



Abstract: This paper mainly introduces the Automatic control of shot blasting machine with a
rotating table based on PLC. The composition and working principle of the shot blasting machine
with a rotating table are briefly analyzed. Based on this, the PLC automation control scheme is
designed. The I/O address assignment, ladder diagram drawing and hardware wiring diagram of
PLC are explained in detail, so as to achieve the automatic control of shot blasting machine with a
rotating table.
Key words: Shot blasting machine with a rotating table PLC Automatic control
【中图分类号】TP278 【文献标识码】B 文章编号1606-5123(2018)03-0000-00
1 引言
在现代化工业生产中,装配制造业经常大量使用各类型的锻压件、铸造件及焊接成型件,这些工件在生产完成初期,其表面质量较差,往往带有较多的残留型砂和氧化皮,同时工件表面还存在着较大的残余应力。
现阶段多采用自动化程度较高的抛丸工艺进行处理。抛丸工艺是一种采用抛丸器将一定颗粒大小的弹丸高速抛向被处理工件的一种处理方法。通过该工艺可有效去除工件表面的锈蚀、型砂及氧化皮等,不仅提高了工件表面的光洁度,同时还增强了工件表面的压应力,提高了工件的抗疲劳能力。
2 工艺原理
自转台式抛丸机是一种适用于中小型焊铸工件外表面清理的装备。其主要包括清理室壳体、自动旋转台、清理室大门、抛丸器、提升机、粉尘处理系统、自动控制系统等部分。自动式旋转台安装在清理室壳体内部,其中清理室壳体内部和自动旋转台顶部安装有高铬钢防护板,两台抛丸器布置在清理室壳体的顶端,提升机负责将抛丸器抛射的弹丸重新提升至高处供抛丸器再循环利用,粉尘处理系统负责净化处理清理室内产生的粉尘气体,自动控制系统负责整台设备的自动化运行。自转台式抛丸机外观示意图如图1所示。

设备启动运行之前,首先将待清理工件放置到自转台工作台面上,然后手动锁紧清理室大门,此时按下控制系统的启动运行按钮,系统首先启动除尘风机电机,使粉尘处理系统优先运行。延时5s后,系统启动提升机电机和自动旋转台电机,为弹丸循环利用和工件清理做好准备。系统再延时5s后,抛丸器电机启动,抛丸器内部旋转的叶片将弹丸高速抛向待清理工件的表面。设备工作至5min后,工件清理完毕,抛丸器电机和自动旋转台工作电机停止工作。此时,手动开启清理室大门,将已经清理完毕的工件取出,重新装填待清理工件,关闭清理室大门,按下控制系统的工作循环复位按钮,抛丸器电机和自动旋转台工作电机重新启动,系统进入下一个工作循环。当生产作业完毕后,按下系统的停止按钮,提升机电机、自动旋转台电机和抛丸器电机首先停止,除尘风机电机在延时30s后停止运行。
3 PLC控制系统
3.1 PLC的选型
根据自转台式抛丸机设备的控制要求,选用德国西门子公司的S7—200 CPU 224作为本系统的控制核心。该模块功能齐全,其I/O端子共计24点,14个输入点和10个输出点,每个输入点和输出点有LED状态指示灯,其点为高电平时,LED指示灯亮。
3.2 PLC电原理设计
根据自转台式抛丸机PLC控制系统的I/O控制要求,设计并绘制控制系统的I/O硬件接线图,如图3所示。

3.3 I/O变量定义
根据系统的运行控制要求,对设备的输入和输出信号依次进行编号,并将其逐一定义到PLC地址号。按照以上要求,制定自转台式抛丸机设备的PLC自动控制系统I/O地址分配表,如表1所示。
表1 PLC控制系统I/O地址分配表
|
输入/输出信号 |
PLC地址 |
|
系统启动 |
I0.0 |
|
系统停止 |
I0.1 |
|
工作循环复位 |
I0.2 |
|
除尘风机电机 |
Q0.0 |
|
提升机电机 |
Q0.1 |
|
自动旋转台电机 |
Q0.2 |
|
抛丸器电机 |
Q0.3 |
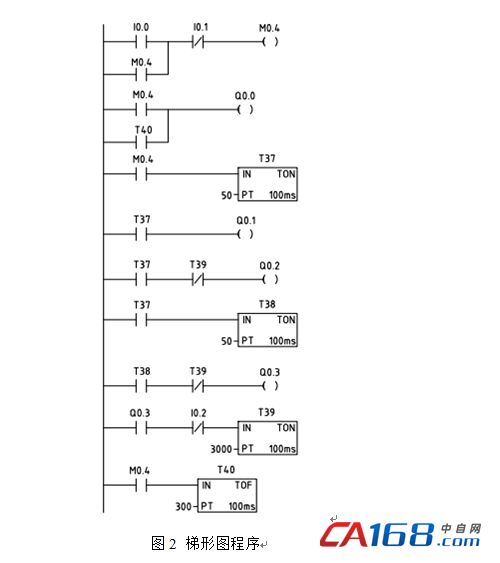
3.4 PLC编程
PLC为用户提供了完整的编程语言,以适应编制用户程序的需要。PLC提供的编程语言通常有梯形图、指令表、顺序功能流程图和功能块图等几种。为了方便直观的展现控制系统的逻辑顺序,采用梯形图编程语言,并采用经验设计法对程序进行设计,如图2所示。
4 结束语
自转台式抛丸机采用德国西门子S7—200 CPU 224作为控制系统的核心组件,实现了该设备抛丸过程的自动化,有效的满足了中小型锻压部件、中小型铸造部件,及型腔复杂、扁平、不可碰撞的中小型部件的表面处理,大大提高了生产效率,降低了操作工人的劳动强度,有利于工件的大批量化加工处理。
参考文献
[1]沙峰.抛丸机抛丸技术的研究与应用[J].自动化应用,2014(10):01-02.
[2]康阳.抛丸机的结构分析及维护[J].山西冶金,2014(5):101-103.
[3]陈钧.基于S7-300PLC技术的抛丸机控制系统[J].电气应用,2017(36):68-73.
[4]李长军,关开芹,李长城.零基础轻松学西门子S7-200 PLC[M].北京:机械工业出版社,2014.7.
[5]廖常初.PLC编程及应用[M].北京:机械工业出版社,2013.11.
作者简介
郑辉 男 工学学士 研究生在读 研究方向:机电液控制及自动化方向






共0条 [查看全部] 网友评论