



Abstract: Aiming at the problems of low automation degree, low compaction degree and low transportation efficiency, a wood chip compressor system based on PLC is designed, and the system is an electromechanical integration equipment. Firstly, it designs the mechanical structure, and especially designs the conveying device. Secondly, using the hydraulic pressure as a transmission system, in addition, the functions of automatic transport, compression, pushing the chip and so on are realized by using sensor technology, stroke switch and solenoid valve. Finally, using PLC as the control core of the system, analyzing and designing the PLC selection, I/O port allocation, hardware wiring and software programming. The system increases the compactness of the wood chips, saves the cost of the production of the wood chips, and improves the transport efficiency of the wood chips, which make the high automation and reliable work of system.
Key Words: Chip compressor system Hydraulic PLC Automation Transport efficiency
【中图分类号】N945.23 【文献标识码】B 文章编号1606-5123(2018)04-0000-00
1 引言
由于木片的自然堆积密度小,运输效率低,使得成本高[1],因此需要对木片进行压实,而木片压缩机的广泛使用很好的解决了这一难题。但是目前已有的木片压缩机中,大部分需要人工操作,自动化程度低,压实度不高[2],这些都会增加木片的生产成本,因此如何提高木片的压实度和自动化程度是一个亟待解决的问题。本文设计了一种基于PLC的木片压缩机系统,该系统自动化程度高,可靠性强,增加了木片的压实度,提高了木片的运输效率,节省了成本。
2 机械结构工作原理
2.1机械结构
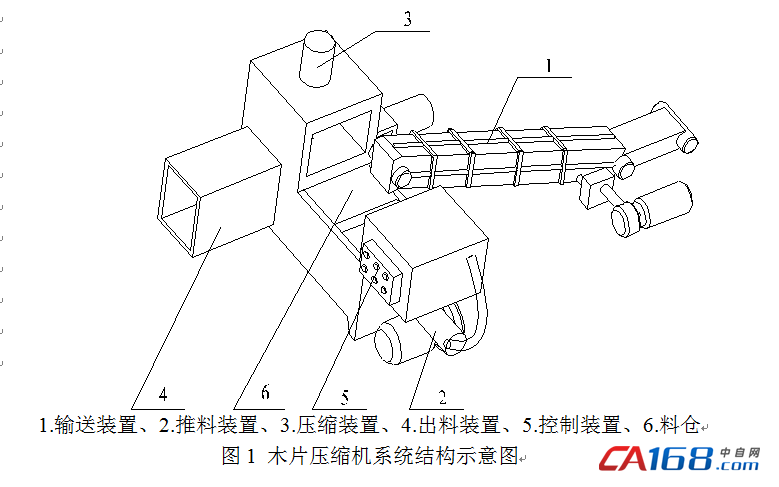
基于PLC的木片压缩机系统机械结构如图1所示,主要包括输送装置、推料装置、压缩装置、出料装置和控制装置。
输送装置实现木片的输送。该装置以电机和液压泵作为动力源,包括传动箱和输送带,输送带将木片运输到料仓中,设置传动箱是为了防止木片散落。
推料装置实现将木片推送到压缩箱。该装置包括推移液压缸和横向推板,推移液压缸和横向推板将料仓中的木片送入压缩箱内。
压缩装置实现木片的压缩。该装置包括压缩箱、压缩液压缸、压头、料仓,压头上设有压力传感器,压缩液压缸通过压头对压缩箱内的木片进行加压,将木片加压至预定压力值。
出料装置实现木片的输出。该装置包括出料液压缸、纵向推板以及出料口。出料液压缸和纵向推板将压缩成型的木片通过出料口推出。
2.2工作原理
进行液压传动系统和电气控制系统设计之前,首先要对木片压缩机的工作原理进行分析,其工作原理描述如下。
按下启动按钮,驱动电机、液压泵和输送装置均启动,输送装置将自然堆积的木片输送到料仓内,料仓内安装有重量传感器,当达到设定值时,输送装置停止工作,推移液压缸和横向推板将料仓内的木片送入压缩箱内,压缩装置开始不断加压,推移液压缸和横向推板返回,压头上设有压力传感器,当达到设定值时,压缩液压缸返回,出料装置将压缩成型的木片经出料口推出,出料装置返回,同时输送装置再一次启动,以此循环工作。当木片压缩完毕后,按下停止按钮,驱动电机、液压泵和输送装置均停止工作。
2 液压系统工作原理
2.1 液压系统
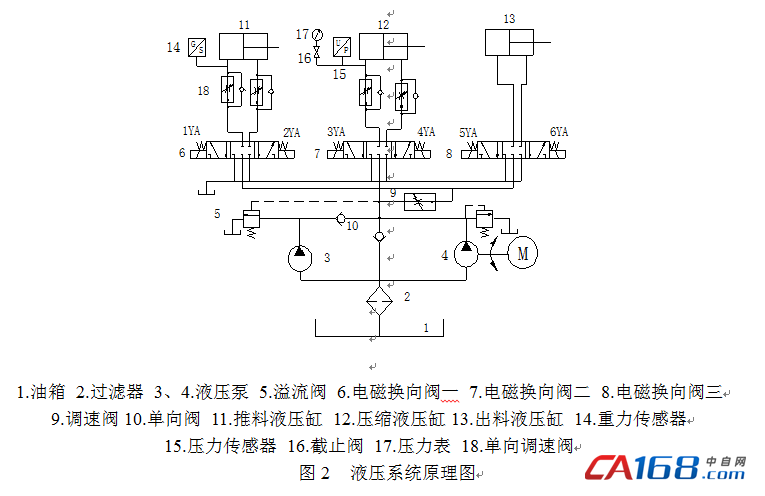
该液压系统由三位五通换向阀、溢流阀、过滤器、调速阀、电动机、油箱、液压泵、单向阀、截止阀、重力传感器、压力传感器、单向调速阀、压力表、液压缸组成,其液压原理图如图2所示[3]。
2.2 工作原理
液压系统的工作原理描述如下:
(1)按下启动按钮,电机启动,液压泵启动,输送装置启动,三位五通换向阀一中位工作,三位五通换向阀二中位工作,三位五通换向阀三中位工作。
(2)输送装置将自然堆积的木片经输送带送入料仓中,当料仓的木片重量达到预设值时,重力传感器得到信号,电磁铁2YA得电,三位五通换向阀一右位工作,推移液压缸和横向推板将木片推入压缩箱。
(3) 当横向推板触碰行程开关二时,电磁铁1YA得电,三位五通换向阀一左位工作,推移液压缸和横向推板返回,同时电磁铁3YA得电,三位五通换向阀二左位工作,压缩液压缸开始不断地对木片加压。当压头上的压力传感器达到预定压力时,压力传感器得到信号,电磁铁4YA得电,三位五通换向阀二右位工作,压缩液压缸返回。
当横向推板触碰行程开关二时,电磁铁1YA得电,三位五通换向阀一左位工作,推移液压缸和横向推板返回,同时电磁铁3YA得电,三位五通换向阀二左位工作,压缩液压缸开始不断地对木片加压。当压头上的压力传感器达到预定压力时,压力传感器得到信号,电磁铁4YA得电,三位五通换向阀二右位工作,压缩液压缸返回。
(4)当压缩液压缸触碰行程开关三时,电磁铁6YA得电,三位五通换向阀三右位工作,出料液压缸和纵向推板将压缩成型的木片推出。
(5)
当纵向推板触碰行程开关四时,电磁铁5YA得电,三位五通换向阀三左位工作,出料液压缸返回;同时,输送装置开始工作,不断地向料仓中输送木片,当触碰行程开关五时,出料液压缸停止工作。
(1)重复步骤(2)~(5)。
(2)当木片压缩完毕后,按下停止按钮,电机和液压泵停止工作。
2 PLC控制系统的软硬件设计
3.1 PLC选型
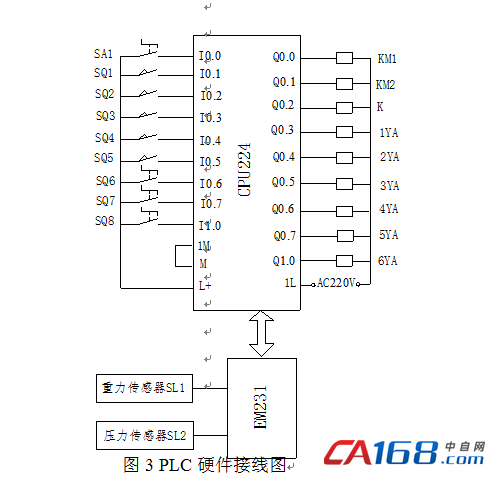
根据控制系统要求,从可靠性、经济性等方面考虑,选择西门子S7-200系列PLC作为基于PLC的木片压缩机系统的控制主机。此控制系统共有开关量:9个输入量,9个输出量;模拟量:2个输入量。在具体使用时可能会出现输入或输出量点数不足,所以应留出15%余量[4]。因此选择CPU224(14入10出),还要加一台模拟量输入扩展模块EM231(4入)作为控制系统的主机,共有14个开关量输入,10个开关量输出,4个模拟量输入可供使用,能满足系统的使用要求。
3.2 I/O分配
根据控制系统所要求的输入量:5个行程开关,4个控制按钮,1个压力传感器,1个重力传感器;输出量:1个电动机、1个液压泵、1个输送装置、6个电磁铁。根据系统的控制功能要求,基于PLC的木片压缩机系统设计的I/O分配如表1所示。
表1 I/O分配表
|
输入名称 |
地址 |
输出名称 |
地址 |
|
启动按钮SA1 |
I0.0 |
电机KM1 |
Q0.0 |
|
行程开关一SQ1 |
I0.1 |
液压泵KM2 |
Q0.1 |
|
行程开关二SQ2 |
I0.2 |
输送装置 |
Q0.2 |
|
行程开关三SQ3 |
I0.3 |
电磁铁1YA |
Q0.3 |
|
行程开关四SQ4 |
I0.4 |
电磁铁2YA |
Q0.4 |
|
行程开关五SQ5 |
I0.5 |
电磁铁3YA |
Q0.5 |
|
停止按钮SB2 |
I0.6 |
电磁铁4YA |
Q0.6 |
|
电机启动按钮SB3 |
I0.7 |
电磁铁5YA |
Q0.7 |
|
电机停止按钮SA2 |
I1.0 |
电磁铁6YA |
Q1.0 |
|
重力传感器SL1 |
AIW0 |
|
|
|
压力传感器SL2 |
AIW2 |
|
|
3.3 PLC硬件接线图
根据输入量和输出量信号的特点以及系统的控制要求,绘制出基于PLC的木片压缩机系统的输入输出设备与PLC的接线图,如图3所示。
3.4 顺序功能图设计
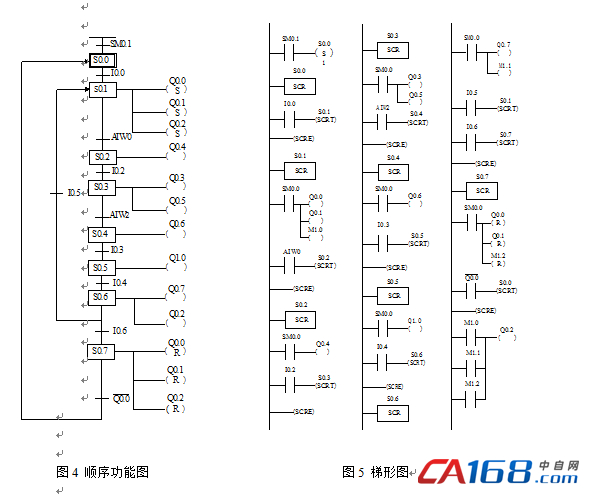
根据PLC的硬件接线图以及液压系统的工况分析,采用功能图的编程方法,绘制顺序功能图如图4所示。
3.5 梯形图设计
顺序功能图进行梯形图编写时,由于顺序控制指令不支持双线圈输出,故在梯形图编写程序时SCR段先用中间继电器来表示其分段的输出,在程序的最后在进行合并输出处理[5],如图5所示。
4 结束语
(1)进行了木片压缩机的机械结构设计。采用传动箱和输送带进行木片的运输,一方面,代替了人工操作,提高了系统的自动化程度,另一方面,避免了扬起的木片带来的空气污染,减轻了对人体的伤害。
(2)以液压系统作为传动系统。采用了液压缸作为压缩木片设备的动力源,使压缩工作更加平稳可靠;采用了压力传感器来代替传统的压力继电器,增加了木片的压实度,系统反应更加灵敏。
(3)采用了PLC作为系统的控制核心。利用PLC来控制整个系统的运行状态,不仅可以节省人力成本,而且使木片压缩机系统运行更加平稳准确,自动化程度更高,提高了木片压缩机的运输效率,节省了木片的生产成本,具有广阔的应用前景。
参考文献
[1] 朱紫君. 基于PLC的木片气化控制系统的研究[D].南京林业大学,2013.
[2] 王鸿云. 木片压缩打包机设计及木片压缩应力松驰研究[D].东北林业大学,2003.
[3] 符林芳, 高利平. 液压与气压传动技术[M]. 北京理工大学出版社, 2016.
[4] 黄志坚, 黄新辉. 液压与气动控制PLC应用案例[M]. B北京:化学工业出版社, 2015.
[5] 王永华. 现代电气控制及PLC应用技术.第3版[M].北京:北京航空航天大学出版社, 2013.
作者简介:
郭唤唤 (1990-) 女 工学学士 研究生在读 研究方向:机电液一体化及智能控制技术方向






共0条 [查看全部] 网友评论