


Abstract: This paper focuses on the automotive manufacturing process business: infrastructure; Kepware OPC; IT PLC application;Manufacturing execution system analysis and conceptual design related to loose coupling and tight coupling.
Key words: Infrastructure Kepware OPC IT PLC application Loose coupling and tight coupling
【中图分类号】N945.1 【文献标识码】B 文章编号1606-5123(2018)07-0000-00
1 引言
汽车制造MES涵盖了计划、生产、质量、物流、设备等诸多职能领域,它和ERP、WMS、PLM等应用系统有高度集成,和PLC、RFID等自动化设备高度集成,功能繁多,涉及的流程也非常复杂。为了帮助读者从整体上理解,本文将这些功能从业务需求的角度予以拆解,从业务入手,结合流程分析和架构解析,当读者对这些逻辑较为独立的功能点有了理解,慢慢地对整个系统的总体功能就有了综合的印象。同时,为了突出汽车制造MES的特殊性,本部分将不介绍MES的一般功能,而重点介绍汽车制造业务所特有的功能。在具体介绍业务功能点时,同时结合工艺和架构进行分析。MES作为车间现场的执行系统,对稳定性、可靠性提出了很高的要求。这部分将介绍汽车制造MES的典型架构。
此外,还介绍了业内广泛使用的Kepware OPC系列产品。
最后,还基于作者实践,介绍了IT PLC的应用及松耦合的设计。
2 基础架构
2.1 MES应用系统特点
MES是大型的应用系统,其特点是:
(1)实时性高,通常客户端的响应时间在1~5秒内,和PLC通信的响应时间在1~2秒。
(2)功能复杂,包含了计划、生产、工艺、质量、设备等诸多业务模块,逻辑较复杂。
(3)稳定性高,通常会要求达到99.5%以上的在线率,不然会影响现场生产。
(4)和外部系统(如ERP/PLM/WMS)有较多数据交互。
因此,为了保证MES系统稳定、可靠运行,需要通过系统架构设计予以保障。
图1显示了MES系统的典型架构关系。
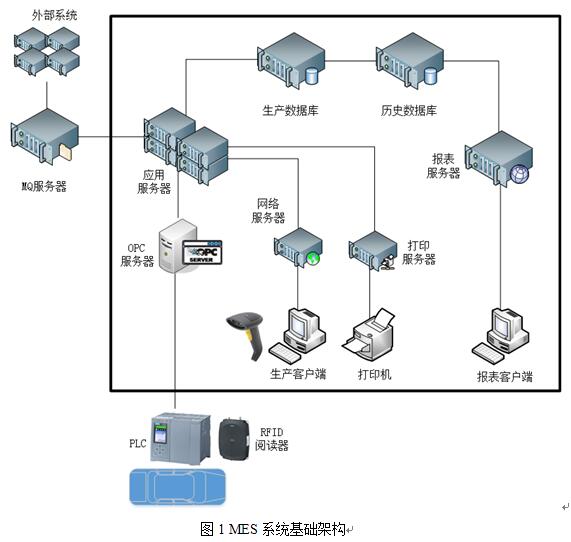
2.2 应用服务功能
应用服务器是MES的核心,其功能包括:
(1)业务模型的定义。
(2)工艺路线的定义。
(3)业务逻辑的处理。
(4)对于输入、输出数据的处理。
(5)数据的类型转换、格式转换。
(6)计划任务的处理。
(7)OPC客户端,用于和OPC服务器通信。
(8)MQ客户端,用于和MQ服务器通信。
(9)DB客户端,用于执行数据库读写。
通常应用服务器会采用Cluster机制进行冗余处理,以提供高可用性。
数据库用于存储和备份数据,通常采用Oracle/MSSQL等大型成熟关系型数据库,且会划分成生产数据库和历史数据库。
生产库用于实时业务处理,通常只存储较近一段时间如3个月以内的数据。生产库采用DataGuard等技术提供冗余支持。
历史数据库会存储所有的历史数据,数据量大,通常用于报表输出。
因此我们可以在应用服务器上执行实时数据查询,而通过报表服务器执行历史数据统计分析。
2.3 网络服务器功能
网络服务器主要用于处理客户端的输入输出,主要功能有:
(1)图形界面展示。
(2)采集用户输入数据。
(3)对用户键盘、鼠标操作的响应。
(4)本地脚本处理。
(5)本地DLL调用,如.NET框架支持调用本地OPC客户端,从而实现分布式OPC通信。
通常网络服务器会采用Network Load Balance实现负载均衡,以支撑客户端高并发。
由于MES系统中注册的打印机主要以网络打印机为主,因此还需要部署专用打印机服务器以驱动所有的网络打印机。
MES和PLC的通信,目前还是以OPC作为主流的形式。
OPC是一个中间件平台,安装对应的驱动后,OPC服务器能够将PLC数据块中存储的数据映射成内存变量,OPC变量在形式上和普通的IT变量没有区别。
目前应用较广泛的是Kepware OPC Server,其价格较低,提供了几乎所有主流PLC的驱动,此外还有一些功能强大的插件,如IoT Gateway能够将OPC变量封装成Web Service进行调用。
MES和PLC通信的耦合性、实时性都较强,如PLC的扫描周期一般为50~100ms,而OPC的扫描周期通常设置为250~1000ms。
MES和ERP/PLM/WMS有较多的数据交互,但对实时性的要求较低。此外,为了减少系统间的耦合性,通常会采用消息队列的机制在系统间传输数据。
例如ERP部署在集团公司,PLM部署在研究院,而MES部署在工厂,那么通常会在集团公司部署消息队列服务器,然后在集团、工厂、研究院部署MQ客户端,从而实现三地之间的数据交互。
3 Kepware OPC产品介绍
本章介绍在业内应用最广泛的OPC产品:Kepware OPC Server及其插件。
3.1 什么是OPC
OPC即OLE for Process Control,用于过程控制的OLE。而OLE即Object Linking and Embedding,对象链接与嵌入。比如WORD中插入一个EXCEL表格,就利用了OLE技术。
OPC的作用如图2所示。
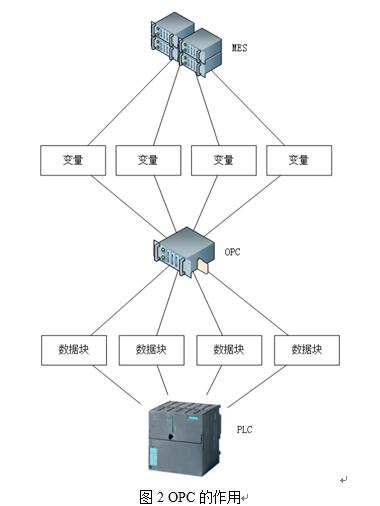
如图 所示,OPC的作用是将PLC数据块(Data Block)转换成MES(通过OPC客户端)能够直接读写的内存变量(Tag)。
一般来说,如果PLC要和上位系统通信,通常会把数据存储在专用的接口数据块中,并且为每个数据块规划好专有结构,如:

但是这些数据块的地址是无法被MES直接访问的。
而经过OPC映射后,这些PLC变量和一般的IT服务器内存变量在形式上已经没有了区别,OPC服务器能够直接对这些PLC变量进行读写操作。
而我们可以在MES上部署OPC客户端,对这些变量进行访问和读写。
目前OPC协议主要有两种:OPC DA和OPC UA。
OPC DA即OPC Data Access,这个协议基于微软的DCOM技术实现,已经用了很多年,非常成熟,但是只能部署在WINDOWS平台。由于DCOM的限制,OPC DA的安全性不高,配置也较繁琐。
OPC UA即OPC Unified Architecture,是跨平台的,可以部署在LINUX+JAVA环境下,但是目前应用还不是很广泛。
3.2 DataLogger
DataLogger是Kepware的一个插件,能够将OPC变量的值自动记录到数据库中。
对于一般的PLC数据采集需求来说,这个插件已经足以满足了,它只需要一些简单的配置,不需要任何的代码开发。
数据存到数据库里以后,可以通过编写数据库存储过程或者应用层逻辑,来对数据进行业务处理。
比如我们要对一个旧工厂的冲压车间实施PMC,采集设备状态信息,那么我们可以利用OPC DA + DataLogger来采集数据,然后在数据库里编写触发器和存储过程来对数据进一步处理。
3.3 ODBC Driver
DataLogger只能对数据库进行写操作,不能进行读操作,因此数据只能从PLC向MES上行传输。
但某些时候,我们需要读数据库。比如我们要对焊装车间增加订单下发和时间同步功能,那么我们可以利用ODBC Driver插件来实现。
ODBC Driver把数据库作为一个设备进行管理,调用ODBC引擎实现数据库连接和读写操作。
我们可以建立两个接口表,一个用于存储当天工单,一个用于存储时间同步信号。
OPC服务器通过这两个表来读取信息,然后将数据通过OPC DA写到PLC中。
3.4 Advanced Tags
Advanced Tags是一组插件,这里介绍应用较多的Link Tag。
Link Tag能够将一个变量的值自动写入另一个Tag。
这里介绍两个应用案例。
案例1:PLC通信。如区域A进行装配,区域B执行检查。当区域B检查出现问题时,通过ANDON系统通知到区域A PLC。由于区域A和区域B之间距离较远,且工艺上没有数据交互。因此,我们可以在不增加硬件设备(如耦合器)的情况下,通过OPC DA + LINK TAG来实现2个区域PLC之间的通信。
案例2:PLC数据上传到MES。DataLogger尽管能够写数据库,但是它有一个很大的限制:只能增加行记录(INSERT)。而ODBC DRIVER能够更新接口表(UPDATE)。因此我们可以通过OPC DA来监控PLC变量,再通过LINK TAG将PLC TAG映射到ODBC DRIVER对应的接口表。详细实现,可参考我的文章《通过KEPWARE ODBC DRIVER和ADVANCED TAG 实现数据库和PLC的双向通信》。
3.5 IoT Gateway
IoT Gateway即Internet of Things Gateway物联网网关。
Kepware以插件的形式提供了4种网关:
(1)MQTT客户端
(2) REST客户端
(3)REST服务器
(4)ThingWorx网关
前3种都可以很方便地配置使用。
MQTT即Message Queuing Telemetry Transport,是一种专门用于远程窄带网络的消息队列服务协议。比如在一些机加车间,网络信号不稳定,那么我们可以在不改造网络的情况下,利用此客户端来采集PLC数据。
REST即Representational State Transfer可重新表达的状态迁移,是一种应用较广泛的实时可靠的IT信息传递方式,目前在很多场合取代了Web Service进行部署。
REST客户端能够侦测PLC变量,一旦发生变化,则自动调用MES REST服务器,将数据上传给MES。比如AVI系统的车辆过站记录,能够通过REST客户端实时上传。
REST服务器提供了一个监听器,将PLC变量暴露出来,MES可通过REST客户端来执行特定的指令。如MES要冻结某个工单,则可通过REST调用将信息实时写入PLC。
4 IT PLC的应用
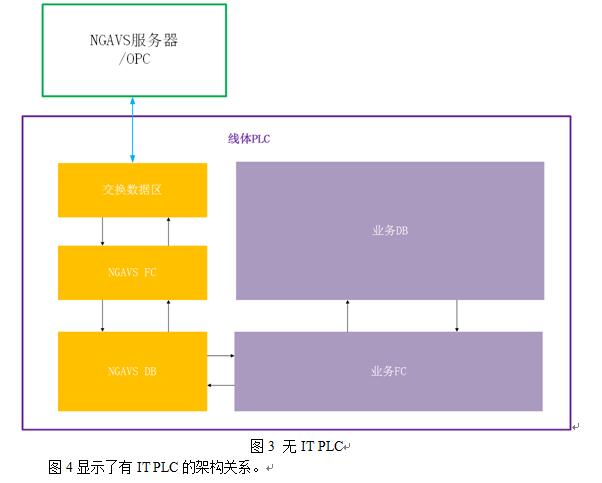
本章主要介绍IT PLC的作用和架构优点。诸如福特NGAVS系统和沃尔沃ANDON系统都用到IT PLC的架设。此外,象捷豹路虎中国工厂MES在总装车间也搭建了IT PLC,作为AVI和防错的主控PLC。ANDON系统搭建专用PLC非常容易理解:方便硬件连接。以涂装车间为例,拉绳、喇叭、大屏的分布非常分散,要接入线体PLC的话,涉及的PLC非常多。而有了ANDON PLC,再配合远程I/O和光纤环网,我们就可以把所有的外设接入同一网络,不管是安装还是调试都较为独立,实施风险小。下面我们以福特NGAVS为例,来看看IT PLC在软件实施方面起的作用。图3显示了没有IT PLC的架构关系。
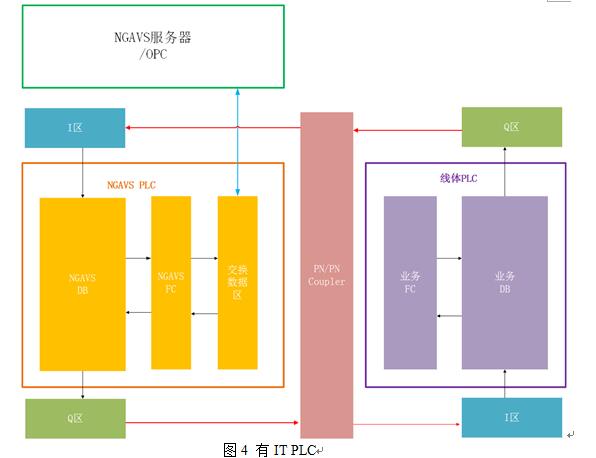
经过对比,我们可以看到IT PLC(NGAVS PLC)起到的作用:
首先,从线体实施商的角度来看,由于剥离了NGAVS DB/FC,线体PLC的业务逻辑更加单纯。PN/PN Coupler将NGAVS交换数据映射成I/Q数据,在形式上和一般的外设没有区别,集成非常容易,风险小。项目工程文件中只有业务DB/FC,更加稳定安全,调试时耦合度低。
其次,从NGAVS实施商的角度来看,由于NGAVS DB/FC部署在NGAVS PLC上,不需要考虑OEM PLC的CPU差异,所有工位可以应用同一个版本的软件,也不必考虑DB/FC/计时器/计数器的冲突,开发和调试都非常方便。
此外,IT PLC可以提供一些额外的功能,如数据缓存。考虑到现场控制网络比IT网络更加稳定,我们可以在订单下载后将订单缓存在IT PLC上,也可以将现场的过站记录缓存在IT PLC上,这样现场控制系统和上层执行系统形成松耦合的关系,对生产的影响小。
5 松耦合与紧耦合
MES作为一个执行系统,和车间现场的设备、控制系统有密切的集成关系,这是和一般的IT系统有较大区别的地方。比如ERP下工单是以天为单位的,库存也以天为单位进行结算。但是MES在需要和PLC等现场设备集成的地方,通常要求系统以秒级单位进行响应。因此,车间对MES的可用性就提出了很高的要求。但是另一方面,与PLC相比,MES系统的设备在成本、稳定性、防护等级等方面又有较大差距,因此,业务方对MES的可用性往往抱着怀疑的态度。一些情况下,业务方要求MES高可用,另一方面又要项目组做出“MES当机怎么办”的预案。
在这种情况下,就形成了所谓松耦合的设计。所谓松耦合,是比较紧耦合而言的。紧耦合,有点类似同步通信,当一方系统出现异常时,另一方也无法正常工作。象康明斯NGMES、福特NGAVS、沃尔沃ANDON等系统都采用了紧耦合的设计。而松耦合,类似于异步通信,当一方系统出现短暂异常时,不会影响另一方的正常工作。
5.1 耦合案例一:通过条码缓存数据。
挑战:某整车厂总装车间,混线生产轿车、SUV、MPV,并且生产节拍达到61JPH(61台车/小时),要怎么保障生产线上设备的防错?
方案:在装车单上打印各设备的防错条码。
当车辆出PBS时,MES系统打印装车单,并为各设备生成防错条码。防错条码由事先定义的字符串组成,包含车型、工艺参数等数据,并且合成一个长字符串。此过程由MES根据工艺配置自动完成,不需要和PLC交互。
当车辆进入防错工位时,工人扫描装车单上的防错条码,设备PLC经由扫描枪识别条码对应的字符串,再对字符串进行拆分、反向解析,得到所需的防错指令。此过程由PLC根据配置自动完成,不需要和MES交互。
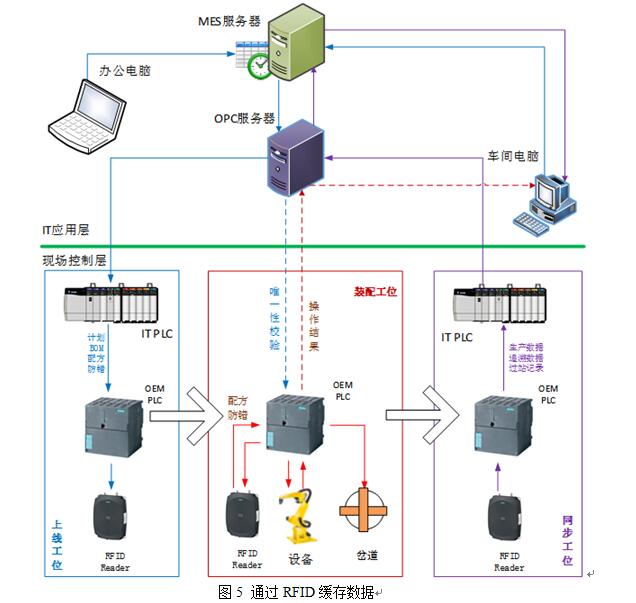
5.2 耦合案例二:通过RFID缓存数据。
挑战:某发动机装配车间,变型机较多,且工艺经常调整,因此需要MES能够灵活地处理工艺变更,并且对现场生产的影响要尽可能小。
方案:在大容量RFID TAG上存储工艺数据。
首先,在MES系统设计一个工艺管理模块,可以通过界面灵活地定义各机型在各工位的工艺。
其次,当发动机上线时,MES查询机型的工艺配置数据,得到此发动机在各工位的工艺参数,并且通过PLC写到64KB RFID TAG上。
第三,当发动机到达装配工位,PLC读取RFID TAG上本工位对应的工艺参数,指导设备进行对应的装配、拧紧、检测等作业。作业完成后,PLC把追溯需要的数据追加到RFID TAG上。
最后,当发动机到达下线工位,PLC把RFID TAG上追加的数据上传给MES。
我们可以看到,仅仅在上线、下线工位,PLC需要和MES实时交互;而在大部分的装配工位,作业仅仅通过PLC进行。
此外,由于工艺配置维护在MES系统里,配置数据存储在MES中,可以通过MES客户端界面,非常方便地进行工艺变更的配置。
图5显示了相关流程。
5.3 耦合案例三:通过IT PLC缓存数据。
挑战:某整车厂调度系统,能够自动将订单下发给线体PLC,也能够自动从线体PLC同步车辆过站记录。现要求系统提供2个小时的缓存,当系统或网络出现短暂异常时,不会影响现场作业。
方案:通过IT PLC缓存数据。
IT PLC作为现场管理的关键设备,能够和线体PLC实时通信、交换数据。同时,IT PLC提供一定容量的数据存储功能,可以缓存2小时的订单数据和离线过站记录。
每天的生产作业开始之前,计划员在MES中提前“锁定”订单,系统自动将订单数据下发给IT PLC,并缓存在IT PLC内部数据块中。
当生产开始时,线体PLC向IT PLC请求订单,IT PLC检索本地缓存的数据,并转发给线体PLC;当IT PLC本地缓存小于安全值时,则自动向MES请求下发新的订单。当MES系统异常时,由于IT PLC和线体PLC的通信正常,且IT PLC向线体PLC下发的是本地缓存的数据,现场作业短时期内不会受到影响。
在过站记录工位,线体PLC采集RFID TAG信息,并上传给IT PLC。IT PLC判断MES是否在线,如在线则将数据上传给MES;如不在线则将数据缓存在IT PLC本地数据块中;当MES恢复在线后,IT PLC将本地缓存的离线过站记录上传给MES。
6 结束语
本文是《MES在汽车制造中的应用》第三部分:架构篇。架构篇论述汽车制造流程中相关基础架构;Kepware OPC;IT PLC的应用;松耦合与紧耦合等相关架构方面的制造执行系统设计。
《MES在汽车制造中的应用》共由四个部分组成。其余部分将连载于本刊。
《MES在汽车制造中的应用》全文刊载信息:
第一部分 汽车制造系统原理——工艺篇 (2018第3期)
第二部分 汽车制造系统分析——业务篇(上)(2018第4期)
第二部分 汽车制造系统分析——业务篇(中)(2018第5期)
第二部分 汽车制造系统分析——业务篇(下)(2018第6期)
第三部分 汽车制造系统设计——架构篇 (2018第7期)
第四部分 汽车制造系统实现——实施篇 (2018第8期)
参考文献(略)




共0条 [查看全部] 网友评论