



关键词:变频技术,位置,控制
1 引言
目前,在许多大型的轧钢企业中使用的位置控制系统,大多采用计算机或PLC加定位模块构成,其电气传动部分多采用不方便调速的交流传动,对定位精度要求稍高的则采用直流调速系统。随着变频器价格下降,许多生产厂利用变频器改造原有直流调速位置系统或者新建位置控制系统。这种自动位置控制系统(简称APC)能在指定时刻将被控对象的位置自动地控制到预给定的目标值上使控制后的位置与目标位置之差保持在偏差范围之内。
本文所阐述的是某轧钢厂运料小车的行程控制,由于当前冶金行业中位置控制系统大多数使用的是开环控制且是点动控制,这种控制方法虽然实现起来简单,成本低廉。但是它定位不准确,控制系统可维护性、可扩展性不高,以及安全性低等一些缺点,为了提高生产效率和产品品质,为此,采用了上面提到的位置控制系统设计了其APC生产线。将从系统方案的实现论证我们提出的控制系统,并设计整个控制系统。
2 系统构成
小车的位置控制系统构成如图1所示。它主要由执行机构、PLC位控器、变频驱动三大部分组成。
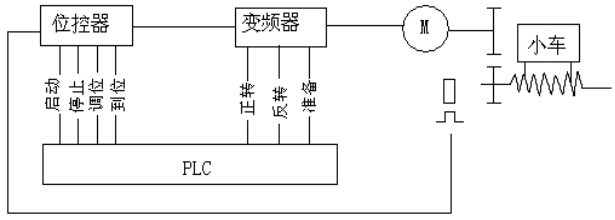
图1 小车的位置控制系统组成
本系统中位置控制器可以采用专用芯片控制,参数的调整,显示都可在面板上直接进行,便于现场调试。也可以通过RS-232由上位机控制。
变频器选用西门子MM440系列变频器,MM440属于通用型变频器,性能优良,可用在需要精确起/停的场合,可实现精度制动和最小的减速时间,在低频时也具有高质量的控制性能,运行可靠性高,具有多种功能,故本系统中选择西门子的MM440变频器拖动电动机。
执行机构选用了普通的鼠笼异步电动机,电动机通过减速箱经丝杆带动小车作往返行走。电机功率5.5kW,转速为960r/min。位置检测PG为一增量式光电编码器,与丝杆同轴联接,分辨率1000脉字/转。
3 工作原理
3.1 位置控制器调节原理
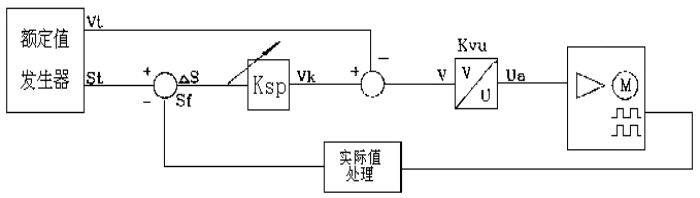
图2 位置控制调节原理图
如图2所示,Vt为速度预设定时间变量,St为位置预设定时间变量,S=∫Vtdt,Ksp为放大器比例系数,V为输出速度,Kvu为速度电压变换器的变换系数,Ua认为输出电压。
控制器调节过程如下,控制器根据传动装置参数,预先设定的位置和速度值,计算出速度时间特性曲线Vt和St。将速度值Vt预设定到传动装置上进行速度预控制,同时反馈回来的实际值Sf与设定值St进行比较计算,得出偏差,此偏差乘以比例系数Ksp,得到Vk与设定值Vt进行叠加后,得出传动装置应具有的速度控制信号V,经过Kvu变换以后,将速度值变换为电压值,加在执行机构上。
3.2 位置控制环节
电动机的速度一般按梯形图进行控制,在不同情况下,最合理的速度图也是不同的,加速度阶段,加速逐渐增长,可以避免冲击;减速阶段到最后的速度越来越小,有利于准确停在目标位置上。为了对轧制设备准确地进行位置控制,一般要求:电机转矩不得超过电机的最大转矩,定位要快而准,控制过程中不产生超调,系统稳定,综合以上要求,电机速度须按最佳控制曲线进行调整。
3.3 位置检测
位置检测采用的是增量式光电编码器,输出三路信号,其中A、B两路脉冲相差90°可方便地判别转向。C脉冲也可叫零脉冲,用于基准定位。
3.4 变频器驱动控制
变频器的端子接线图如图3所示,变频器的10和11端子接位置控制输入信号,速度给定信号通过电位器分压后将滑动端送入模拟信号输入端。变频器的启动停止,正反转信号,有逻辑输入端子控制。另外变频器还通过信号灯进行运行与故障指示,通过复位按钮进行故障复位。变频器参数设置主要包括额定电压,额定电流,额定功率,额定速度,通信参数,以及频率限值等参数,具体结合电机参数进行设置即可。从实际运行情况来看,变频运行,稳定可靠,在轧机位置控制中,性价比很高。
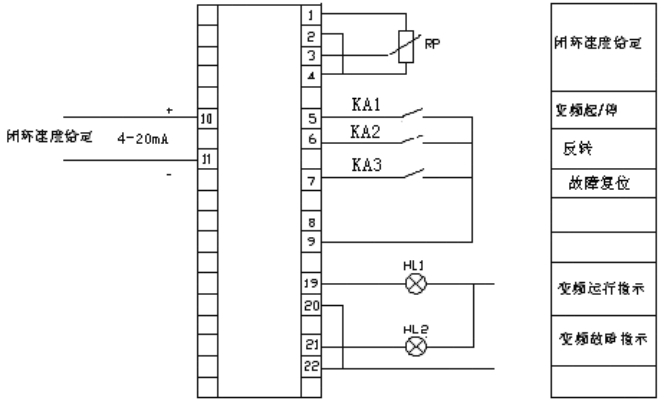
图3 变频器的端子接线图
4 结论
经过改造后的轧钢厂生产线系统,能够实现位置闭环控制,还能在实际运行距离接近给定值时,使电机按预先设定的曲线减速停车,可以克服原系统存在的一些弊端。用位置控制器与通用变频器构成的轧钢厂生产线上的位置控制系统,具有设计和调试容易,使用方便、通用性强、定位性好、投资小等优点。可广泛用于定位精度要求不很高的场合,已基本取代传统的直流调速系统。







共0条 [查看全部] 网友评论