



Abstract: Taking steel mill line for example, this paper introduces fault diagnosis for industry application, based on Bently System1 technique control theory.
Key words: Fault diagnosis Observation system Vibration survey Data acquisition Displa
【中图分类号】U226.8+1 【文献标识码】B 文章编号1606-5123(2018)08-0000-00
1 引言
国内外的冶金行业历来重视产品生产过程中的稳定和安全。随着产能的不断提升,厂商对设备自动化的要求越来越高,机器和设备也越来越复杂、速度也越来越快。因此,厂商对这些机器的连续安全运行要求也越来越高,这就对状态监测及故障诊断系统的设计和选择提出了一定的要求。尽管中国大陆的在线诊断技术应用还远远达不到普遍性工程应用,绝大多数的中国工业自动化工程师面对的现实问题是,需要跨越传统的自动化检测技术平台,直接的进入智能化在线诊断化工程应用阶段。
2 状态检测系统分析
2.1 机械保护
在机械运行过程中,有些故障模式是我们无法检测的,当一个我们可以检测的参数值超过了预先设定点时,保护系统就会发出一个自动跳闸信号,这样就可以降低默认不能检测的故障迅速恶化所造成的损失(如图1所示):
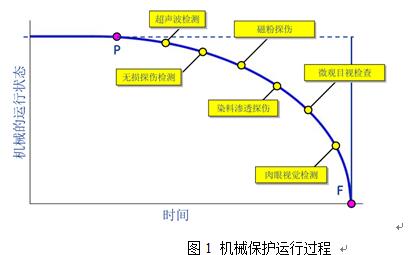
对于现有的检测技术,我们只能在停机情况下才能检测润滑油泵传动轴的疲劳裂纹。当润滑油泵传动轴发生断裂时,推力轴承将无法建立高压油膜,此时转子的轴向位置将会在没有任何征兆的情况下发生突变。有可能造成突然断裂,导致全系统停机。
2.2 冶金行业的要求
冶金生产普遍关注设备的长周期运行,减少和避免故障、提前发现设备故障、采取相应措施,减少非计划停车是非常关键的。随着设备状态监测的需求及功能的不断提升,对状态监测系统维护的技术性、全面性要求亦不断提高。武钢CSP大机组在装置建设时同步配套了GE-Bently System1在线状态监测系统,通过3500机械保护系统将现场传感器测量的信号输送到数据采集服务器中存储,通过远程接入服务器将采集到的显示客户端发布到公司局域网中,在局域网内通过网页的方式来调用和查看机组实时和历史的振动数据及各类图谱,及时发现设备故障,定期对设备进行全面分析和诊断。 良好的完成GE-Bently System1状态监测系统组态和维护任务,熟练监测系统的功能与操作,是充分发挥状态监测及故障诊断作用的重要前提。
3 System 1硬件系统
3.1 系统简介
System 1是一个信息平台,允许数据收集来自于以下不同种类的数据源:
(1)连续在线监测;
(2)周期在线监测;
(3)周期离线监测(Portable Data Collectors便携式数据收集器) ;
(4)DCS系统;
(5)工厂历史数据;
(6) (Max imo)计算机维护管理软件。
3.2 系统软件
GE-Bently System1状态监测系统的软件构成主要有三个部分:组态部分,数据采集部分,显示部分。以冶金轧线的控制为例,介绍具体控制方案。
3.3 模块化可编程系统硬件
根据以上标准,冶金轧制系统可选用模块化可编程系统SYSTEM1它主要由3500/42M Proximitor/Seismic Monitor监测器模块、3500/22M TDI CP瞬态数据接口模块、Data Acquisition Server数采服务器、Measurement Point 测量点组成,对设备进行标准控制。模块支架3500:模块支架采用冗余设计,用于装配模块化SYSTEM1系统(如图2所示):
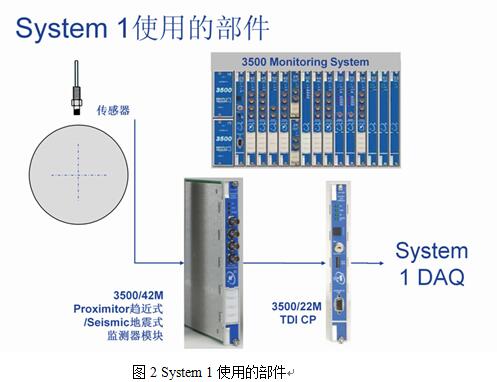
Transducers – 是和所选择的监测的机器相关联的,把一种形式的能量转变成另一种形式的能量的设备。基本上,它是把机械运动转变为电信号。3500 Monitoring System – 对工厂机器提供连续在线监测/保护的一种系统。下面的组件都在 3500 监测框架内: 3500/42M Proximitor/Seismic Monitor – 为3500 监测框架收集趋近式和地震式传感器的数据。3500/22M Transient Data Interface(TDI) –是框架接口模块(RIM)和通讯处理模块(CP)。CP收集和处理的机器数据专门为System 1平台所使用。重要的是:通常情况下,从TDI到DAQ数据采集服务器的每个变量的静态数据值的通讯间隔是1秒。
4 System 1软件系统
4.1 编程系统软件:SYSTEM1(如图3所示):
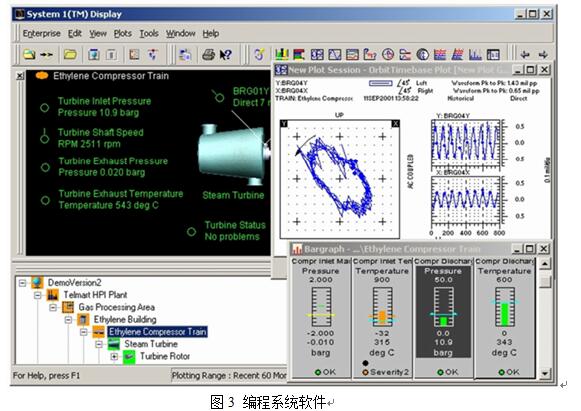
SYSTEM1是一种强大的工具,用于系统的编程和配置。System 1 Display 显示软件用来察看组态数据库中配置的历史的和当前的数据值。
4.2 资产数据值
资产和数据值以下面不同的格式呈现:
(1)Hierarchies层(树);
(2)Views视图;
(3)Bar-graphs棒状图;
(4)Plots图形。
System 1 Display 可以装在通过网络或者电话,可以连接到System 1数据库的任何计算机上。
4.3 SYSTEM1系统配置和组态(如图4所示):

System 1 Configuration组态软件用于建立一个数据库,该数据库信息包含所有的数据采集仪表和监测的工厂资产,也叫组态数据库,在这里把这个组态数据库定义为Enterprise企业。
(1)一个Enterprise企业是整个工厂资产和测量仪表的逻辑组合。在一个企业内可以实现用图形的形式比照多个资产变量。
(2)一个Enterprise可以进行数据收集来自于最多10个Data Acquisition 数采服务器。每个Data Acquisition 数采服务器可以处理达2,500个在线点和20,000 离线便携式的数据点。
(3)组态数据库不包含过程变量数据,例如振动和温度,他们存储在单独的 Historical database历史数据库中。因此,组态数据库的改变不会影响历史数据库中的数据。
5 固定安装的仪器仪表
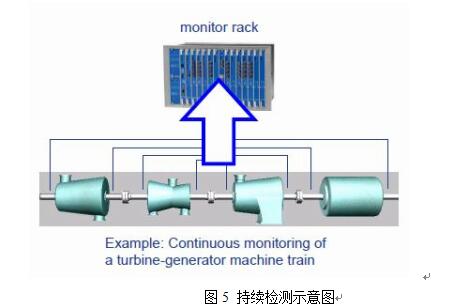
持续检测具有流体膜轴承的透平机械,对于机器高震动提供震动保护,Rack-based持续的进行多通道监测(如图5所示):
5.1 传感器
(1)震动位移-非接触式电涡流传感器(流体膜轴承);
(2)震动速度-压电式传感器,移动线圈式传感器;
(3)震动加速度传感器-压电式传感器(滚动轴承);
(4)参考相位-转度传感器-涡流,电磁,光电,闪频仪等。
5.2 Data acquisition数据采集程序
System1数据采集软件也称DAQ软件,是system1软件的核心。DAQ服务器软件对数据进行分析并对数据进行准备,以便在历史数据库中存储、在显示软件中查看以及供系统扩展应用程序使用。数据采集通过数采模块Data Collection Module收集数据,将数据从外部数据源传送到system1软件。每个3500框架即是一个数采模块DCM。
5.3 Display显示客户端程序
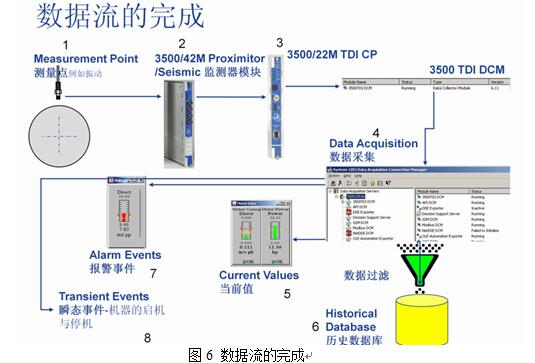
Display显示软件与与企业相连,可连接到一个或多个企业,用来查看组态数据库中配置的历史和当前的数据值。资产和数据值以Hierarchies层(数)和views视图两种不同的格式呈现,显示内容包括机组总貌图,测点布置,测点位号及当前值,测点状态信息,查看事件和属性,以及可以查看各类数据图谱等(如图6所示):
5.4 报警设置
静态数据中设置感兴趣的频率区间,全部宽带幅值,速度有效值单位。波形数据中设置窄带幅值,特定频率,速度有效值或者加速度单峰值(如图7所示):
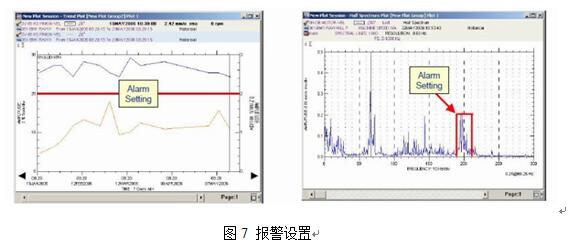
软件报警是为了更早发现数据的异常变化而进行的一种报警,在正常的数据范围基础上有了一定的异常变化,但并不一定达到数据的硬件报警级别。需根据测点正常运行数据,实时增加或修正测点的软报警,使得监测人员及时发现设备测点的异常变化,从而及时了解设备的运行状态。
5.6 系统容量
(1)一个企业最多可包含10个数据采集服务器,每个数据采集服务器可以处理2500个在线数据点。安装System1显示软件的计算机最多可同时连接到10个不同的System1企业,这些企业的连接可以是本地连接、网络连接或通过远程通讯到其他位置的连接。一般在数采服务器上将该软件设置为自动启动,避免计算机断电或意外离线后,重新启动后不需人为干预而自启动。
(2)掌握监测系统的网络结构及各服务器及3500框架的IP地址等信息,这样就能够及时准确的梳理各设备的数据传输及查找、解决数据传输故障。查看许可证的种类及数量,充分利用许可功能,发挥系统的容量。
(3)合理管理状态监测系统账号,要针对不同专业不同用户进行账号分配并设置不同的权限。
5.6 状态管理工程
(1)状态监测及故障诊断分析的数据来源于3500系统,其中3500/22M瞬态数据接口是3500监测系统和GE-Bently System 1状态监测系统软件之间的接口。系统维护人员要定期查看3500框架各类卡件的组态,有变化的时候及时重新下装到system1组态软件,使得现场设备监测情况及时、准确反应到状态监测系统中。
(2)确定3500框架在DAQ服务器中的分配,定期查看各设备的3500框架与DAQ服务器连接的通讯状态,使得数据传输保持正常状态。
(3)系统的事件管理器会存储各类事件,包括设备的控制系统、安全仪表控制、3500监测系统中设置的硬件报警,软件中设置的软件报警。按严重性由低到高可以分为1级事件,2级事件,3级事件,4级事件。设备启停、通讯终止等属于1级事件,软件报警类属于2级事件,3级、4级事件多对应硬件设备中的报警和联锁值。按事件的来源可以分为:仪器、系统、保护硬件等类别。每天及时查看事件管理器,并利用事件管理器中的事件筛选、排除筛选、时间筛选、具体事件等多种方式查看事件并进行确认。
6 结束语
随着国内对安全生产、以人为本的经营理念的不断认知,我们相信,在工业生产的很多行业,诸如造纸、风力发电、化工、纤维、橡胶、冶金等行业,制造厂商对故障诊断自动化技术的要求将会不断提高。故障信息是诊断和决策的依据,而故障信息的来源于状态监测系统,因此,需要充分了解和掌握状态监测系统,做好其组态和维护工作,保证数据传输的及时、准确、全面,实现系统的各项功能,使得系统平稳运行,为故障诊断工作做好服务,才能使故障诊断充分发挥提前预知的作用,保证生产装置长周期稳产、减少因故障带来的直接和间接经济损失。
参考文献
[1]吴静.机械检测技术,2008.
[2]闻邦椿.机械震动学.冶金工业出版社,2000.
[3]刘畅,伍星,迟毅林等.设备在线监测系统的软件架构研究[J].计算机工程,2010(23)..
[4]吴天行,华宏星.机械振动.清华大学出版社.
[5]GB/T15706.1-1995,GB/T15706.1-2007.机械安全基本概念及设计通则.
作者简介
孙义浩 (1980-) 男 工学学士 工程师 研究方向:冶金自动化工程






共0条 [查看全部] 网友评论