


Abstract: This paper mainly expounds the application of Yonghong PLC on the transformer package test machine. This device is designed by Dongguan yyali automation system, uses the FBs series PLC host of Yonghong as the control system, and uses the Panasonic A6 servo system and the pneumatic system as the machine execution system, and the magnetic core package of the current transformer is wrapped up. The edge adhesive paper is operated by hand, and the corresponding clamping die should be made according to the shape and size of the core. An automatic rubber packing device for the core of transformer is developed. The device uses PLC and pneumatic control system to realize automatic packing for the magnetic core of small and medium transformers. Physical strength.
Key words: FATEK PLC Automatic glue Servo Efficient
【中图分类号】TN820.3 【文献标识码】B 文章编号1606-5123(2018)05-0000-00
1 引言
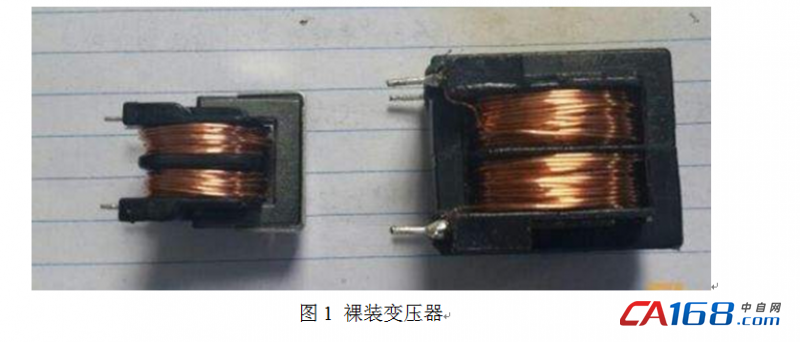
变压器包胶测试是小变压器组装必须进行的一项装配工序。裸装变压器与包胶变压器分别如图1、图2所示。

变压器包胶测试依靠工人借助简单夹具完成,由于贴胶纸上料过程耗费时间长,二作效率低,并随着人力成本的不断提升,致使生产成本很高。为了提高生产效率,节省成本,同时减轻对操作工人的依赖,设计了该款变压器磁芯自动包胶装置。在相当多领域内,客户需要关联变压器包胶测试机及相关配置的。而目前,多数变压器包胶测试机供应商并没有配套产品的生产。这种解决方案的前景虽不明朗,但在这个领域内,明显的,或者说以此为战略方向进行业务布局的,真正具备了变压器包胶测试机及相关配套设备的生产及设计的厂家,才是变压器包胶测试机市场上的王者。
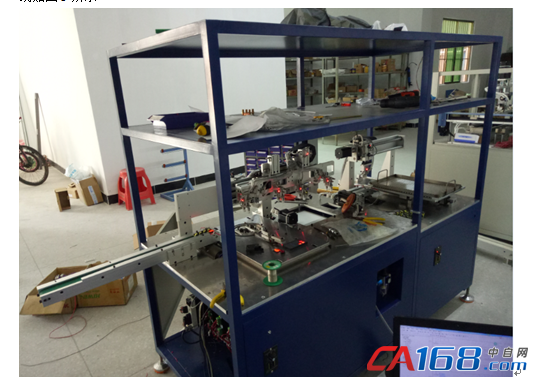
本文开发的变压器包胶测试机系统完全可以取代传统的手工操作,采用自动化技术,生产出来的产品一致性好,质量稳定可靠,同时,生产效率高。变压器包胶自动化测试机系统如图3所示。
2 系统设计方案
2.1 方案背景
永宏FBs系列高功能型主机有10点至60点不等的机型,主机输入输出最多扩展512点,模拟量输入输出32路,高速脉冲输出4路920KHz,并可拓展5个通讯口,使用永宏高速通讯协议速率达921.6Kbps。PLC的程序执行速率为0.33uS,程序容量高达20K Words,顺序指令36个,应用指令326个(126种)。特别是永宏特有的PACK,可以方便实现程序的批量下载、拷贝、扩充程序等功能。
变压器包胶测试机的特点是动作复杂、频繁,有较多的执行元件。如果在这种场合使用继电器控制逻辑的话必然需要很多的中间继电器,还有一些高速脉冲输出,比如:高速脉冲输出控制伺服,是继电器所不能替代的,假如这些中间继电器是用PLC进行控制的情况下,就可以对其内部的辅助继电器进行编程后来取代。而且PLC具有灵活性可以增加多种模块搭配,比如高速脉冲输出,这个功能就能很好的解决本设备的伺服定位控制,从物理介质方面来说,继电器系统是要用具体的电气元件来组合,而PLC只是使用内部寄存器。只要是在PLC编程容量许可的范围内,就可以不必花费额外的费用来实现复杂的控制逻辑。PLC都有上百点甚至更多的内部辅助继电器,并且还有多种专用的内部电路,足可以应付复杂的控制要求,唯一需要我们做的工作就是通过专用软件对PLC进行编程。再说了,现在的变压器包胶测试机必须有高速计数和脉冲输出这两个功能,继电器控制系统是实现不了这两个功能的。事实上,PLC用于这种场合也最能显现出其经济性。考虑经济、实现效果、定位精度等原因客户采用永宏PLC作为控制系统。
综合性价比分析,变压器包胶测试机采用永宏PLC控制系统相对于其他PLC控制系统而言,永宏PLC控制系统的性价比更高。本文主要以永宏PLC在变压器包胶测试机上的应用为背景,对该方案的硬件设计、软件设计和实施结果(应用效果)进行了详细的阐述和说明变压器包胶测试机控制系统解决方案如表1所示。
表1 变压器包胶测试机系统解决方案
|
系统方案 |
控制器 |
操作界面 |
伺服系统 |
|
方案1 |
三菱PLC |
昆仑通态HMI |
汇川伺服 |
|
方案2 |
台达PLC |
台达HMI |
台达伺服 |
|
方案3 |
信捷PLC |
信捷HMI |
信捷伺服 |
|
方案3 |
永宏PLC |
永宏HMI |
三菱伺服 |
|
|
|
|
|
2.2 客户需求
根据客户要求,变压器包胶测试机的整体动作主要包括五部分:上料机构输送上料;抓取机构依次抓取产品放到包胶位、检测位;包胶机构进行包胶、测试机构进行测试;翻转机构把产品翻转到排盘输送带;最后是排盘机构把测试好的OK品进行整理排盘;这五部分动作为多次循环动作,整体动作需要稳定运行。变压器包胶测试机具体工艺及功能要求如表2所示。
表2 变压器包胶测试机具体工艺及功能要求
|
要求1 |
排盘需要分成两个小盘子进行排盘,在功能上加上2次排盘。 |
|
要求2 |
回原点之前需要把所有的气缸复位,在回原点。 |
|
要求3 |
每个轴回原点完成后,都需要有一个等待位置。 |
|
要求4 |
客户需要显示一个周期所用时间,检测设备效率。 |
|
要求5 |
客户需要显示抓取机构的当前位置,来设定取料位和放料位。 |
|
要求6 |
数据存储要有配方功能。 |
|
… |
… |
2.3 解决方案
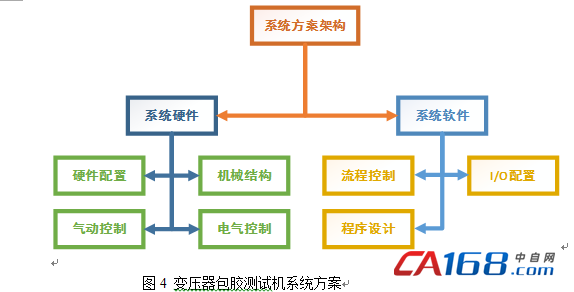
根据控制及工艺要求,变压器包胶测试机控制方案主要包括系统硬件设计和系统软件设计;其中系统硬件设计包括硬件(产品)配置、机械结构、气动控制和电气控制等四部分;系统软件设计包括流程控制、I/O配置和程序设计等三部分;变压器包胶测试机的设计参数如 表3所示。
表3 变压器包胶测试机设计参数
|
设计参数 |
|
|
控制系统 |
永宏PLC |
|
操作界面 |
永宏HMI |
|
伺服驱动 |
松下A6 400W 伺服 |
|
气动驱动 |
SMC电磁阀 |
|
压力范围: |
5Kpa |
|
工作电源 |
220VAC 50Hz |
基于上述各项技术指标,变压器包胶测试机系统方案架构如图4所示。
3 系统硬件设计
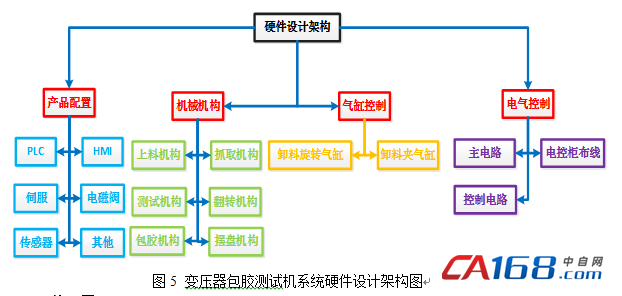
变压器包胶测试机的机械结构主要由六部分组成:上料机构、抓取机构、包胶、测试机构、翻转机构和摆盘机构组成。
上料机构主要是把产品输送到抓取机构的抓取位;抓取机构主要是把产品依次抓取放到包胶位、检测位,抓取机构有4个抓取夹一次能抓取4个产品;包胶、测试机构主要是把产品进行包胶和测试;翻转机构主要是把产品翻转到排盘输送带,进行产品排盘;排盘机构主要是把产品把测试好的OK品进行整理排盘。组成变压器包胶测试机的系统硬件设计架构如图5所示。
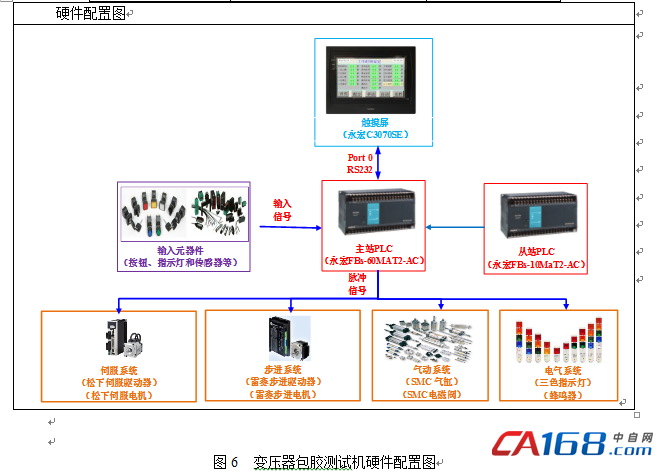
3.1 硬件配置
变压器包胶测试机的系统硬件由永宏FBs-60MAT2-AC FBs-10MAT2-AC FBs-CB5 控制器、永宏 C3070SE HMI触摸屏、松下伺服驱动和电机、雷赛步进驱动器及其电机和外围输入输出线路(包括按钮、接近传感器和光电传感器等)组成。组成变压器包胶测试机系统硬件清单如表4所示,变压器包胶测试机系统硬件配置如图6所示。
表4 变压器包胶测试机硬件明细表
|
硬件明细表 |
||
|
产品类型 |
产品型号 |
产品种类 |
|
永宏PLC |
FBs-60MAT2-AC FBs-10MAT2-AC FBs-CB5*2 |
1台 |
|
永宏HMI |
C3070SE |
1台 |
|
松下伺服 |
400W |
1套 |
|
电磁阀阀 |
SMC电磁阀 |
若干 |
|
传感器 |
磁性传感器 |
若干 |
|
步进 |
雷赛步进 |
4套 |
|
电气部件 |
— |
若干 |
|
机械部件 |
— |
若干 |
3.2 机械结构
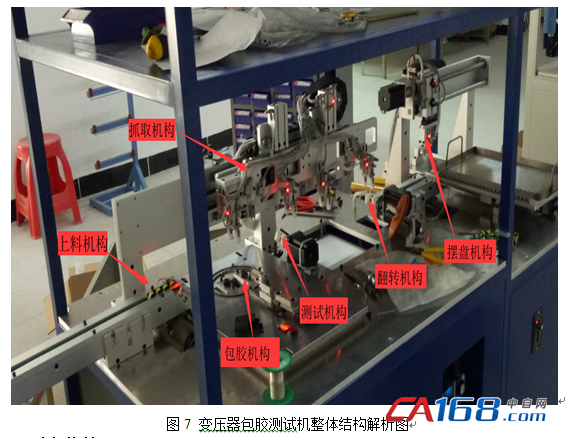
变压器包胶测试机的机械结构主要由六部分组成:上料机构、抓取机构、包胶、测试机构、翻转机构和摆盘机构组成。
上料机构主要是把产品输送到抓取机构的抓取位;抓取机构主要是把产品依次抓取放到包胶位、检测位,抓取机构有4个抓取夹一次能抓取4个产品;包胶、测试机构主要是把产品进行包胶和测试;翻转机构主要是把产品翻转到排盘输送带,进行产品排盘;排盘机构主要是把产品把测试好的OK品进行整理排盘。变压器包胶测试机的整体结构解析如图7所示。
3.3 电气控制
变压器包胶测试机的电气控制主要分为主电路和控制电路两部分。主电路采用AC220V供电,主电路主要交流电机供电。AC220V主要给PLC控制单元、开关电源和散热风扇等部件供电,并通过电源指示灯来进行电源显示;控制电路采用DC24V供电,控制电路主要给HMI操作界面、电磁阀、传感器和指示灯等控制信号供电;控制电路还采用固态继电器、普通继电器等电气部件进行控制电路中间转换控制。变压器包胶测试机PLC控制主站电路原理如图8所示。
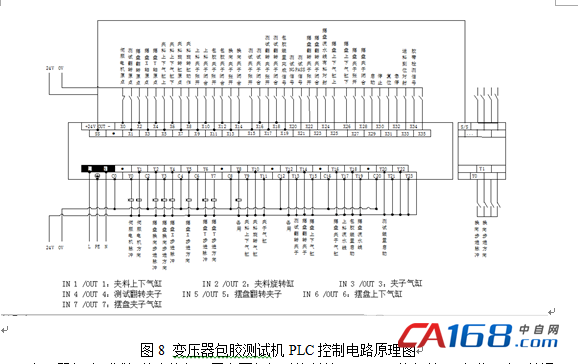
变压器包胶测试机的电控柜配置主要包括对控制单元(PLC)、执行单元(步进驱动、普通继电器等)、供电单元(开关电源、空气开光、交流接触器、电源插座等)和连接单元(端子台)的电气配线。
4 系统软件设计
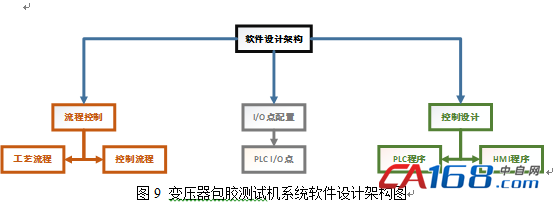
变压器包胶测试机的系统软件设计主要包括三部分:流程控制、I/O点配置和程序设计;其中流程控制主要对工艺流程和控制流程进行了说明,I/O点配置主要对PLC输入输出点配置和伺服接线引脚配置进行了说明,程序设计主要对PLC程序和HMI程序进行了说明,变压器包胶测试机的系统软件设计架构图如图9所示。
4.1工艺流程
变压器包胶测试机的工艺流程主要包括五部分:上料机构输送上料,抓取机构依次抓取产品放到包胶位、检测位,包胶机构进行包胶、测试机构进行测试,翻转机构把产品翻转到排盘输送带,排盘机构把测试好的OK品进行整理排盘,工艺流程是按照循序执行的,从而达到很好的工艺效果,变压器包胶测试机工艺流程如图10所示。

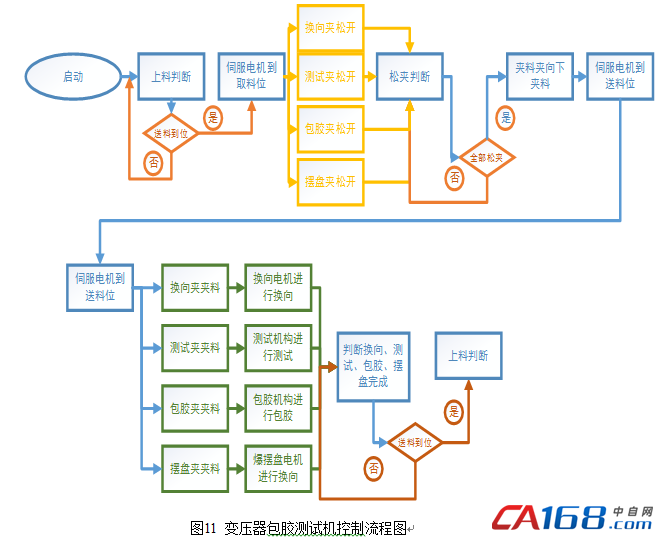
4.2 控制流程
变压器包胶测试机的机械结构主要由六部分组成:上料机构、抓取机构、包胶、测试机构、翻转机构和摆盘机构组成。
上料机构主要是把产品输送到抓取机构的抓取位;抓取机构主要是把产品依次抓取放到包胶位、检测位,抓取机构有4个抓取夹一次能抓取4个产品;包胶、测试机构主要是把产品进行包胶和测试;翻转机构主要是把产品翻转到排盘输送带,进行产品排盘;排盘机构主要是把产品把测试好的OK品进行整理排盘。变压器包胶测试机的控制流程如图11所示。
5 结束语
模块式组合解决方案,企业提供的变压器包胶测试机其一切都是可变、可选择模块式的,在客户面前,这种解决方案是相当有吸引力的。当然,前提是有良好的性价比和技术支持。从市场的实践来看,具备这种解决方案能力的厂商,在市场上的进攻性表现是比较明显的。这种相互的带动作用不仅有益于机器的销售,更重要的意义是相互的带动。而今,最新型变压器包胶测试机往往是机、电、气一体化的全自动设备。充分利用最新科技成果,采用气动执行机构、伺服电机驱动等先进技术,大大缩短整体机械的传动链,机械结构大为简化,工作的速度和精度大大提高。如果说以前我国变压器包胶测试机的设计是完全仿制阶段,那么现在我们应该具备创新的设计意识,设计出先进、易用的变压器包胶测试机。
通过现场调试变压器包胶测试机做出的产品检测精度大大提高,降低产品的功耗,提高产品质量,提高产能,并经过长时间测试,满足了客户的要求,而且变压器包胶测试机在运行过程中运行平稳、生产效率高;从而可以为客户提高生产效率,降低劳动强度,节约人工成本,改善生产环境,使企业的生产成本有所降低。该控制方案很好的体现了永宏PLC强大扩展功能和强大指令功能等功能。
参考文献
[1] 范堤商贸(上海)有限公司.永宏可编程控制器使用手册I【硬件篇&指令篇】. 2013.
[2] 范堤商贸(上海)有限公司.永宏可编程控制器使用手册II【进阶应用篇】. 2013.
[3] 范堤商贸(上海)有限公司.永宏PLC编程软件使用手册.台湾永宏电机股份有限公司.




共0条 [查看全部] 网友评论