



1 引言
随着中国的人力劳动成本愈来愈高,在汽车、机械、冶金、电子等行业使用机器人替换昂贵的人力劳动来搬运物料趋势也愈演愈烈,工业机器人是面向工业控制领域的多关节机械手或多自由度的机器装置,与人比起来有诸多优点,可替代人工在某些单调、频繁和重复的长时间、危险、恶劣的环境下作业。工业机器人与PLC的充分结合,非常显著的提高了自动化生产线的生产效率和安全性。
2 系统工作站控制设计
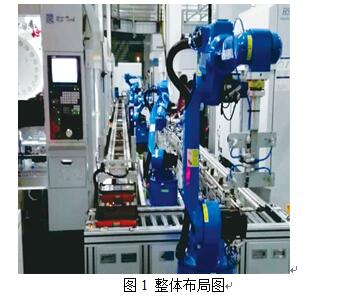
工业机器人自动搬运工作站由华数HSR-JR 608工业机器人本体控制系统、三菱FX2N-32MR-D PLC控制系统、物料传送系统、按钮操作盒以及显示指示灯等四部分组成。整体布局如图1所示。
2.1 设计要求
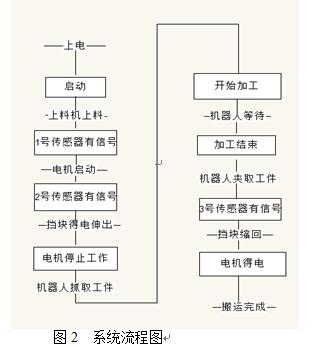
上电之前工作站应处于以下状态:物料传送系统上无物料、机器人松开手爪、机器人在初始位置。设备检查完毕后,按下启动按钮,系统开始运行,并且亮起绿色的指示灯,上料机把物料放置于物料传送带起始处,1号光电传感器检测到有物料,启动物料传送带电机,物料传送带将物料传送至搬运起始处时,被挡块挡住同时2号传感器检测到有物料,传送带电机停止,机器人将物料搬运至加工处,机器人在加工安全距离外等待物料加工,等待物料加工完成,机器人再次夹取物料放置与挡块处,搬运完成,挡块电磁线圈得电,并启动传送带电机,物料进入下一个装配站进行装配。上下料流程框图如图2所示。
3 方案设计
3.1 系统框图设计
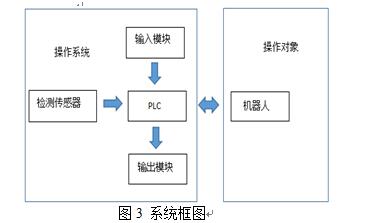
机器人上搬运工作站以三菱FX2N-32MR-D PLC为控制核心,以传感器、启动按钮、复位按钮、上电按钮、继电器传送带电机、指示灯作为三菱FX2N-32MR-D PLC的输入输出硬件,上料系统与三菱FX2N-32MR-D PLC之间通过连接点传送信息;机器人通过机器人接口与三菱FX2N-32MR-D PLC之间传送信息,如图3所示。
3.2 接口配置
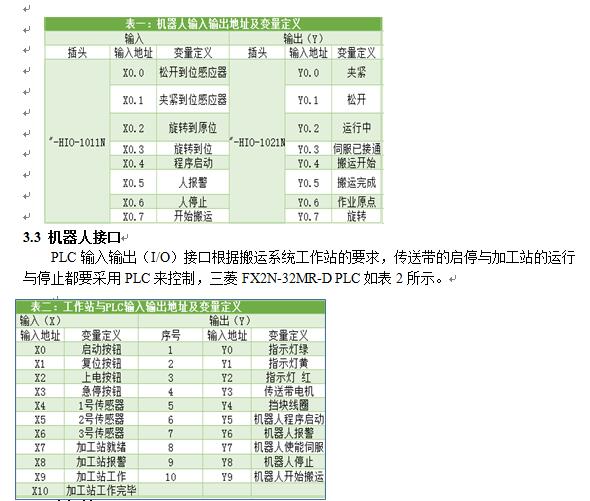
-HIO-1011N和-HIO-1021N是华数机器人HSR-JR 608的I/O专用接口,接口功能都是固定的。例如X0.4为高电平的时候机器人就启动,开始运行机器人程序。-HIO-1011N和-HIO-1021N是机器人的通用接口,由用户自己定义功能,例如将-HIO-1011N的Y0.7作为气爪旋转功能,当Y0.7口为高电平的时候那么,气爪将旋转至指定位置,如表1所示。
4 程序设计
华数工业机器人的指令在运动程序中主要分为四类:运动指令、信号处理指令、流程控制指令和运算平移指令。编写华数机器人的运动程序时根据机器人在生产线的范围内动作,确认机器人的动作运行轨迹,按照机器人运行的动作轨迹编写程序。程序如下:
PROGRAM;主程序
MOVJ P0,V50,Z0;机器人工作原点
DOUT OT<5> OFF;机器人搬运完成信号清除
LAB1:标签1
WAIT IN<4> ON;机器人等待PLC发出开始搬运信号
WAIT IN<1> OFF;机器人手爪松开
LAB2:标签2
MOVJ P0,V50,Z0;机器人工作原点
WAIT OT<1> OFF;机器人手爪松开
MOVJ P1,V50,Z0;机器人移动到P1点
MOVJ P2,V50,Z0; ;机器人移动到P2点
MOVJ P3,V50,Z0; ;机器人移动到P3点
DOUT OT<0> OFF;机器人手爪夹紧
DELAY T 1;延时1S
MOVJ P4,V50,Z0; 机器人移动到P4点
MOVJ P5,V50,Z0; 机器人移动到P5点
MOVJ P6,V50,Z0; 机器人移动到P6点
DOUT OT<1> ON; 机器人手爪松开
DELAY T 1;延时1S
MOVJ P7,V50,Z0; 机器人移动到P7点
DOUT OT<5>; 机器人向PLC发出搬运完
成信号
MOVJ P8,V50,Z0; 机器人移动到P8点
MOVJ P9,V50,Z0; 机器人移动到P9点
WAIT IN<4> ON; 机器人等待PLC发出开始搬运信号
MOVJ P10,V50,Z0; 机器人移动到P10点
DOUT OT<0> OFF;机器人手爪夹紧
DELAY T 1;延时1S
MOVJ P11,V50,Z0; 机器人移动到P11点
MOVJ P12,V50,Z0; 机器人移动到P12点
MOVJ P13,V50,Z0; 机器人移动到P13点
DOUT OT<1> ON;机器人手爪松开
DELAY T 1;延时1S
MOVJ P14,V50,Z0; 机器人移动到P14点
DOUT OT<5>;机器人向PLC发出搬运完成信号
MOVJ P0,V50,Z0; 机器人移动到工作原点
JUMP,LAB2;跳转到标签2
END
参考文献
[1]刑美峰. 工业机器人操作与编程[Z]. 在线编程,2016(02)
[2]余倩. 工业机器人电气控制与保养[Z]. I/O接口,2017(02)
[3]周洋. 自动化生产线安装于调试实训教程[M]. PLC编程,2012(09)
[4]黄志坚. 机器人PLC控制及应用实例. [J]. 自动化生产线,2018(01)
[5]邵欣. PLC与工业机器人应用[J]. PLC系统与设计,2017(09)
作者简介
杨江领 (1997-) 男 研究方向:工业机器人应用
通讯作者简介
陈帅华 (1979—) 女 高级实验师/讲师 研究方向:嵌入式教学及硬件开发






共0条 [查看全部] 网友评论