



关键词:石灰石破碎;工艺;控制;上位机;中间控制层

1 引言
水泥石灰石破碎及其输送系统是整个水泥生产工艺的初始环节,该环节能否正常运行直接影响着产品的产量和企业效益,因此对于该部分的技术检修和操作人员来说,控制工艺、操作流程的熟练程度对高效生产至关重要。基于此,本文对该部分工艺、操作及其控制系统的设计作以详细介绍。
2 工艺流程介绍
矿山开采的粒度为<1000mm的石灰石由矿用自卸卡车直接运至石灰石破碎车间,或运至露天堆场,再经轮式装载机送入破碎车间进行破碎,石灰石喂料采用重型板式喂料机(01.01),喂料粒度<1000×1000×1500mm,石灰石破碎机将破碎后的石灰石90%<75mm,经带宽1000mm的胶带输送机(01.03)送给胶带输送机(01.04),再转送给胶带输送机(03a01),最后送到堆料胶带机(03.a01)上,进入石灰石预均化堆场(03.00)。
本破碎车间设有气箱脉冲袋收尘器(01.05)一台,配套(01.06)收尘风机和执行器,执行器可以调节阀门开度,该收尘组用于抽取破碎机进料处及胶带输送机(01.03)下料处的含尘气体,经收尘器净化后的气体由离心式风机(01.06)经烟囱排出。收集下的灰尘经灰斗下的排灰阀卸入胶带输送机(01.03)。收尘器(01.07)用于胶带输送机(01.04)下料处的收尘,收集后的灰尘卸入胶带输送机(01.04)。同样原理收尘器(03a08)配合胶带输送机(03a01)工作。
本系统石灰石破碎采用单段锤式破碎机,流程简单,管理方便,设备维修工作量小,装机容量小,节约电耗,生产成本可大大降低。系统设有破碎机负荷自动调节回,根据破碎机(01.02)的负荷自动控制板喂机(01.01)的速度。当破碎机超负荷时,板喂机的速度会自动降低,喂料量减少,当破碎机负荷低于额定值80%时,板喂机会自动加速,以保证破碎机工作在最佳状态。
3 系统启停操作
3.1 系统启动操作
本系统PLC启动,启动顺序及连锁关系见电气部分。在正常启动前,必须做好系统启动前的所有准备工作,确认各主机系统及各辅机系统能正常运行,确认供水系统工作正常,确认设备润滑正常。另外,在系统启动后,要勤观察各设备、仪表及系统的运行状况,发现问题及时处理。石灰石破碎系统生产启动操作顺序表如表1所示。
表1 石灰石破碎系统生产启动操作顺序表
|
序 号 |
操 作 步 骤 |
检 查 与 调 整 |
|
1 |
确认石灰石受料仓装有物料,缓冲层已准备完毕。确认预均化堆场已作受料准备并启动相应设备。 |
|
|
2 |
(1) 启动收尘器(03.a08) |
|
|
3 |
胶带输送机(03.a01)启动 |
(1)滚筒托辊转动灵活,胶带运转平稳。 (2)拉紧装置正常工作。 (3)空载运转一定时间(按实际情况确定),检查有无跑偏、打滑现象。 |
|
4 |
启动收尘器(01.07) |
|
|
5 |
胶带输送机(01.04)启动。 延时30-50秒,驱动电机启动。 |
(1)滚筒托辊转动灵活,胶带运转平稳。 (2)拉紧装置正常工作。 (3)空载运转一定时间(按实际情况确定),检查有无跑偏、打滑现象。 |
|
6 |
启动收尘器(01.05)和收尘风机(01.06) |
收尘风机进风口阀门关闭状态,风机启动后方可打开 |
|
7 |
胶带输送机(01.03)启动。 延时30-50秒,驱动电机启动。 |
(1)滚筒托辊转动灵活,胶带运转平稳。 (2)拉紧装置正常工作。 (3)空载运转一定时间(按实际情况确定),检查有无跑偏、打滑现象。 |
|
8 |
破碎机(01.02)启动。 |
(1)检查驱动装置是否平稳。 (2)注意启动电流。 (3)注意各点温度。 (4)达到正常转速后空载运转5分钟。 |
|
9 |
板喂机(01.01)启动 (1)润滑系统启动。 (2)主电机启动,以低速喂料,逐渐提高至正常速度。 |
(1)检查喂料情况。 (2)注意启动电流。 (3)注意轴承温度。 |
|
10 |
系统运行稳定后投入破碎机负荷自动调节回路。 |
|
注意:当组内有数台大电机时,应分别延时启动,以避免启动电流过大,造成总降跳闸。
3.2 系统正常停车操作
把决定要停止的设备所在组的启动开关按流程顺序逐一延时打到“停止”位置,此组内设备再按停车顺序逐一延时停车。每次停车前,确保输送系统(如石灰石输送系统等)设备正常停车时应卸空设备上的物料,以便下次正常启动。另外,为了设备安全保护需要,注意各设备的润滑、冷却按各设备要求进行操作,并勤于检查和维护。在正常情况下,停车顺序为启动顺序的逆顺序。石灰石破碎系统生产停车操作顺序表如表2所示。
表2 石灰石破碎系统生产停车操作顺序表
|
序 号 |
操 作 步 骤 |
检 查 与 调 整 |
|
1 |
将破碎机负荷自动调节改为手动操作板喂机速度。 |
|
|
2 |
板喂机(01.01)停车。 |
速度逐渐降低至停车。 |
|
3 |
30~40分钟后破碎机(01.02)停车。 |
确保破碎机内物料卸空。 |
|
4 |
约5分钟后,胶带机(01.03)停车。 |
卸空胶带上物料。 |
|
5 |
收尘器(01.05)停车。 |
|
|
6 |
排风机(01.06)停车。 |
风机进口阀门关闭 |
|
7 |
约5分钟后胶带机(01.04)停车。 |
卸空胶带上物料。 |
|
8 |
收尘器(01.07)停车。 |
|
|
9 |
约5分钟后胶带机(03.a01)停车。 |
卸空胶带上物料。 |
|
10 |
收尘器(03.a08)停车。 |
|
|
11 |
约2分钟堆料机(03a02-1)停车 |
卸空堆料皮带上物料。 |
|
12 |
系统停车完毕,对系统进行全面的检查和整修,准备下次启动。 |
|
3.3 设备故障停车和紧急停车的处理
在系统运行过程中,由于设备发生故障、电机过载跳闸、机电保护跳闸及其事故,现场的部分或全部设备会联锁停车。在某种紧急情况下,为了保证设备及人身安全,还会采用紧急停车按钮使系统紧急停车,为了保证能够顺利地再次启动,故障停车或紧急停车后必须进行处理操作。
3.3.1 紧急停车的情况
⑴ 板喂机(01.01)突然卡死。
⑵ 破碎机腔内混入大块铁件,打坏锤头。
⑶ 破碎机严重堵塞。
⑷ 胶带严重跑偏或打滑。
⑸ 胶带接头撕裂或脱开。
3.3.2 设备突然停车的基本处理方法
马上停止向已停车设备供料的相关设备。尽快查清原因,判断能否在短时间(30分钟)内处理完,以决定再次启动时间,并进行相应的操作。常见故障及其处理方法如表3所示。
表3 常见故障及其处理方法
|
序 号 |
发 生 故 障 设 备 |
现 象 及 原 因 |
处 理 方 法 |
|
1 |
板喂机(01.01)卡死。 |
(1)电机电流增高,温度上升。 (2)矿石进入链板中卡死。 |
(1)停机处理。 (2)检查电机。 |
|
2 |
破碎机(01.02)内混入大块铁件。 |
破碎机运转声音不正常。 |
板喂机(01.01)停止喂料,及时排出破碎机内铁件。 |
|
3 |
胶带撕裂。 |
(1)胶带接头断裂。 (2)胶带带芯脱开。 |
(1)检查修复胶带。 (2)更换胶带。 |
|
4 |
收尘器(01.05)、(01.07)、(03.a08)工作不正常,车间内冒灰或排尘浓度增大。 |
(1)糊带。 (2)滤带破损。 (3)电源发生故障。 (4)收尘器控制装置失灵。 |
(1)停机检查、清理、修补、更换滤带。 (2)检查供电系统,恢复正常。 (3)停车检修控制装置和工作机构。 |
3.4 紧急停车操作
当出现紧急情况时,需要全部停车,按紧急停车键,设备急停后,应对设定值、阀门等进行调整。如润滑设备没有问题,立即启动,并尽快处理,恢复系统运行。
4 硬件组态
该部分DCS中间控制层PLC采用西门子S7-400 PLC,数据采集或发送采用远程I/O模块。硬件组态采用西门子PCS7包含STEP 7软件,该软件安装于上位机工控机。
4.1 系统中间控制层组态
如图1所示,系统中间控制层硬件包含以下元器件:电源PS 407 10A、CPU 410-5H、远程I/O模块IM153-2、模拟量输入模块AI8x12Bit、模拟量输出模块AO8x12Bit、数字量输入模块DI16xDC24V、数字量输出模块DO16xDC24V/0.5A。
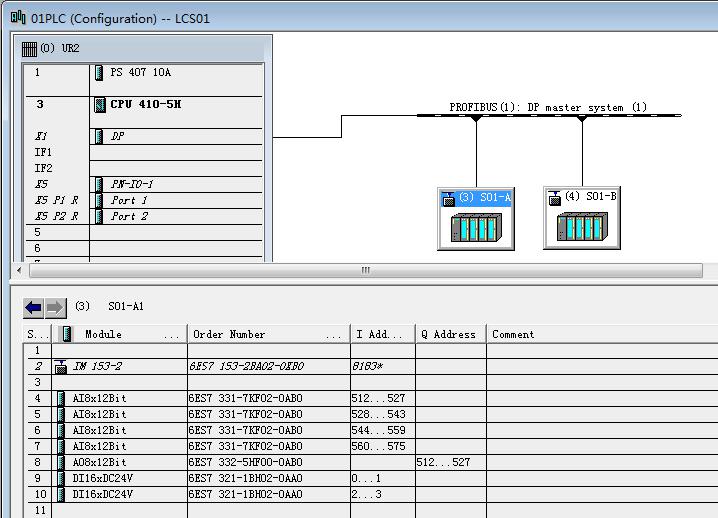
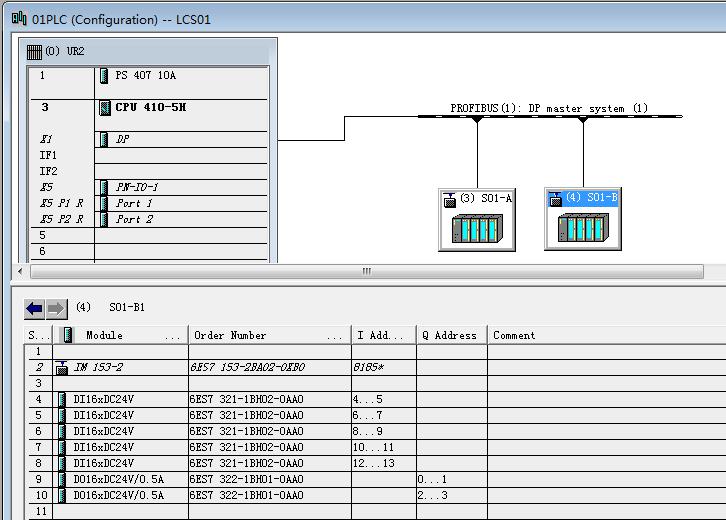
图1 中间控制层硬件组态
4.2 CPU与远程站通讯组态
中间控制层PLC同远程I/O站之间采用PROFIBUS-DP通讯。中间控制层CPU站地址为2,波得率为1.5Mbps。远程I/O站两个,地址分别为3和4,波得率为1.5Mbps。主站同从站波得率需保持一致。主站通讯参数设置如图2所示。远程I/O站地址设置如图3所示。
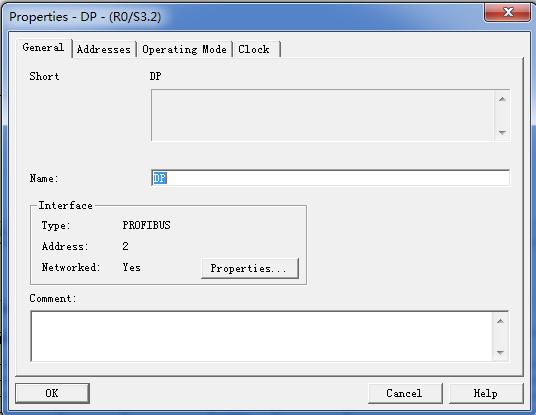
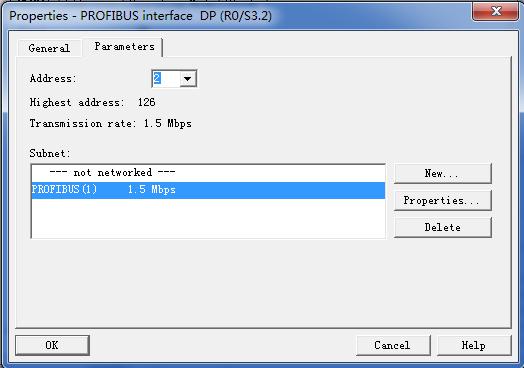
图2 主站通讯参数设置
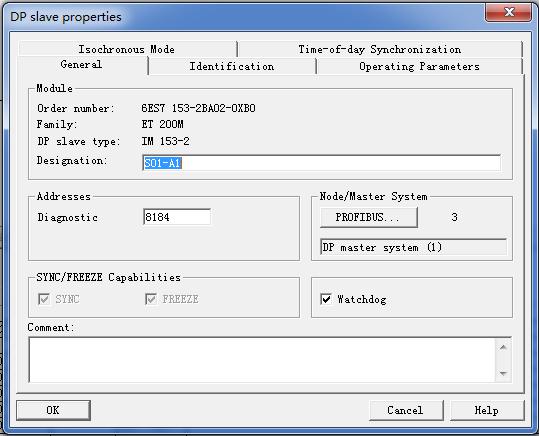
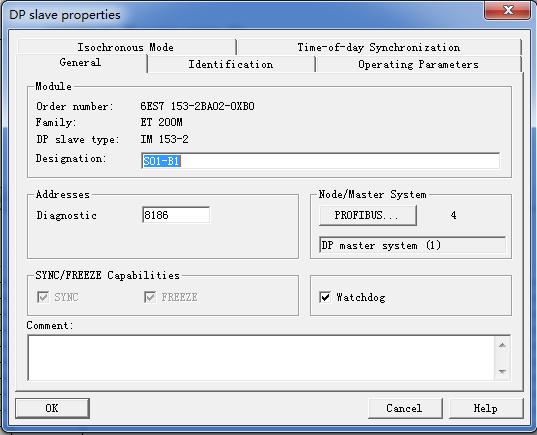
图3 远程I/O站地址设置
4.3 中间控制层程序设计
对于水泥原料破碎及输送系统来说,主要程序编写工作在于
设备的启动联锁控制和跳停联锁控制。只有合理地安排设备之间
的联锁,才能确保整个工艺线设备有序、高效的运行。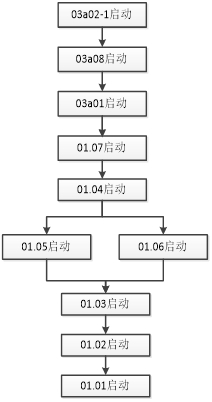
也能使设
备故障时,相联设备合理、有序的跳停。以便及时对设备维护,
尽快恢复生产。根据上边系统控制工艺及启停相关介绍,如图5
启动联锁图,只有下游设备启动并运行正常,上游设备才能启动。
图4为跳停连锁,任何下游设备跳停都会导致上游设备联锁跳停。
其中0102破碎机为防止堵塞,在下游设备出现故障时不跳停,
但0101板喂机跳停,当破碎机中物料排完后方可停止。

5 系统操作的实现
该部分主要对系统网络布局及
上位机同中间控制层PLC之间的通
信设置进行介绍,并对上位机操作
画面作以设计,最终实现上位机对
整个破碎及输送系统的操作和监控
的实现。
5.1 系统网络图
上位机服务器装有CP1623卡,支持以太网通信。如图6所示,上位机同中间控制层PLC之间通过以太网通信。中间控制层PLC自带有以太网口,图7为中间控制层PLC的IP地址设置,网段为:192.168.1.xx。图8为IP地址设定。
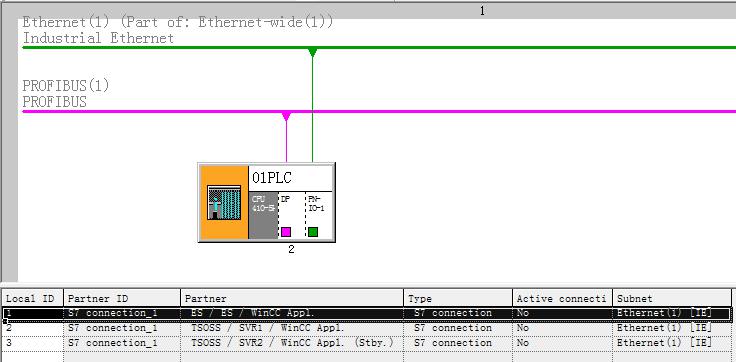
图6 系统网络图
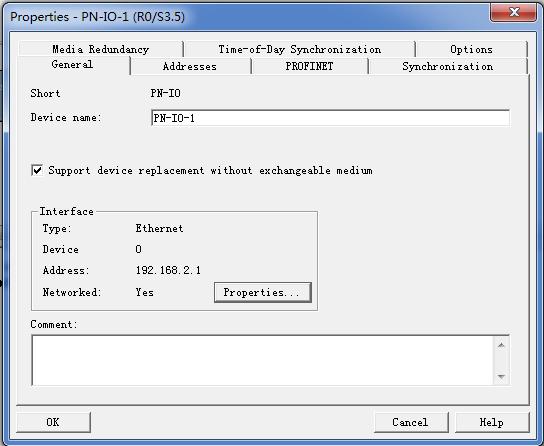
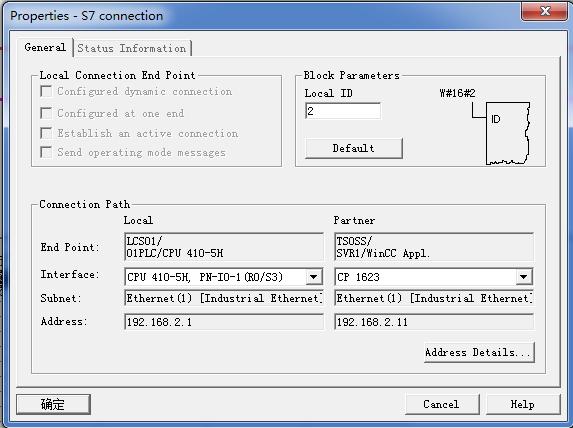
图7 中间控制层PLC的IP地址设定 图8 服务器IP地址设定
5.2 系统上位机画面操作的实现
上边对石灰石破碎及其输送系统工艺流程、硬件组态以及中间控制层PLC程序的设计作了介绍,实现了整个工艺线的设备控制及联锁保护。对于上位机同PLC的网络架构及通讯设置也做了详细说明,为系统上位机画面的操作及监控的实现打下基础。图9为石灰石破碎及输送系统操作与监控画面。
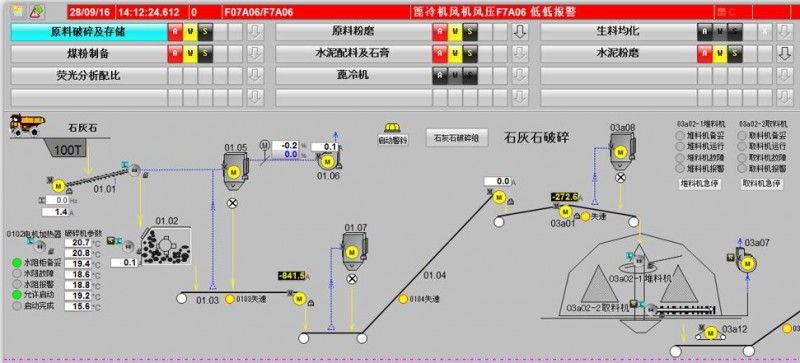
图9 上位机操作及监控画面
从图9画面我们可以看到系统设备备妥、运行状况、设备运行参数、设备报警、故障等相关信息。也可以通过点击设备运行参数的实时值,查看设备相应的实时曲线和历史曲线,对整个工艺线设备进行实时监控。通过该画面我们可以根据工艺要求对设备进行相应的操作,对系统设备进行整组启动或单个设备按工艺流程进行单启,是整个工艺线平稳高效的运行。
6 结论
通过以上叙述,我们对石灰石破碎及输送系统整体工艺流程和相关操作有了深入的了解。并对整个系统的操作、维护及其相关设备的控制做了整体介绍,相信通过以上讲解一定能给操作、维护以及相关方面的设计人员带来一定启示。







共0条 [查看全部] 网友评论