



Abstract: By describing the process flow, the principle of automobile manufacturing industry is systematically discussed and the MES for automobile manufacturing execution system is synchronized.
Core application requirements. The discussion helps to fully understand the MES system.
Key words: Stamping Welding paint Spray Engine Gearbox MES
【中图分类号】TG385.1 【文献标识码】B 文章编号1606-5123(2018)03-0000-00
1 引言
汽车制造是较为复杂、自动化程度高的过程。本文第一部分(汽车制造系统原理:工艺篇),将简要介绍乘用车、商用车、发动机、变速器的关键制造工艺,并结合业务需求和MES功能进行分析。
2 乘用车制造工艺
乘用车通常包括家庭轿车、运动型多功能车(SUV)、多乘员车(MPV)。
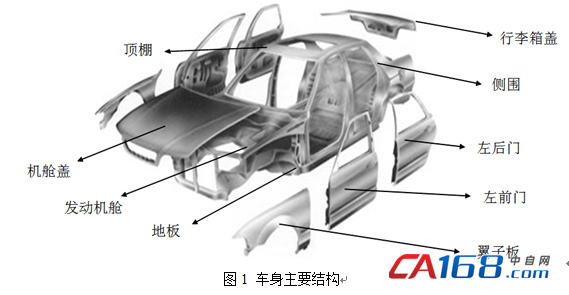
乘用车通常采用承载式车身,即由钢板焊接成的车身形成车辆的主体结构,底盘、发动机、变速器、内饰等都是安装在车身上的。车身通常采用冲压成型的钢材经由焊接成型,目前使用较为广泛的是笼式车身,即车辆钢板、钢梁、肋条通常焊接形成一个类似笼子的结构。笼式车身的特点是安全性高、抗冲击性强、对乘客保护好、空间大、车重轻。
乘用车的制造过程主要由4大工艺段落组成:冲压、焊接、喷涂、总装。
2.1 乘用车冲压工艺
乘用车通常使用3D CAD软件进行车辆的造型设计,并使用3D CAD进行车辆的钣金设计、夹具设计等。在冲压工艺段,工艺工程师根据3D CAD模型设计各钣金件的冲压模具,冲压作业时,压机加载成卷钢板和模具,通过冲压成型的方式形成各种类型的冲压零件。此工艺段的钢板厚度和模具精确度对车辆安全有重大影响。在冲压车间,MES的主要功能是监控设备的实时运行状态,因为设备的可用性直接决定了生产效率。
2.2 乘用车焊接工艺
在焊接工艺段,焊接机器人将冲压件焊接形成车身主体结构,并附加强化钢梁和肋条。此工艺段的焊接质量、焊点分布均匀度对车辆安全有重大影响。在质量管理方面,通常会通用专业软件比对设计焊点位置和实际焊点位置,生成统计分析报表。焊接完成的车身会运送到焊装缓冲区WBS(Welded Body Store)。焊接工艺的主要作业有:
(1)焊接发动机舱、前地板、后地板(又称三大件)。
(2)将三大件焊成车辆的骨架。
(3)焊接左右侧围。
(4)将侧围焊到车辆骨架上,并形成ABC柱。
(5)焊接车门及肋条,并安装到车身。
车身的主要结构如图1所示。焊接的主要作业流程如图2所示。
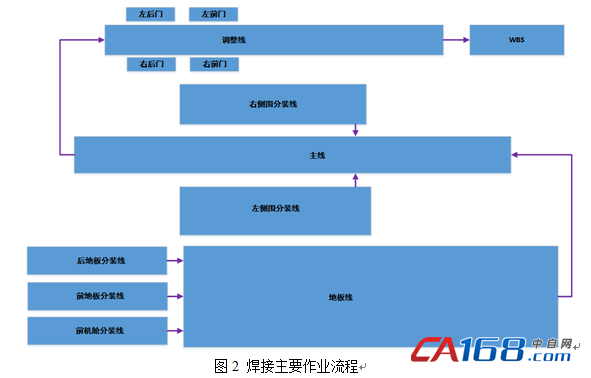
在焊接车间,MES的主要功能是自动下发工单给上线工位,如三大件和左右侧围。目前整车厂基本上都根据订单来安排生产,也就是订单的顺序决定了车辆的生产顺序。因此在上线工位,设备并不知道下一台车的车型和配置信息,需要由MES自动下发给设备PLC。
2.3 乘用车涂装工艺
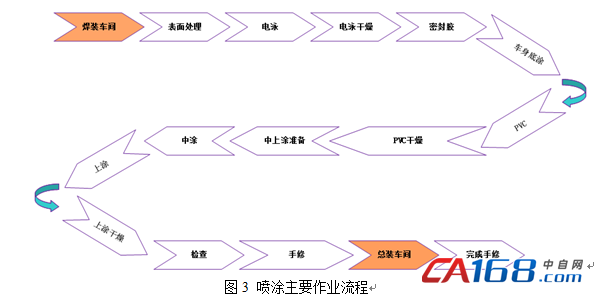
在喷涂工艺段,车辆要涂底部防腐蚀层、中部过渡层、表面油漆层,并配合前处理、干燥等辅助工艺。喷涂的大部分作业由设备自动完成,通常设备都安装在空中;而人工的检查、辅助喷漆放在地面层;此外喷涂车间还有2个输送层,1层用于车辆缓存,1层用于空撬返回。喷涂完成的车辆会运送到喷涂缓冲区PBS(Painted Body Store)。
喷涂车间有几十道较独立的工艺段,而大部分工艺段以设备自动作业+人工维修的形式完成,由于作业人员较少,因此需要将问题车辆自动移送到维修区,MES提供质量路由模块配合PLC完成此项功能。喷涂的主要作业流程如图3所示。
2.4 乘用车总装工艺TCF
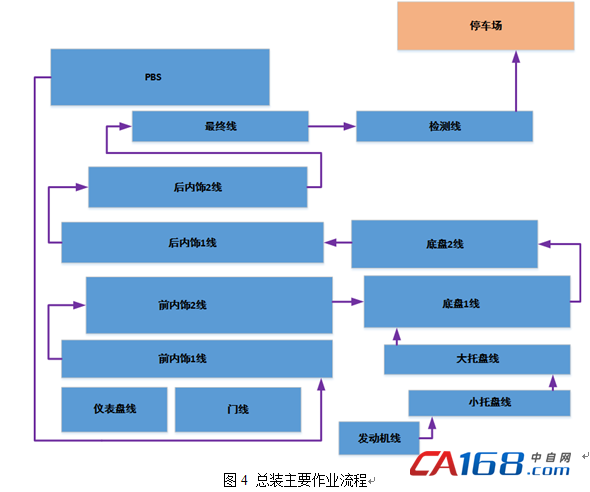
在总装工艺段,车辆要装配内饰(Trim)、底盘(Chassis),并进行终装(Final),所以有的工厂把总装又称作TCF – 由Trim/Chassis/Final的首字母组成。总装工艺段的主要作业有:
(1)根据一定的调度规则,从PBS调用车辆。
(2)在前内饰线,安装乘客舱、仪表盘、天窗等设备。
(3)在底盘线,安装底盘、发动机、变速器等设备。
(4)在后内饰线,安装轮胎、座椅、车门等设备。
(5)在完成线,安装附件、加注液体、检查外观等。
(6)在检测线,进行软件刷写,并检测四轮定位、大灯、尾气等。
(7)另外还有车门、仪表盘、发动机等分装线。
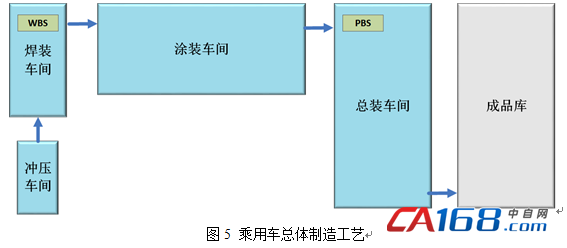
总装车间以人工装配为主,涉及大量的物料配送,因此MES的主要功能包括:装配指示、装配防错、物料拉动、设备集成等。
总装的主要作业流程参见图4所示。典型主机厂的整体布局如图5所示。
3 商用车制造工艺
3.1 商用车工艺简述
商用车是相对乘用车而言的,一般包括货车、客车、越野车等。
商用车通常采用非承载式车身,即由车架提供承载,而车身起辅助作用。通常由厚钢板焊接或铆接成大梁,而底盘件则安装到大梁上。比如有的卡车驾驶舱可以往上掀起,甚至有的无人驾驶卡车是没有驾驶舱的。
采用非承载式车身车辆的特点是质量重、缓冲性好、容易改装成特殊用途车辆。
比如城市SUV通常采用承载式车身,而越野车一般采用非承载式车身。
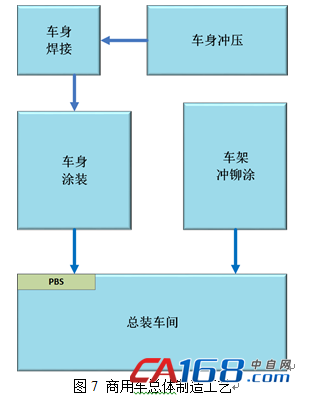
商用车的制造过程包括:车身的冲、焊、涂,车架的冲、铆、涂,以及车辆的总装。
车身的冲、焊、涂工艺和乘用车是类似的,而在总装车间,车辆底盘的装配较复杂。
商用车工厂的特点是年产量相对小、工位节拍时间长、工位间距大,因此对装配及时性、自动化程序要求相对较低。
而商用车特别是货车使用年限长、行驶里程长,因此对零件的耐久性要求高,对装配的抗疲劳性要求高,因此除了采用铆接工艺外,对拧紧部件有严格的扭矩控制要求。
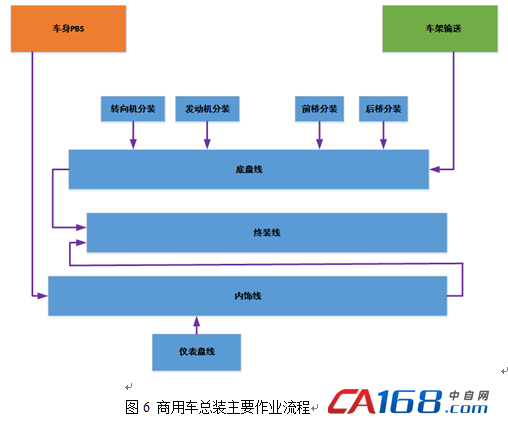
3.2 商用车总装车间MES主要功能
(1)PBS车身调度。
(2)车辆位置监控和广播。
(3)装车单打印。
(4)作业指示。
(5)关键件追溯及防错。
(6)质量及缺陷管理。
商用车总装的主要作业流程如图6所示。商用车制造的总体工艺如图7所示。
4 发动机制造工艺
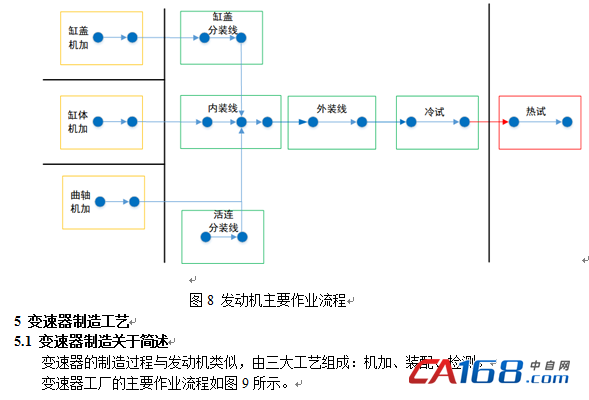
发动机的制造过程由三大工艺组成:机加、装配、检测。
在机加车间,进行缸体、缸盖、曲轴的机械加工。机加车间采用高精度的数控机床,将金属毛坯件通过切削加工等方式,加工成缸体、缸盖、曲轴零件。
4.1 机加车间MES应用的重点
(1)对毛坯件序列号进行追溯。
(2)对机器设备的状态监控。
(3)对关键设备工艺参数的监控。
(4)对试漏等检测数据的收集。
(5)零件报废处理。
由于机加车间通常按照库存安排生产,因此一般不需要通过系统管理计划。此外,机加
车间一旦出现质量问题,往往报废处理,因此不会通过系统进行质量缺陷管理。对设备的监控是为了及时响应生产现场的异常情况。对毛坯件进行序列号追溯、对工艺参数进行追溯,并结合装配车间的追溯管理,是为了实现全过程追溯,特别是当出现严重质量问题时,通过系统实现批量召回。
4.2 装配车间的主要作业
(1)缸盖分装。
(2)活塞连杆分装。
(3)内装。
(4)外装。
(5)冷试(发动机不启动时检测相关指标)。
4.3 装配参见ME应用重点
装配车间通常按照计划安排生产,如果有多机型混线的话,还涉及到现场物料的及时推送。此外,装配车间最主要的两类工位是装配和拧紧工位,因此,MES的应用重点包括:
(1)计划自动下发给上线工位。
(2)物料防错。
(3)零件装配追溯关系建立。
(4)拧紧防错及拧紧值记录。
(5)过站记录及广播,并触发物料推送。
(6)设备监控。
(7)质量呼叫。
(8)质量缺陷管理。
(9)间隙检测、冷试等检测数据归档。
热试是指将发动机加油并启动后,模拟正常工况、恶劣工况等,从而记录其运行数据。
热试通常采用专用测试台及配套软件,MES通过接口归档关键检测数据。
发动机工厂的主要作业流程如图8所示。
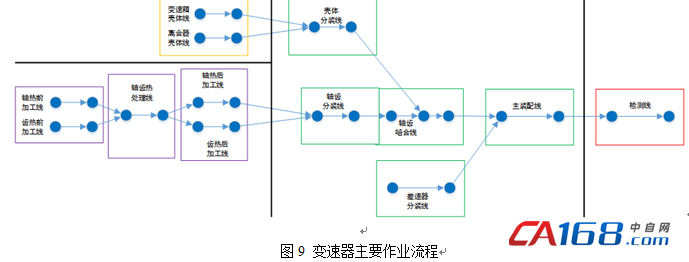
在机加车间,进行变速器壳体(变壳)、离合器壳体(离壳)、齿轮、齿轮轴的机械加工。
变壳、离壳的加工主要是将毛坯分步骤精细加工,通常上线后就打刻激光二维码,然后在整个加工过程中都可以通过此二维码进行精确追溯。
而齿轮和轴通常都是批次加工的,机床会同时加工多件产品,而这些产品在下线时才会打刻激光二维码,因此在加工过程中通常是批次、模糊追溯,比如在某些工序中可能出现车、箱的批次形式。
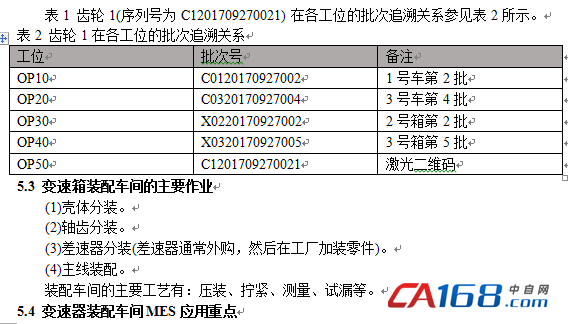
5.2 变速器机加车间MES应用重点
(1)对壳体毛坯件、半成品序列号进行精确追溯。
(2)对齿轮和轴进行批次追溯。
(3)对机器设备的状态监控。
(4)对关键设备工艺参数(如热处理加热炉的温度)的监控。
(5)对试漏等检测数据的收集。
(6)零件报废处理。
MES的总体需求和发动器非常类似,难点主要是对齿轮和轴的追溯实现。变速器的一级结构如表1所示。

MES对应的功能主要有:计划管理、装配防错、质量管理、设备监控、数据采集等。
装配车间主要采用滚道输送线,变速器在每个工位的装配过程中处于静止状态,因此通常在托盘上安装RFID TAG,然后在每个工位加装RFID READER,从而实现PLC与RFID的实时通信,然后MES通过OPC实现与PLC的实时通信。借助此技术,MES可在每个工位实时识别产品,从而实现在每个装配工位的装配参数下发和生产数据上传。检测线由线体供应商提供软硬件一体化安装集成,采用专用软件,并将检测数据记录到自带数据库中。检测线系统可以通过IT层接口(如WEB SERVICE/MQ)实现和MES的数据交换。MES主要从检测线收集检测程序号、检测参数、检测值、检测结果等,这些数据主要是用于未来的追溯分析。
6 结束语
本文是《MES在汽车制造中的应用》第一部分:汽车制造系统原理:工艺篇。通过描述乘用车的冲、焊、涂、总四大工艺、商用车的车身、车架、总装三大工艺、发动机和变速器的机加、装配、检测三大工艺,对汽车制造基础工艺原理给出基本论述,有助于理解汽车制造的业务需求。《MES在汽车制造中的应用》共由四个部分组成。其余三个部分将连载于本刊。
《MES在汽车制造中的应用》全文刊载信息:
第一部分 汽车制造系统原理——工艺篇 (2018第3期)
第二部分 汽车制造系统分析——业务篇(上)(2018第4期)
第二部分 汽车制造系统分析——业务篇(中)(2018第5期)
第二部分 汽车制造系统分析——业务篇(下)(2018第6期)
第三部分 汽车制造系统设计——架构篇 (2018第7期)
第四部分 汽车制造系统实现——实施篇 (2018第8期)
参考文献(略)
作者简介
张涛云 (1976-) 男 MES架构师 研究方向:MES、自动化、智能制造






共0条 [查看全部] 网友评论