


Abstract: Automated warehouse storage system has become an indispensable part of the widely used in the field of industrial automation as well as various FATEK high function PLC and HMI price is higher compared to other brands, so the application prospect of FATEK PLC, HMI and OPC economic type in the small automatic warehouse storage system is very good.
Key words: FATEK PLC OPC Automatic Warehouse System
【中图分类号】C931.9 【文献标识码】B 文章编号1606-5123(2018)02-0000-00
1 引言

2 系统设计方案
2.1 方案背景
自动仓库存储系统在企业多数是生产流水线加机械臂的组合。而我们的现场情况是自动进料位和出料位分别固定为一个地方,仓库内不是网格型放置物料,而是通过流水线体放置,所以物料在进出料时,仓库内的物料是会流动的,属于小型自动仓库存储系统。
小型自动存储仓库系统目前市场上使用的控制系统方案为PLC+HMI,由于永宏高功能型PLC和HMI的性价比相对于其他品牌较高,所以永宏经济型PLC和HMI在小型自动仓库存储系统中的应用前景很好。
2.2 客户需求
根据客户要求,入料位和出料位固定在一个位置,入料要先扫物料码,通过码来识别入料到仓库相应的层数,出料要通过上位机ERP系统统一发送最多300组出料物料的编码数据给PLC出料。出料阶段,出料效率要高。当ERP不能使用时,触摸屏要有手动出料的方法,爆仓要有报警,不能再入料。触摸屏要显示仓库每层的物料数量,自动仓库存储系统具体功能要求如表1所示。
表1 自动仓库存储系统具体功能要求
|
要求1 |
入料要读码。 |
|
要求2 |
出料要读码。 |
|
要求3 |
PLC能一次接收300个缓存器数据。 |
|
要求4 |
出料速度要快。 |
|
要求5 |
触摸屏要有手动输入数据出料功能。 |
|
要求6 |
爆仓要有报警,不能再入料。 |
|
要求7 |
触摸屏要显示仓库每层的物料数量。 |
2.3 解决方案
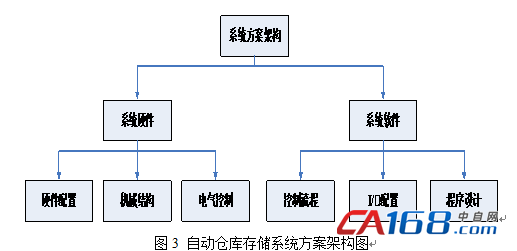
基于上述各项技术指标,自动仓库存储系统方案架构如图3所示。
本方案控制系统采用永宏高功能型FBs系列MC型的PLC控制器,主要控制整体设备的动作流程;扫码系统采用得利捷扫码器,主要用于快速读取运行中的物料编码;上位机采用的是鼎捷ERP系统,触摸屏采用的是永宏新型C3系列HMI操作界面,提供自动操作、手动调试和警报等界面,用户可根据自身需求进行各项操作和参数设置。
3 系统硬件设计
3.1 硬件配置
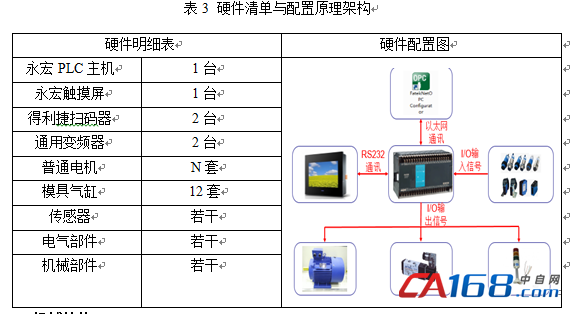
自动仓库存储系统的硬件由永宏FBs-60MCT2-AC PLC控制器、永宏C3070S HMI触摸屏、得利捷扫码器、通用变频器及普通电机和外围输入输出线路(包括按钮、指示灯和蜂鸣器等(组成。自动仓库存储系统(电子仓)硬件清单与电子仓硬件配置原理架构如表3所示。
3.2 机械结构
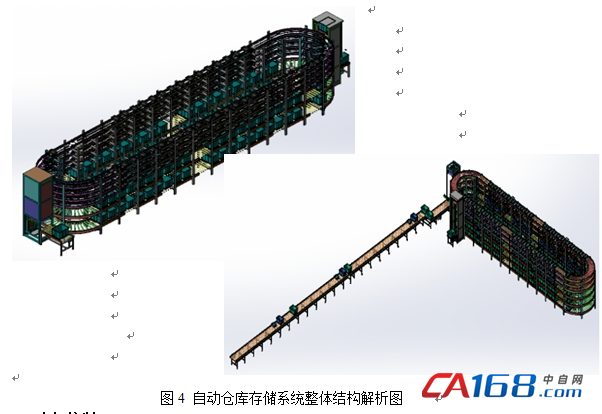
自动仓库存储系统的机械结构主要由三部分组成:自动入料部分(入料流水线以及入料升降机),仓库部分(仓库内的流水线体)和自动出料部分(出料线以及出料升降机)。自动仓库存储系统整体结构解析如图4所示。
3.3 电气控制
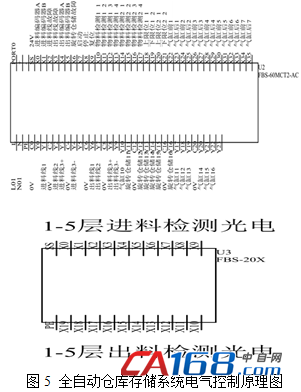
自动仓库存储系统的电气控制采用永宏PLC作为设备核心控制单元,永宏OPC作为ERP与PLC对接的中间转换器,实现对入料线、出料线、仓库内线体、升降机以及气缸等执行单元的控制。自动仓库存储系统的PLC接线原理如图5所示,PLC电气控制柜电装接线如图6所示。

4 系统软件设计
4.1 工艺流程
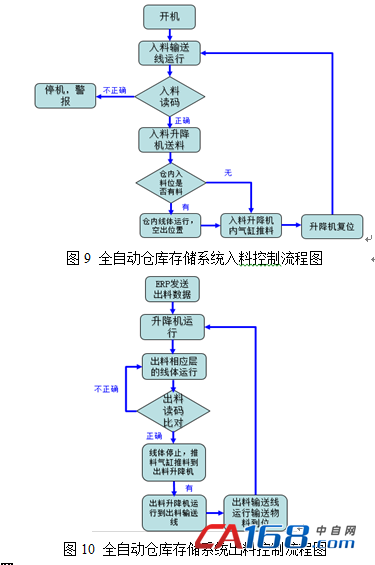
自动仓库存储系统的工艺流程分为入料和出料两大流程。入料主要包括三部分:物料入料输送、仓内线体流动(腾出空位入料)和入料升降机运料。出料主要包括三部分:ERP系统发送出料数据、出料升降机运料、物料出料输送。出料出完指定的出料数据就结束出料流程。自动仓库存储系统入料工艺流程如图7所示,自动仓库存储系统出料工艺流程如图8所示。

图8 全自动仓库存储系统入料工艺流程图
4.2 控制流程
(1)自动仓库存储系统的入料控制流程如图9所示。
(2)自动仓库存储系统的出料控制流程如图10所示。
4.3 I/O点配置
根据自动仓库存储系统工艺流程和控制流程要求,进行了永宏PLC程序I/O点配置;电子仓的永宏PLC输入点配置如表4所示,电子仓的输出点配置表如表5所示。
表4 PLC输入点配置表
|
PLC输入点配置 |
|||
|
编号 |
批注 |
编号 |
批注 |
|
X0 |
进料编码器A |
X28 |
出料气缸第4层前限 |
|
X1 |
进料编码器B |
X29 |
出料气缸第4层后限 |
|
X2 |
进料线故障 |
X30 |
出料气缸第5层前限 |
|
X3 |
出料线故障 |
X31 |
出料气缸第5层后限 |
|
X4 |
出料编码器A |
X32 |
出料气缸第6层前限 |
|
X5 |
出料编码器B |
X33 |
出料气缸第6层后限 |
|
X6 |
旋转仓储故障 |
X39 |
出料第1层物料检测 |
|
X7 |
启动 |
X40 |
出料第2层物料检测 |
|
X8 |
停止 |
X41 |
出料第3层物料检测 |
|
X9 |
复位 |
X42 |
出料第4层物料检测 |
|
X10 |
进料1层物料检测 |
X43 |
出料第5层物料检测 |
|
X11 |
进料2层物料检测 |
X44 |
出料第6层物料检测 |
|
X12 |
进料3层物料检测 |
X45 |
出料线出料到位检测 |
|
X13 |
进料4层物料检测 |
X47 |
出料气缸第1层前限 |
|
X14 |
进料5层物料检测 |
X48 |
出料气缸第1层后限 |
|
X15 |
进料6层物料检测 |
X49 |
出料气缸第2层前限 |
|
X16 |
进料升降机物料检测 |
X50 |
出料气缸第2层后限 |
|
X17 |
进料升降机防撞检测 |
X51 |
出料气缸第3层前限 |
|
X18 |
进料升降机上限 |
X52 |
出料气缸第3层后限 |
|
X19 |
进料升降机下限 |
X53 |
出料气缸第4层前限 |
|
X20 |
出料升降机上限 |
X54 |
出料气缸第4层后限 |
|
X21 |
出料升降机下限 |
X55 |
出料气缸第5层前限 |
|
X22 |
出料气缸第1层前限 |
X56 |
出料气缸第5层后限 |
|
X23 |
出料气缸第1层后限 |
X57 |
出料气缸第6层前限 |
|
X24 |
出料气缸第2层前限 |
X58 |
出料气缸第6层后限 |
|
X25 |
出料气缸第2层后限 |
X59 |
急停 |
|
X26 |
出料气缸第3层前限 |
X27 |
出料气缸第3层后限 |
表5 PLC输出点配置表
|
PLC输出点配置 |
|||
|
编号 |
批注 |
编号 |
批注 |
|
Y1 |
进料线 |
Y17 |
第1层进料气缸 |
|
Y2 |
进料滚筒线 |
Y18 |
第2层进料气缸 |
|
Y3 |
进料升降机下降 |
Y19 |
第3层进料气缸 |
|
Y4 |
进料升降机上升 |
Y20 |
第4层进料气缸 |
|
Y6 |
出料滚筒线 |
Y21 |
第5层进料气缸 |
|
Y7 |
出料线 |
Y22 |
第6层进料气缸 |
|
Y8 |
出料升降机下降 |
Y23 |
第1层出料气缸 |
|
Y9 |
出料升降机上升 |
Y24 |
第2层出料气缸 |
|
Y11 |
仓内第六层电机 |
Y25 |
第3层出料气缸 |
|
Y12 |
仓内第五层电机 |
Y26 |
第4层出料气缸 |
|
Y13 |
仓内第四层电机 |
Y27 |
第5层出料气缸 |
|
Y14 |
仓内第三层电机 |
Y28 |
第6层出料气缸 |
|
Y15 |
仓内第二层电机 |
Y34 |
杆灯运行 |
|
Y16 |
仓内第一层电机 |
Y35 |
杆灯报警 |
5 永宏PLC功能指令应用
5.1 通讯指令
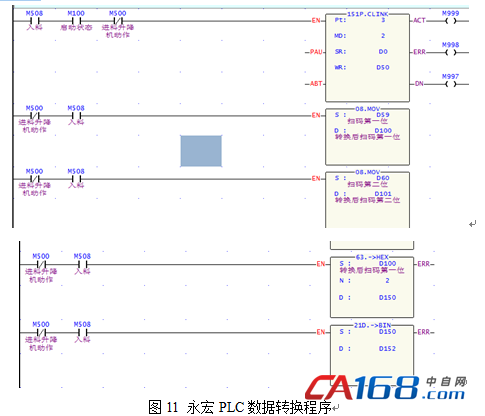
永宏PLC与扫码器通讯设置有专门的参数设置指令(FUN151),永宏FUN151指令有4种模式,系统只需接收扫码器信号,所以选择FUN151指令的模式2。因为读到的十位数的码的每个位分别放到10个寄存器里,所以还需通过FUN 63指令和FUN 21指令实现将10个缓存器的数合并到一个缓存器里,方便系统作比较。永宏PLC数据转换程序如图11所示。
5.2 硬件高速计数器指令
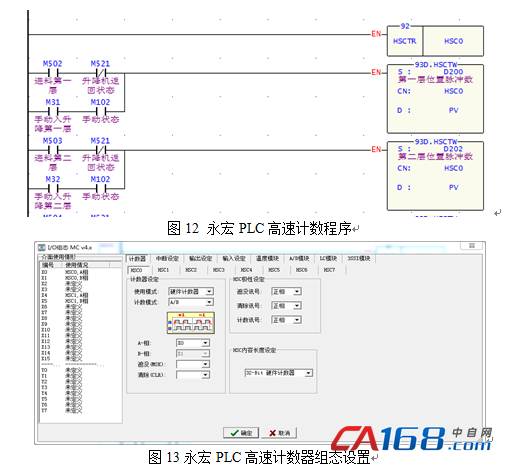
该系统的升降机通过编码器来控制位置所以需要用到的永宏PLC高速计数器的指令(FUN92和FUN93),永宏FUN92指令为硬件高速计数器当前值读取,永宏FUN93指令为硬件高速计数器CV或PV值写入,还需配合组态的高速计数器的设置。永宏PLC高速计数程序如图12所示,永宏PLC高速计数器组态设置如图13所示。
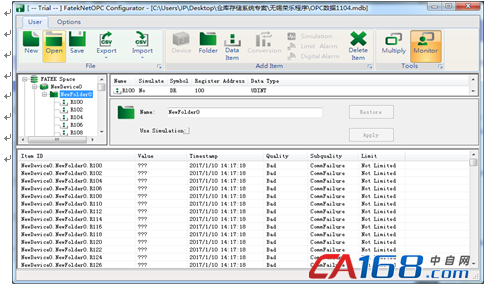
5.3 永宏OPC的应用
OPC Server 是通讯统一标准的应用软件,已经广泛的应用在各种工业自动化领域。 Fatek OPC Server软件应用基于FATEK 通讯协议,可与FATEK PLC 装置联机通讯。其中包含串行通讯与以太网络通讯两种驱动,分别与不同通讯界面的 PLC 进行联机。而其他具有 OPC Client 功能的第三方软件,皆可透过 Fatek OPC Server 直接存取 PLC 的缓存器数据。
如果ERP通过永宏协议直接发送数据给PLC,则无法达到客户大数据传送的要求。而采用永宏PLC则很好的解决了这个问题。
本项目中,永宏OPC是通过以太网来接收上位机ERP系统所发送的300组数据,并将300组数据一同写入到仓库存储系统的PLC的寄存器中,从而实现系统出料,大大减少了中间的流程。图14为永宏OPC的操作界面。




共0条 [查看全部] 网友评论