



1 引言
随着中国制造2025强国战略的实施与“工业4.0”的推进,我国在汽车、机械、冶金、电子、物流等多行业采用人工分拣的作业模式正逐步转向于高效、安全的工业机器人集成系统代替,而普通的搬运工业机器人都是预先设定好摆放点和抓取点,一般都采用示教的方法运行,这种作业模式不能对生产线的情况实时环境进行定位、分析、识别、跟踪分析判断,不能识别工件尺寸,工件是否合格,不能够对工件进行分拣类,而只是被动的执行程序。而视觉技术使机器人像人一样拥有眼睛,拥有自主判断能力,通过理解环境和视觉观察,具有自主适应环境的能力,使得工业机器人工作质量与灵活性得到提高。
2 系统工作站控制设计
工业机器人视觉搬运工作站可分为硬件和软件两部分,硬件部分主要由信捷机器视觉SV4系列相机、广数RB08A1工业机器人本体控制系统、三菱FX2N-32MR-D PLC控制系统、按钮操作盒物、料传送系统、以及显示指示灯等四部分组成,其中 机器 人和相 机之间 通 过 以 太 网 连 接。工作站工作原理和工作过程为:视觉系统安装于工件流水线中(视觉系统由智能相机、光源控制器、光源、镜头等硬件组成,光源采用背光方式),当工件通过传送带传送到视觉检测区域,视觉系统对工件进行形状和种类识别,并把检测和识别结果(工件形状和位置)传送到主控系统和机器人,由机器人执行相应的动作。整体布局如图1所示。

2.1 控制设计要求
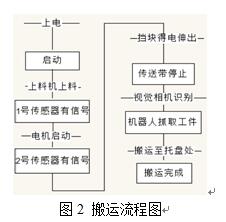
上电之前工作站应处于以下状态:物料传送系统上无物料、机器人手爪松开、机器人在初始位置、相机光源开启、挡块收回。设备检查完毕后,按下启动按钮,系统开始运行,并且亮起绿色的指示灯,上料系统把物料放置于物料传送带起始处,1号光电传感器检测到有物料,启动物料传送带电机,物料传送带将物料传送至搬运起始处时,被挡块挡住同时2号传感器检测到有物料,传送带电机停止,视觉相机识别物流位置、坐标等信息,然后经过软件算法将信息归类,机器人将视觉相机传来的信息将物料搬运规定的托盘,搬运完成,挡块电磁线圈得电缩回,并启动传送带,进行下一个物料的搬运。搬运流程图如图2所示。
3 方案设计
3.1 系统框图设计
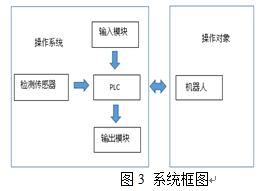
机器人视觉搬运工作站以三菱FX2N-32MR-D PLC为控制核心,启动按钮、传感器、复位按钮、继电器传送带电机、指示灯、上电按钮作为三菱FX2N-32MR-D PLC的输出输入硬件装置,上料系统与三菱FX2N-32MR-D PLC之间通过以太网相互通信,机器人通过机器人I/O接口与三菱FX2N-32MR-D PLC之间传送信息。系统框图如图3所示。
4 硬件设计
4.1 机器人的选型
机器人选用广数控RB08型机器人,该机器人采用垂直多关节串联结构,重复精确定位±0.05mm,最长到达距离1595mm,最大负载为8Kg,RB系列工业机器人每个关节的运动均由一台伺服电机和一台高刚度低侧隙精密减速机共同实现,每个伺服电机均带有失电制动器;同时配以先进的电器控制柜和示教盒,使其运动速度更快,精度更高,安全性更优越,功能更强大,因此在本搬运系统中选用RB08机器。
4.2 控制器的选型
三菱PLC具有使用方便、通用性强、抗干扰能力强、编程简单、控制功能完善、可靠性高等特点,因此根据控制器本系统依据输入/输出点的多少而选用三菱FX2N-32MR-DPLC。
4.3 视觉相机的选型
信捷机器视觉SV4系列相机采用RTOS技术、光学成像技术、网络通信技术、图像处理技术,高性能一体式机器视觉。相机采用面阵CCD传感器技术,并行采集图像,精度高;采用双缓冲技术,大大提高CCD信号的采集速度。采用100M以太网实现PC机和一体机、智能终端和一体机的通信,因此本系统选择型号SV4-120m的机器视觉相机。
5 程序设计
5.1 I/O分配表
根据搬运控制系统的要求,传送带电机的启动与停止以及机器人的停止与运行均由PLC控制,其输入/输出点分配如附表所示。

5.2 机器人程序的编写
广数数工业机器人的指令在运动程序中主要分为四类:运动指令、信号处理指令、流程控制指令和运算平移指令。编写广数机器人的运动程序时根据机器人在生产线的范围内动作,确认机器人的动作运行轨迹,按照机器人运行的动作轨迹编写程序。
MAIN:
MOVJ P0,V50,Z0;
DOUT OT<5> OFF;
LAB1:
WAIT IN<4> ON;
WAIT IN<1>OFF;
SET BO,0;
LAB2:
MOVJ P0,V50,Z0;
WAIT OT<1> OFF;
MOVJ P1,V50,Z0;
DOUT OT<6> ON;
WAIT IN<7>ON;
MOVJ P3,V50,Z0;
DOUT OT<0> OFF;
DELAY T 1;
MOVJ P4,V50,Z0;
MOVJ P5,V50,Z0;
MOVJ P6,V50,Z0;
DOUT OT<1> ON;
DELAY T 1;延时1S
MOVJ P7,V50,Z0;
DOUT OT<5>;
MOVJ P8,V50,Z0;
MOVJ P0,V50,Z0;
JUMP LAB2;
END
参考文献
[1]刑美峰.工业机器人操作与编程[Z].在线编程,2016(02).
[2]李冀辉.机器视觉在机器人码垛中的应用[Z].广东海洋大学寸金学院,2015.
[3]周洋.自动化生产线安装于调试实训教程[Z].PLC编程,2012(09).
[4]黄志坚.机器人PLC控制及应用实例[J].自动化生产线,2018(01).
[5]邵欣.PLC与工业机器人应用[J].PLC系统与设计,2017(09).
[6]广数工业机器人.工业机器人GR-C控制系统操作说明书[Z].
[7]广数工业机器人.工业机器人GR-C使用说明书(电气分册)[Z].
作者简介
杨江领 (1997-) 男 汉族 研究方向:工业机器人应用






共0条 [查看全部] 网友评论