


关键字:视觉相机;工业机器人;自动化生产线
1 引言
在“中国制造2025”与“工业4.0”的大背景下,机器换人已是大势所趋,而普通六轴工业机器人是通过预先设定的程序对工件进行抓取,这种模式不能对生产线的实时情况进行分析和判断,不能识别工件尺寸,工件位置。而机器视觉技术就是从客观事物的图像中提取信息,进行处理并加以理解,最终用于实际检测、测量和控制,用机器视觉技术代替人眼来做测量和判断,使机器人拥有像人一样的眼睛,拥有自主分析与判断能力,通过理解环境和视觉观察,具有自主适应环境的能力,使得工业机器人工作质量与灵活性得到提高,广泛应用电子设备精密对位检测、汽车零件组装检测、制药机械组装及包装检测、工件排列方向检测、食品饮料填充检测、产品瑕疵检测、机械手定位抓取检测、工件尺寸测量等。
2 工作站控制设计
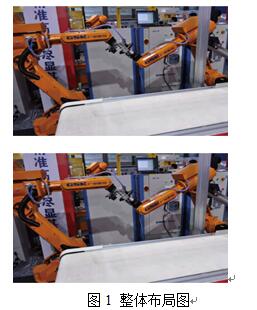
工业机器人视觉对接装配工作站由台达智能相机、镜头、光源控制器、光源、广数RB08A1工业机器人本体控制系统、欧姆龙CPM1A-30CDR-A-V1PLC控制系统、料传送系统、按钮操作盒物、以及显示指示灯等四部分组成,其中视觉控制器和智能相机之间通过RS-485进行通讯,机器人与控制器通过以太网连接。整体布局如图1所示。
2.1 控制设计要求
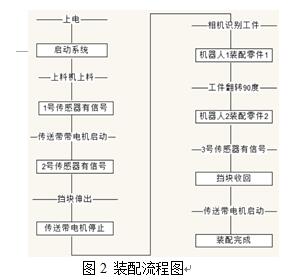
上电之前工作站应处于以下状态:机器人在初始位置物料传送系统上无工件、相机光源开启、机器人手爪松开、挡块收回。设备复位完毕后,按下启动按钮,亮起绿色的指示灯,系统运行,上料系统开始上料,传感器1检测到有工件,启动物料传送带电机,物料传送带将物料传送至装配区域,挡块线圈得电伸出并挡住,同时2号传感器检测到有工件,传送带电机停止,视觉相机识别工件位置、坐标等信息,然后经过软件算法将信息归类,机器人1将零件1装配入工件,零件1装配完毕后,机器人1将工件翻转90°,机器人2将零件2装配入工件,待工件装配完毕后机器人1将装配好的工件放置于抓取处,装配完成,3号传感器检测到有工件挡块线圈失电,挡块缩回,传送带启动,将工件送至下一个装配区域。装配流程图如图2所示。
2.2 系统框图设计
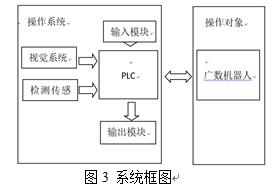
机器人视觉对接装配工作站以欧姆龙CPM1A-30CDR-A-V1PLC为核心控制器,台达DMV视觉系统、控制按钮、传感器、传送带电机、继电器、指示灯作为欧姆龙CPM1A-30CDR-A-V1PLC的硬件输出输入装置,上料系统与欧姆龙CPM1A-30CDR-A-V1PLC之间通过以太网互相通信,机器人通过机器人I/O接口与欧姆龙CPM1A-30CDR-A-V1PLC之间传送信息,视觉系统与欧姆龙CPM1A-30CDR-A-V1PLC通过RS-485通讯串口连接。系统框图如图3所示。
3 硬件的选型
3.1 机器人的选型
机器人选用广数控RB10(赤金龙)型工业机器人,该机器人重复精确定位±0.05mm,最长到达距离1550mm,最大负载为8Kg,最大运动范围±360°,最大速度为600°/s,最大扭矩为43.2N/m采用垂直多关节串联结构,RB系列工业机器人每个关节的运动均由一台伺服电机和一台高刚度低侧隙精密减速机共同实现,其中1-3轴使用的是RV加速器,RV减速机由一个行星齿轮减速机的前级和一个摆线针轮减速机的后级组成,RV减速器是一种结构紧凑、传动比大以及在一定条件下具有自锁功能的传动机械,是最常用的减速机之一,而且振动小、噪音低、能耗低。而4-6轴则采用谐波减速器,每个伺服电机均带有失电制动器;同时配以先进的电器控制柜和示教盒,使其精度更高,运动速度更快,安全性更优越,功能更强大,因此在本搬运系统中选用RB10机器人,广数控RB10工业机器人如图4所示。

3.2 控制器的选型
本统采用欧姆龙PM1A-30CDR-A-V1PLC是一种功能完善的紧凑型PLC,能为业界领先的输送分散控制等提供高附加值机器控制;它还具有通过各种高级内装板进行升级的能力,大程序容量和存储器单元,以Windows环境下高效的软件开发能力。欧姆龙PLC也能用于包装系统,并支持 HACCP(寄生脉冲分析关键控制点)过程处理标准。具有以下几个特点:结构灵活、传输质量高、速度快、带宽稳定、范围广、低成本、适用面广。
3.3 视觉系统的选型
台达DMV视觉系统,其检测功能包含有面积检测、边缘位置、宽度、角度、计数、瑕疵及斑点检测、图形比对、轮廓比对、字符识别、坐标、角度运算、寻边测量、以及自动对位、坐标搜寻。台达DMV视觉系统特点包含流程式编辑界面、节省开发时间、内建多功能视觉开发工具模块、不需自行编写复杂程序、提供多样化数字I/O接点、轻巧的外观体积,节省安装空间、硬件规格优于同等级系列产品,满足高速运算处理需求、支持标准FireWire 1394系列CCD,提供完整的光源、镜头等系列产品,支持工业以太网络、RS-232、RS-485通讯接口,快速连结外部设备,支持SD卡储存装置,通过工业级标准认证,系统可靠性更优于PC-based系统。
4 程序设计
广数机器人主要用到:MOVL、MOVC、
MOVJ。常用到的指令有:信号处理、运动、流程运算平移和控制。
PROGRAM:
MOVJ P0,V50,Z0;
DOUT OT<5> OFF;
LAB1:
WAIT IN<4> ON;
WAIT IN<1> OFF;
LAB2:
MOVJ P0,V50,Z0;
WAIT OT<1> OFF;
MOVJ P1,V50,Z0;
MOVJ P2,V50,Z0;
MOVJ P3,V50,Z0;
DOUT OT<0> OFF;
DELAY T 1;
MOVJ P4,V50,Z0;
MOVJ P5,V50,Z0;
MOVJ P6,V50,Z0;
DOUT OT<1> ON;
DELAY T 1;
MOVJ P7,V50,Z0;
DOUT OT<5>;
MOVJ P8,V50,Z0;
MOVJ P9,V50,Z0;
WAIT IN<4> ON;
MOVJ P10,V50,Z0;
DOUT OT<0> OFF;
DELAY T 1;
MOVJ P11,V50,Z0;
MOVJ P12,V50,Z0;
MOVJ P13,V50,Z0;
DOUT OT<1> ON;
DELAY T 1;
MOVJ P14,V50,Z0;
DOUT OT<5>;
MOVJ P0,V50,Z0;
JUMP,LAB2;
END
参考文献:
[1]刑美峰.工业机器人操作与编程[Z].在线编程,20169(02).
[2]李冀辉.机器视觉在机器人码垛中的应用[J].广东海洋大学寸金学院,2015.
[3]周洋.自动化生产线安装于调试实训教程[Z]. PLC编程,2012(09).
[4]黄志坚. 机器人PLC控制及应用实例[J].自动化生产线,2018(01).
[5]邵欣.PLC与工业机器人应用[J]. PLC系统与设计,2017(09).
[6]谢祥.基于安川工业机器人自动上下料工作站系统设计[J].智能机器人,2018(01).
[7]广数工业机器人,工业机器人GR-C使用说明书(电气分册)[Z].
作者简介:
杨江领(1997-) 男 汉族 重庆城市职业学院 研究方向:工业机器人应用
通讯作者:陈帅华 重庆城市职业学院 高级实验师 



共0条 [查看全部] 网友评论