



关键词:工业机器人;重复性;准确性;测量精度
1 引言
随着国家“中国制造2025”战略规划的推进,智能制造逐渐深入生产制造企业,越来越多的产业工人被工业机器人所替代,生产制造型企业对工业机器人的依赖越来越多。而随着工业机器人在各个行业的大量应用,尤其是焊接、喷涂和组装领域使用的用户对工业机器人的可靠性、重复性和准确性等性能指标的要求在不断提高,以满足现代制造精准化的需求。据不完全统计由于国内外机器人的性能差异,使得国内机器人在这些行业中装机量极少,国外机器人占据了80%以上的焊接、装配应用领域的工业机器人市场,国产的机器人只能在搬运、上下料等性能[1]要求相对低的领域和国外品牌竞争市场份额。由此可见机器人性能提升校准工作对工业机器人市场和应用的重要性和必要性,同时也体现出了国产工业机器人和进口工业机器人之间的差距。为此本应用专用的机器人性能测试仪器依据国家标准[2-3]GB/T12642(等同国际标准ISO9283)要求对国产工业机器人的性能进行测试,通过分析测量结果,对工业机器人的性能进行评估、分析找出对测量结果的影响因素,为进一步提高机器人整机性能提供指导。
2 机器人误差产生
正如世界上没有两片完全一样的树叶,世界上也没有两个完全一样的机器人,即使全部生产过程都是一样的机器人本身在加工与装配过程中也会存在差异,这就导致了最后生成出来的机器人与其设计不可能完全一样。那么在此之前我们就很有必要明确一下机器人的误差来源。只有确定了误差的来源我们才能正确的分析除影响到机器人整机性能的主要因素,才能针对这些主要影响因素对生产装配环节进行调整优化,以提高工业机器人的整机性能。
下面我们对机器人误差的来源和分类进行如下分析:
从误差[4-6]的来源看,主要是指机械零件、部件的制造误差、整机装配误差、机器人安装误差,还包括温度、负载等的作用使得机器人杆件产生的变形,传动机构的误差,控制系统的误差(如插补误差、伺服系统误差、检测元件)等。我们将机器人几何结构有关的机械零件、部件的制造误差、整机装配误差、机器人安装误差、关节编码器的电气零点通常和关节的机械零点不相一致等因素引起的误差称为几何误差。
根据误差特性来分,又可将误差分为确定性误差、时变误差和随机误差三种。确定性误差不随时间变化,可以事先进行测量,如之前提到的几何误差就属于这一类。时变误差有可以分为缓变和瞬变两类,如因温度产生的热变形随时间变化很慢,属于缓变误差;而运动轴相当于数控指令间存在的跟踪误差取决于运动轴的动态特性,并随时间变化,属于瞬变误差。随机性误差事先无法精确测量,只能利用统计学的方法进行估计,如外部环境振动就是一种十分典型的随机性误差。
3 测试项目
根据国家标准GB/T 12642-2013《工业机器人 性能规范及其试验方法》等同采用国际标准ISO9283:1998里对工业机器人性能指标的规定。
标准中规定的工业机器人性能指标有以下14项:
——位姿准确度和位姿重复性;
——多方向位姿准确度变动;
——距离准确度和距离重复性;
——位置稳定时间;
——位置超调量;
——位姿特性漂移;
——互换性;
——轨迹准确度和轨迹重复性;
——拐角偏差;
——轨迹速度特性;
——最小定位时间;
——静态柔顺性:
——摆动偏差;
然而对于现在的大部分终端用户而言他们目前普遍关注的性能指标并没有那么多,通过分析发现他们最关注的性能指标主要还是“位姿准确度、位姿重复性”和“轨迹准确度、轨迹重复性”这两项。
因此本文将以位姿准确度、位姿重复性和轨迹准确度、轨迹重复性这两项性能指标作为主要研究对象来分析影响到机器人性能的误差的主要因素。
4 测试设备
目前市面上针对多关节工业机器人性能测试方面的检测设备有2种。一种是激光跟踪仪,另一种是Dynalog的CompuGauge机器人测量和性能分析系统。本文采用CompuGauge机器人测量和性能分析系统对六轴工业机器人的性能进行测试分析。
4.1 CompuGauge机器人测量系统组成
CompuGauge系统有标准测量硬件,是基于测量点技术,通过最新的USB接口技术,直接连接到笔记本电脑,几种数字的输入和输出通过数据收集装置,让已获得的测量数据与任意的外部信号和输入员保持同步。还有四组高分辨率、低惯量的光编码器安装到机器人法兰上的,测量四根电缆的延伸情况;然后将编码器测量值通过数据接收盒输送到电脑,再通过专用软件进行测量、观察和计算。CompuGauge系统接线原理简图如图1所示。
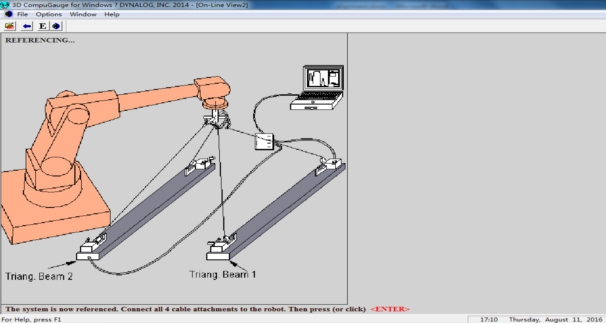
图1 CompuGauge系统接线原理简图
4.2 CompuGauge机器人测量系统工作原理
4.2.1 在线测量
这一模块具有以多种方式形象化地检查出记录的机器人位置和路径的能力。
静态和动态位置(x,y,z和任何有效的定位)。
4.2.2 分析
这一模块包含一系列的测试,用在记录的数据上可以核实精确度、重复性转弯和加热漂移等等。这些测试包含两个国际认可标准:ISO9283和ANSI/RIA R15.05-1/2CompuGauge软件还提供多种工具和功能:CompuGauge系统的坐标框架可以轻松地与机器人基础构架对准。已测量的机器人路径和点数可以缩小和放大,也可以充分的旋转和转换成3D空间。通过任何角度提供可视化图;提供曲线图表和数据拟合工具;鼠标指针可以沿着不同的路径放置,这样在时间和空间上能快速判断出差异。
4.2.3 主要用途
按照ISO9283欧洲机器人标准(机器人业界最权威的标准)ANSI/RIA 15.05美国机器人标准等同于GB/T12642(中国机器人标准)来测试机器人的性能,使得工程师对自己生产出来的机器人各项性能指标有一个准确、全面、客观地认识,针对测出的结果做初步分析。
5 实例分析
根据国家标准GB/T12642 工业机器人 性能规范及其试验方法,采用Dynalog的CompuGauge机器人测量和性能分析系统对企业研制的工业机器人进行性能检测,检测实物图如图2所示。工业机器人位置精度、轨迹精度,测试结果[7-8]如图3~图6所示。
图3和图4为被测工业机器人在初次装配完成后的测试性能。此时机器人采用的个性参数均为理论设计参数,没有做任何认为的修正和调整。
图5和图6为被测工业机器人在初次装配完成后经过参数修正的测试性能。里边主要对机器人的DH参数、关节减速比进行了修正。
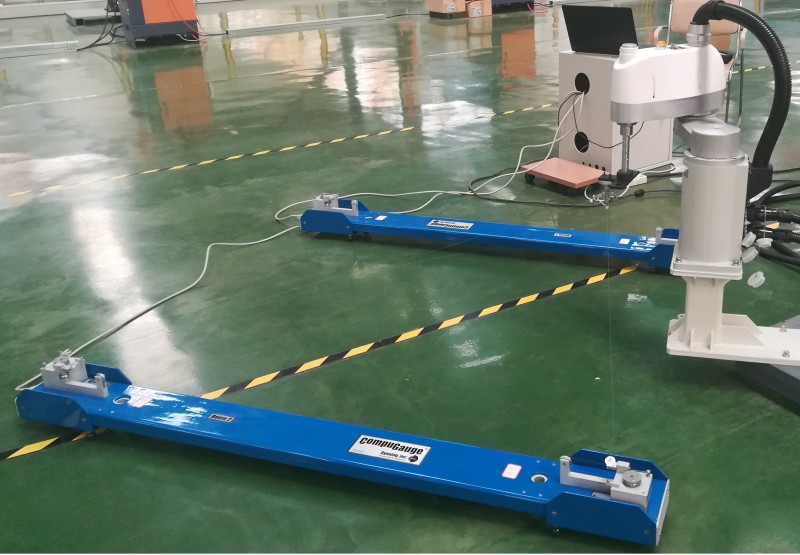
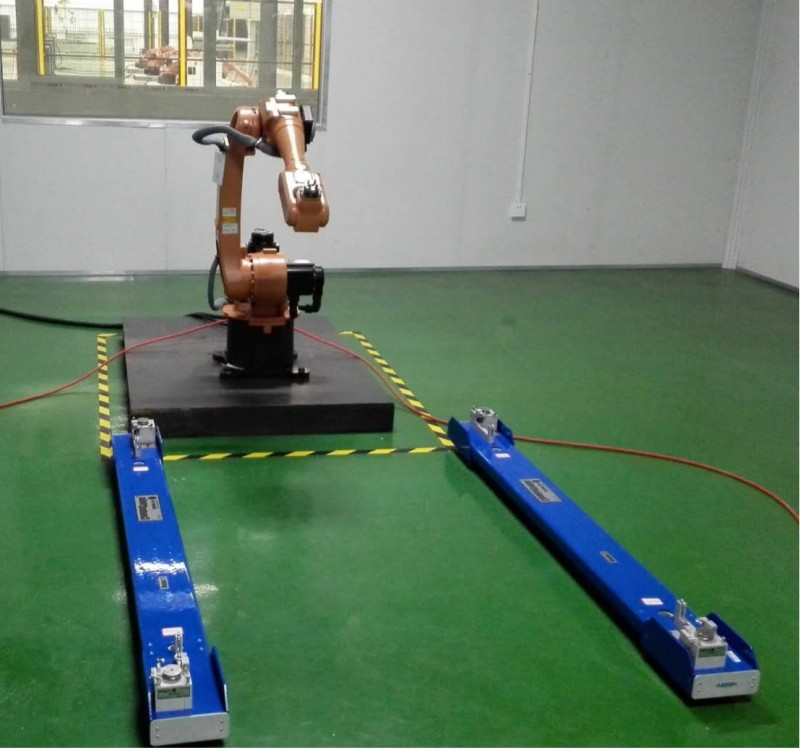
(a) (b)
图2 机器人性能检测实物图
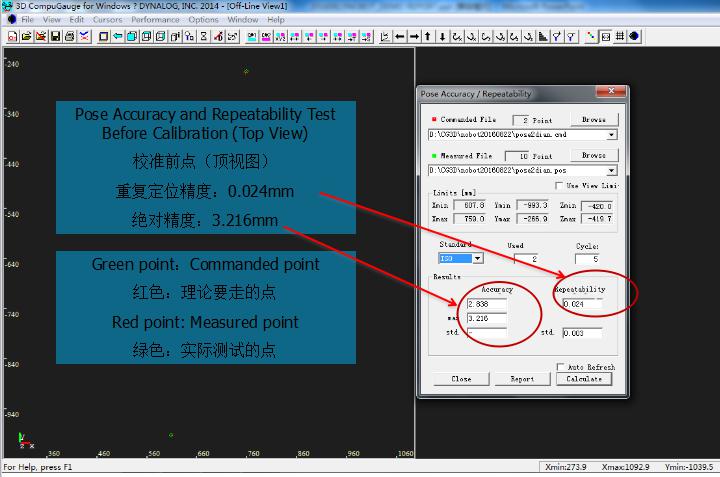
图3 位置重复性、准确性测试结果(校准前)
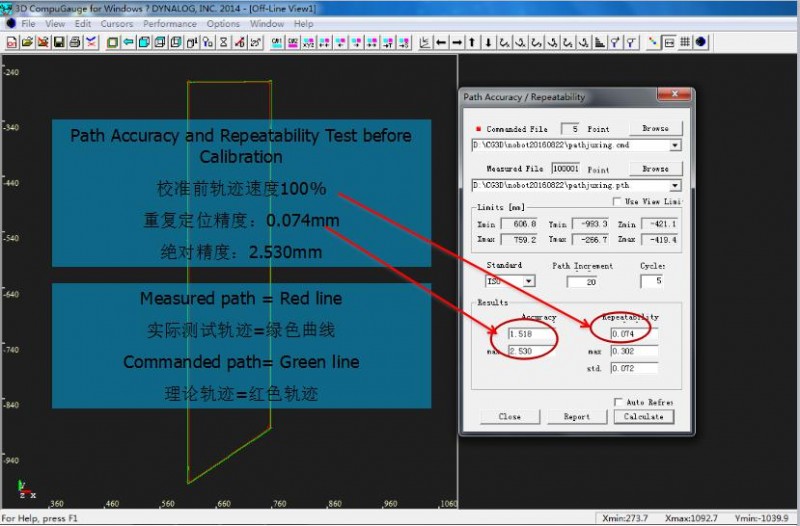
图4 机器人轨迹重复性、准确性测试结果(校准前)
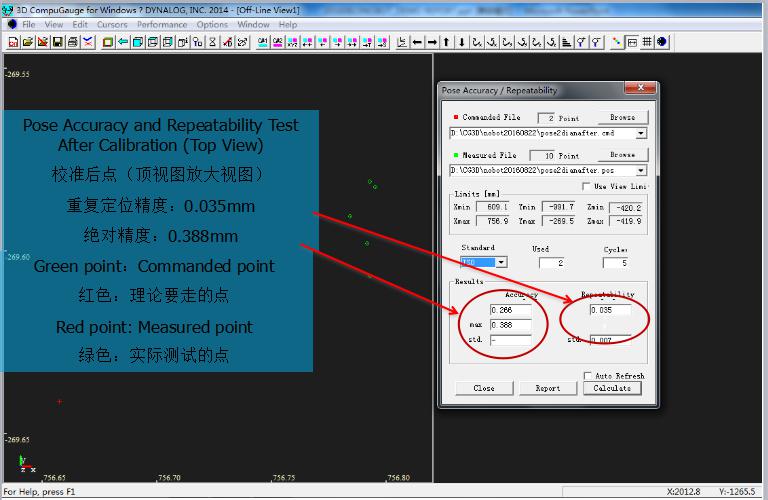
图5 机器人位置重复性、准确性测试结果(校准后)
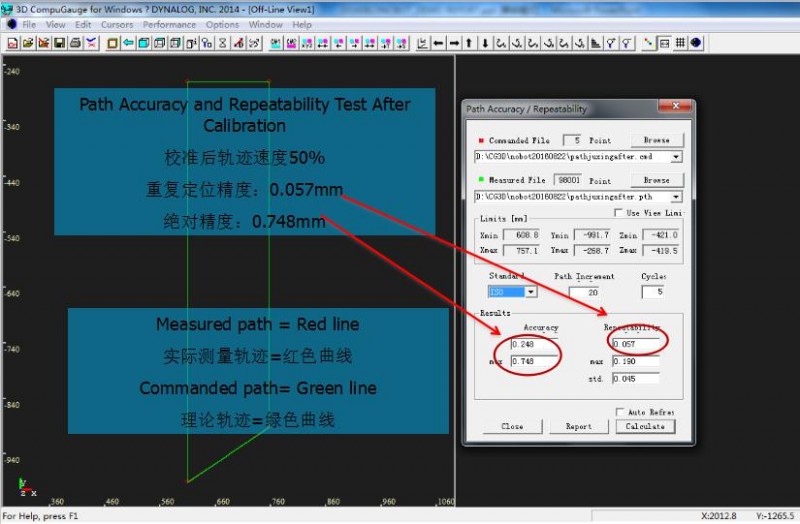
图6 机器人轨迹重复性、准确性测试结果(校准后)
通过图3-图6的检测结果可以看出,被测六轴机器人在校准前后的测试结果对比如附表所示。
附表 校准前后的测试结果对比
|
性能指标 项目 |
校准前 |
校准后 |
|
位置准确性 |
3.216 |
0.388 |
|
位置重复性 |
0.024 |
0.035 |
|
轨迹准确性 |
2.530 |
0.748 |
|
轨迹重复性 |
0.074 |
0.057 |
通过对以上述测量数据进行分析可以得出以下几个结论:
(1)工业机器人的位置准确性和轨迹准确性指标主要受机器人结构部分的几何参数影响,即结构部分的加工、装配精度对机器人的位置、轨迹准确性起到决定性作用,对重复性影响较小。
(2)工业机器人的位置重复性和轨迹重复性指标在DH参数和减速比调整后并没有太大的变动,因此主要影响到机器人系统重复性指标的应该还是减速机和传动系统中的误差和机器人位置编码器带来的误差。
(3)以下一些因素对工业机器人的性能指标有一定影响但不是主要因素:
a.测量装置或仪器的分辨力、抗干扰能力、控制部分稳定性等影响。
b.测量环境对测量过程的影响 (包括温度、湿度和压强等).
c.在相同条件下,由随机因素所引起的被测量本身的不稳定性等。
d.在计算过程中,处理数据方法造成的不确定度。
e.测量人员技术水平影响。
6 结束语
通过对同一套工业机器人在不同的参数状态下的测试性能分析,发现在无法提高控制器性能的情况下诸多影响机器人精度的因素中,几何误差要占据80%左右的比例,由于在参数识别和补偿中通常使用最小二乘的方法,且所使用的数据同时受到来自各方面误差的影响,所以没有必要单独考虑其他因素的影响。因此机器人的性能提高主要还是要从制造误差、安装误差、编码器零位误差等造成的几何误差几方面入手。






共0条 [查看全部] 网友评论