
报警信息 |
10 |
回潮率 |
33 |
F-1 |
10 |
丙班产量 |
|
|
1 |
后罗拉转速异常 |
11 |
捻度 |
34 |
F-2 |
11 |
丁班产量 |
|
2 |
前罗拉转速异常 |
12 |
粗纱定量 |
35 |
F-3 |
12 |
总产量 |
|
3 |
主轴转速异常 |
13 |
修正系数 |
36 |
F-4 |
13 |
班产清零 |
|
4 |
通讯瞬间故障 |
14 |
停车方式 |
37 |
F-5 |
14 |
总产清零 |
|
5 |
急停瞬间故障 |
15 |
锭盘直径 |
38 |
F-6 |
|
|
|
6 |
急停回路故障 |
16 |
滚盘直径 |
39 |
F-7 |
|
|
|
|
|
17 |
罗拉直径 |
40 |
F-8 |
|
|
|
|
|
18 |
满纱下板延时 |
41 |
F-9 |
|
|
|
|
|
19 |
停车制动延时 |
|
|
|
|
|
|
|
20 |
停主电机延时 |
|
|
|
|
|
|
|
21 |
吹吸风开启延时 |
|
|
|
|
|
|
|
22 |
吹吸风间歇延时 |
|
|
|
|
|
|
|
23 |
吹吸风屏蔽时间 |
|
|
|
|
4 系统架构
4.1 硬件联网
客户出于成本考量,提出将监控系统架构套用在原细纱机台达DVP24ES系列PLC与四行文本型PLC一体机TP04系列的硬件系统上。因此,整套系统的网络选择有限,只能使用普通通讯总线RS-485将每11台TP04系列作为从站,PLC DVP28SV11R系列PLC作为主站进行组网,共分5组。每组PLC藉由扩展EN01以太网模块再进行组网,选用MODBUS TCP通讯协议,同上位监控系统进行组态,实现整个系统的硬件联网。另外,监控服务器、历史记录数据存放服务器、操作员工作台等,都可集成在一台性能优异的PC上。细纱车间监控系统产品清单如表2所示。
表2 细纱车间监控系统产品清单
|
序号 |
名称 |
型号 |
数量 |
单位 |
说明 |
|
1 |
SCADA |
|
1 |
套 |
无限点 |
|
2 |
PLC |
DVP28SV11R |
5 |
台 |
或可选用DVP12SE |
|
3 |
以太网模块 |
ENO1 |
5 |
个 |
|
|
4 |
文本一体机 |
TP04 |
55 |
台 |
原细纱机文本 |
|
5 |
PLC |
DVP24ES |
55 |
台 |
原细纱机PLC |
|
6 |
变频器 |
VFD300B43P |
55 |
台 |
原细纱机变频器 |
|
7 |
数据库 |
SQLServer2008 |
1 |
套 |
外购或选EXPRESS版本 |
|
8 |
PC |
|
1 |
台 |
外购或选台达工业计算机 |
|
9 |
交换机 |
DVS-008W01 |
1 |
台 |
外购或台达DVS-008W01 |
4.2 组网注意事项
(1)选择阻抗匹配优质低衰减RS-485通讯总线专用线缆18AWG,在波特率9600bps及以下时,最大无中继传输距离可到1000m;
(2)用有源的RS-232转RS-485通讯总线转换设备可以在9600bps的波特率上传至1.2km,而超过的距离可使用中继器解决;
(3)单层屏蔽电缆屏蔽层应一端接地,双层绝缘隔离型的电缆屏蔽层其外层,应两端接地,内层屏蔽则应一端接地;
(4)传输距离超过300m应加120Ω终端电阻;
(5)选用工业级添加中继器,网络上有较多设备,每增加一个中继器可正价1.2km的最大传输距离或者多负载256个设备。系统服务器端需求如表3所示。系统组网示意图如图1所示。
表3 系统服务器端需求
|
序号 |
名称 |
配置 |
备注 |
|
1 |
Operating System |
WinXP/7(32/64bit) |
|
|
2 |
CPU |
Intel双核以上,频率2.6G |
|
|
3 |
RAM |
2GB以上 |
推荐3GB |
|
4 |
NETWORK |
Ethernet 1Gbit |
|
|
5 |
Hard Disk Space |
320G以上 |
推荐500G/1T |
|
6 |
Microsoft Office |
OFFICE2003/2007/2010 |
|
|
7 |
数据库 |
SQLServer2008 |
外购或EXPRESS版本 |
6 结束语
此次提供的监控系统方案难点在于要在原有设备基础上进行组建,这使得可选方案有限。台达提供新的监控系统搭配合适的产品组件,完美实现客户的监控管理需求,建立起细纱车间的全方位监控系统,达到生产所需的用户管理、运行监控、工艺监测、报警信息、生产日报、产量查询、段速管理等,帮助客户节省大量的用工量和人工成本。
参考文献(略)
作者简介
杨永升 男 (1986-) 硕士 应用工程师 研究方向:HMI、PLC、伺服系统、变频器、机械传动等产品的产品应用和技术支持




共0条 [查看全部] 网友评论