



Abstract: This paper analyzes the process of wire drawing machine, expounds the composition and working principle, system parameters and electrical parameters were determined, the main function of altitude set parameter. The host system altitude Electrical Co. Ltd. AD300 series of high performance general vector inverter, adopt high performance vector drawing machine special inverter, the production process to achieve the dual frequency control of wire drawing machine. Finally, the characteristics of the system are summarized.
Key words: Altitude converter; Dual frequency; Wire drawing machine
【中图分类号】TN77 【文献标识码】B 【文章编号】1561-0330(2018)02-0000-00
1 拉丝机工艺简介
拉丝机又名牵伸机,常见的拉丝机按内部控制方式和机械结构来说可分为有水箱式拉丝机、直进式拉丝机、滑轮式拉丝机、倒立式拉丝机等,从终端产品来说,拉丝机又分为大拉机、中拉机、细拉机、微拉机。丝机主要应用在对铜丝、不锈钢丝等金属线缆材料的加工,属线缆制造行业极为重要的加工设备。
2 拉丝机工作原理
有多个拉拔头组成的小型的连续生产设备,通过逐级拉拔,可以一次性地把金属丝冷拉到所需的规格,所以工作效率比较高。可分为三部分:
(1)放线:金属丝的放线,对于整个拉丝机环节来说,其控制没有过高的精度要求,大部分拉丝机械,放线的操作是通过变频器驱动放线架实现的,但也有部分双变频控制的拉丝机械,甚至直接通过拉丝环节的丝线张力牵伸送进拉丝机,实现自由放线;
(2)拉丝:拉丝环节是拉丝机最为重要的工作环节。不同金属物料,不同的丝质品种和要求,拉丝环节有很大的不同,文章的后面将详细说明水箱式拉丝机与直进式拉丝机具体操作过程;
(3)收线:收线环节的工作速度决定了整个拉丝机械的生产效率。在收线部分,常用的控制技术有同步控制与张力控制实现金属制品的收卷。以上三部分过程如图1所示。

随着变频调速技术的不断发展,变频调速器已经被广泛应用在拉丝机行业,承担着拉丝调速、张力卷取、多级同步控制等环节,变频器的应用,大大提高了拉丝机的自动化水平与加工能力、有效降低了设备的单位能耗与维护成本,得到了行业的广泛认同。对电线电缆企业来说,下面,将以双变频控制水箱式拉丝机为例,介绍一下澳地特专用变频器在拉丝机行业的应用。
3 系统主要参数
系统工艺及其电机参数如附表所示。
附表 系统主要参数
|
工艺参数 |
电机参数 |
||
|
进线直径(mm) |
1.1 |
主机 |
15kW/6极 |
|
出线直径(mm) |
0.1~0.15 |
从机 |
3.7kW/4极 |
4 双变频控制原理
塔轮式水箱拉丝机的优势是可通过塔轮的速比,逐步拉伸金属丝,并允许金属丝在塔轮内打滑,加工的金属丝必须韧性较好。系统主机采用澳地特电气有限公司的AD300系列的高性能通用矢量变频器(AD300-T4015GB/018PB),收卷采用高性能矢量拉丝机专用变频器(AD300-T44R0B/5R5PB)。两台电机用同一个运行信号K1,并在收卷的运行信号上并联一个开关量信号K2。因为主机的减速时间较长,收卷减速时间很短,保证在有停机命令时,收卷变频器还可正常运行。其并联的运行信号K2由主机的集电极输出Y1控制一个中间继电器给定。电气原理图如图2所示。
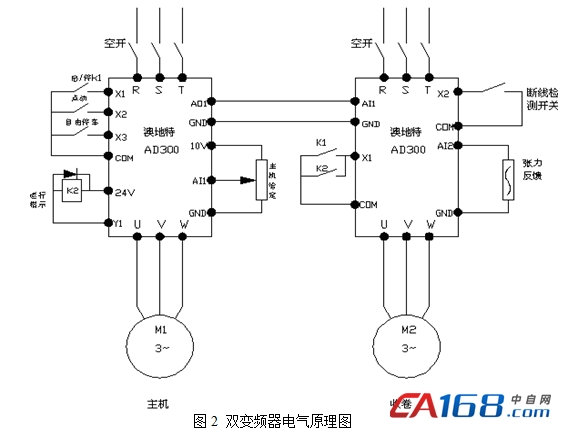
牵引拉伸级变频器控制整个系统的运行线速度,控制面板上的电位器给出主机拉丝速度,此模拟电压信号(0~10V)通过AI1口输入拉丝机主变频器,作为其频率给定,决定伸线机总车速。同时,拉丝主变频器的运行频率,通过模拟量(AO1)输出到收卷变频器(AI1),作为收卷变频器线速度同步给定。注意,对于收卷变频器所对应的运行频率应该等于收卷轮径最大时的运行频率。卷曲级变频器输出频率跟随拉丝级变频器运行频率变化,考虑到设备机械特性、一定的速度要求,主机加减速时间设定为60~80s,收卷变频器加减速时间设定为1.0~2.5s。
在拉丝机出线端与收线端之间安装有张力摆杆,用来检测输铜丝的张力,作为拉丝收线张力信号(AI2)反馈输入收卷变频器,收卷变频器将此反馈量通过内部PID运算和各种补偿后,与收卷的当前同步速度(模拟量AI1输入)进行叠加,调节变频器的输出频率,从而控制收卷电机转速相对拉丝机出丝线速度达到同步,同时,也使线材张力保持了恒定。
4 澳地特变频器主要功能参数设置
(1)主机变频器(AD300-T4015GB/018PB高性能矢量变频器)
F0.02=1 运行控制为端子;
F0.03=1 频率设定端子AI1;
F0.19=60S 加速时间60s;
F0.20=60S 减速时间60s;
F6.01=1 X1为正转运行控制端子;
F6.02=6 X2为点动运行控制端子;
F6.03=13 X3为自由停车控制端子;
F7.01=1 Y1端子定义,RUN运行中;
F7.03=16 变频器故障输出;
F7.19=1 变频器运行频率。
(2)收卷级变频器(AD300-T44R0GB/5R5PB拉丝机专用变频器)
F0.02=1 运行控制为端子;
F0.03=7 频率设定1为PID;
F0.04=1 频率设定2为AI1;
F0.05=2 频率设定为1+2;
F0.19=1.5s 加速时间1.5s;
F0.20=1.5s 减速时间1.5s;
F6.01=1 X1为正转运行控制为端子;
F6.01=42 X2为断线检测开关;
F8.00=0 PID数字给定;
F8.01=1 反馈量选择为AI2;
F8.02=XX PID摆杆中心位;
F8.05=0.8~1.0 PID比例增益;
F8.06=0.4~1.0 PID积分时间;
F8.07=0.3 PID微分时间;
F8.16=5.00Hz PID正向限幅;
F8.17=70.0Hz PID反向限幅(变频器最大频率)。
5 系统特点及结论
(1)系统简洁、成本低、维护方便,设备运行稳定,不需要另置PID扩展卡,也不需要PLC,只需要外接操作开关少量中间继电器、指示灯和显示仪表就可以组成一个完整的系统;
(2)自动跟踪拉丝线速度,张力平衡杆基本维持在中点位置;
(3)张力平衡杆在下限位、中间位或上限位,都可开机运行;
(4)动态参数控制:空盘、半盘、满盘,低速、中速、高速,张力、断线全部由变频器自动处理。






共0条 [查看全部] 网友评论