


Abstract: By analyzing the Lifting Table device control and on-site practical problems, Proposed zero speed brake control scheme
Key Words: Pallet conveyor Lifting Table Zero speed brake control
【中图分类号】U169.72 【文献标识码】B 文章编号1606-5123(2018)05-0000-00
1 引言
2009 年3 月,首钢京唐热轧2250双排式托盘运输系统正式投入自动化运行,这标志着世界上首次采用双排式托盘运输系统运送热轧钢卷的尝试取得成功。托盘系统运行快捷高效的运输特点得到充分发挥,克服了传统钢卷运输方式的“瓶颈”;另外钢卷在整个运输过程中一直存放在托盘上,与托盘没有相对的位置变动,有效的保护了钢卷外表面,提高了成材率。
2 轻载提升制动系统
2.1 首钢京唐热轧2250托盘运输线
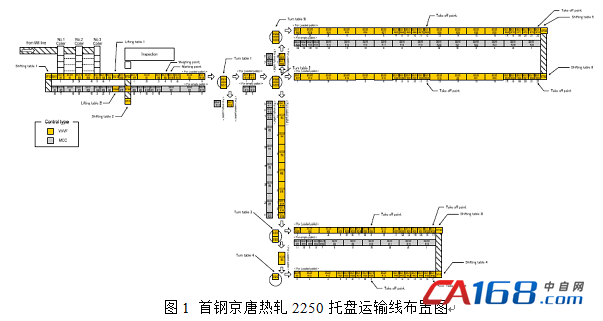
首钢京唐热轧2250托盘运输线布置如图1所示。托盘运输线轻载提升装置(LT2)负责把从钢卷库返回的空托盘运送到卷取机前,所有返回的空托盘都要由提升机进行升降动作,因此轻载提升是托盘运输系统动作最频繁的设备之一。如此高效快捷的托盘运输方式,一旦某一区域出现故障,尤其是在TT2旋转平台之前设备,将会导致整个托盘运输的混乱,甚至全线停产的严重事故。从投产以来,已经发生多次轻载提升溜位事故,造成了托盘运输线不能正常运行,严重时已经造成运输线瘫痪,甚至停产。
2.2 托盘提升系统运行
轻载提升装置动作过程:轻载提升装置长期处于等待位,在高位等待空托盘的到来;待空托盘从卷库返回运送到提升装置后,由传感器检测到位后,轻载提升装置开始下降;由编码器实时检测升降运行位置,控制程序判断是否到位;待运行到下位后,停止轻载提升的升降运行,并运送托盘离开;待水平传感器信号检测消失后,开始启动提升装置上升到等待位。
2.3 轻载提升装置制动
轻载提升装置靠电机驱动进行升降动作,由抱闸控制启停,现有的控制过程是这样的:当编码器检测到轻载提升装置到停止位时,且电机速度为零后,则由一级PLC取消发送给传动系统的速度参考值,同时一级PLC给传动系统发送抱闸抱紧命令,这样就完成了一次轻载提升装置制动停止过程,如图2所示。

3 零速制动解决方案
3.1 隐患分析
存在的隐患:所有返回的空托盘都要由轻载提升装置进行升降动作,也就是说每个托盘经过轻载提升装置,轻载升降动作一次,电机抱闸就要动作2次;抱闸长期的动作会导致抱闸磨片的磨损,导致不能抱紧电机,甚至造成轻载提升装置溜位的事故。
3.2 零速制动方案
分析原来的控制程序及现场实际设备动作,发现轻载提升装置到位需要停止时,一级PLC系统发送给传动系统的零速度参考值取消的同时,抱闸关闭命令同时发出。这就存在一定隐患,在提升电机前期运行时,由于抱闸没有磨损,通过这一方法制定没有任何问题。关键是待抱闸磨损后,抱闸从启动到抱紧需要的时间越来越长,虽然说整体也不过0.5s,但就是存在这点时间差,轻载提升装置就会发生自由落体现象;下落时间等于抱闸动作时间,因此抱闸磨损越严重,抱闸间隙越大,动作时间就越长,轻载提升下降距离就越大(溜位越严重)。同时溜位越严重,也越会加剧抱闸的机械磨损,如果不加以重视的话,就会出现恶性循环的设备损坏状态。如何避免轻载提升溜位,能不能进行优化电机控制的时序。经研究分析提出:在轻载提升电机零速运行保持不变时,进行抱闸控制最为合理,也就是通过电机本身的扭矩控制来辅助制动,再通过抱闸进行机械制动,因此提出提升电机零速制动控制方案。
3.4 方案实现
(1)待轻载提升检测到位后,电机的速度参考值为零后,一级PLC系统发送给传动系统的励磁由原来控制取消改为保持(保持一段时间),也就是一级PLC发送给传动系统的零速度值不能取消。
(2)其次在电机零速运行时,轻载提升装置停止的同时,一级PLC系统发送给传动系统抱闸抱紧命令,同时取消电机的零速度参考值,这样保证了轻载提升装置彻底制动。
4 结束语
零速制动方案实施后的效果对比,首先减少了抱闸的磨损,原来抱闸是在轻载提升动作过程中(自由落下)进行抱闸动作,加快了抱闸磨片的磨损,改进后的结果是在轻载提升彻底的停止后进行的,也就是说抱闸是在提升静止不动状态下抱紧的,几乎没有抱闸磨损现象发生,保护了设备。其次保证了电机的彻底制动,一方面通过电机本身特性励磁电流制动,另一方面通过电机抱闸磨片制动,通过这双重制动保证轻载提升彻底的停止制动,不会溜位。另外通过本方案,在电机抱闸彻底损坏的情况下,能够提供一种临时解决方案,现场人为取消抱闸,通过电机励磁来制动来作为临时措施,为事故处理带来充足的准备时间,并且保证了连续生产。
参考文献(略)




共0条 [查看全部] 网友评论