



关键词:三维圆筒织物;圆形轨道;PLC;控制系统
1 引言
随着筒状织物复合材料应用领域迅速发展,如工业上筒状过滤布、无缝包装袋,及医学上人造血管均采用筒状织物复合构造。目前国内外织造的筒状织物层数少,无法满足更大圆筒内径和筒壁厚度要求。三维圆筒织物织机自动控制系统的研究,突破三维圆筒织物对筒径、筒壁尺寸限制。三维圆筒织物和其他材料如碳纤维复合后,物理稳定性高、耐高温,可以用来生产工业领域的埚帮及航天领域的火箭外壳。
目前国外大部分三维织物织机由于工艺和结构的复杂性,设备非常昂贵。而国内三维织物织机发展较晚,大多处于实验样机或半自动化状态,织物结构存在瑕疵,并且织造效率低[2],因此,研究高效的三维圆筒织物织机的控制系统意义重大。
2 圆筒织物织机工艺过程
在三维复合材料中,三维机织物作为三维纺织复合材料的骨架,是其关键组成部分。三维织物的经纱不仅仅在表面上相互交织,而且在其内部延伸,从而形成网状的三维织物结构。三维织物在内部结构种类繁多、在力学性能上表现优异、其整体形态也非常稳定。用三维织物复合而成的复合材料有诸多优点,在强度、耐疲劳度、成型性上有很大的优势。而且克服了由单层织物层叠复合成的层合板所表现出来的层间强度低、易分层的缺点。而形成三维织物的主要工艺部分在于提综和引纬部分。
2.1 提综过程
提综机构有4个小组,分布于4个方向,每个小组上10个气缸,共计40个气缸。通过气缸伸出和缩回来实现提综。根据织物的织造规律,需要变换不同的提综状态。通过改变提综规律,可织出多种复杂的织物结构。
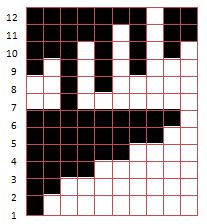
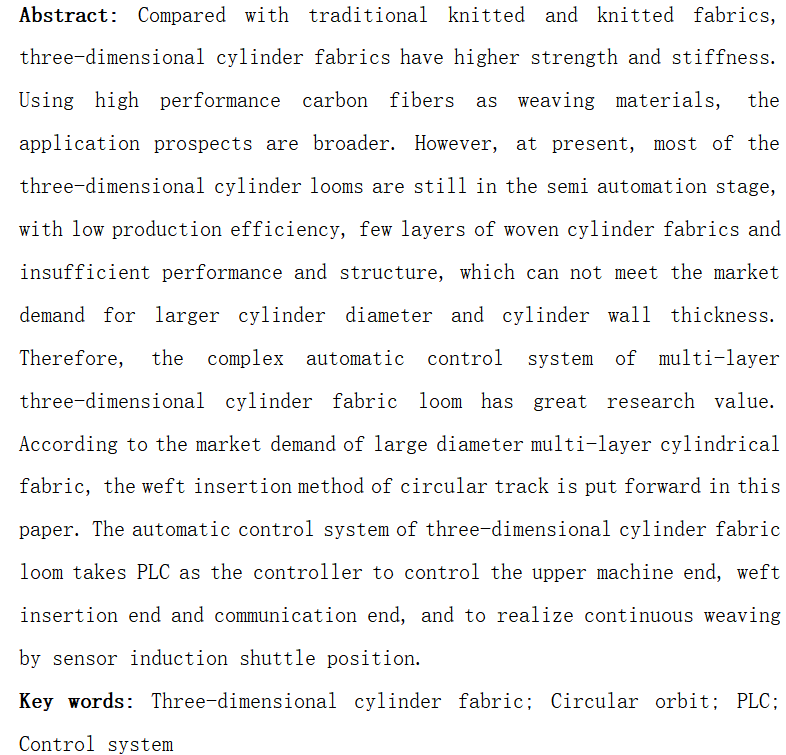
图1 圆筒织物纹板图
以10层角联锁结构为示例,这种织物织造时共有12个提综状态。根据图1可以看到织物纹版图上有的空白有的涂黑,涂黑表示该综框需要提综,而空白处则表示不提综。第一次提第1综框,到第二次提第1、2综框,第三次提1、2、3、4综框,直到第十二次提第1、2、3、4、5、6、7、9、10综框,至此一个织造循环结束,再从第一次提综开始[3]。
2.2 引纬过程
提综过程一是通过改变提综状态来织造各种结构的织物,另外为引纬提供开口,便于纬线从经线中穿过,从而形成经纬交织。如图2所示,本织机的引纬机构由16个气缸组成,气缸前面安装方形零件,方形零件内部有一弧形管道,管道外侧有开口。当16个气缸全部伸出时,所有的方形零件聚合在一起,方形零件内部弧形管道就连接在一起形成一个闭合圆形通道,此时引纬珠可牵引纬线从管道中穿过来完成引纬。引纬珠的动力来自气动喷嘴。管道外侧开口目的是为方便纬线通过。当引纬结束,所有的气缸全部缩回,此时可以开始提综,让经线变换位置,为下次引纬做准备[4]。
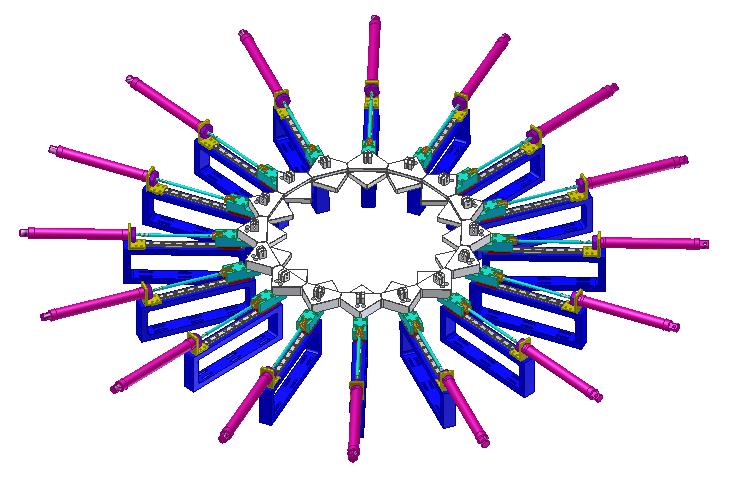
图2 引纬机构示意图
3 自动控制系统设计
为了提高三维圆筒织机生产的效率和品质,不仅需要在机械设计上进行优化,还要在控制系统上进行相应改进,以确保织造能够持续稳定的进行。
3.1 控制对象
(1)用于引纬机构的16个气缸。16个气缸全部伸出,引纬机构聚合在一起,形成引纬的通道,而当16个气缸全部缩回,引纬机构散开,便于进行提综等其他的织造动作。16个气缸只有同时伸出和同时缩回这两种情况。
(2)引纬珠的推拉气缸。本织机的引纬动作通过一个珠子带着纬纱从引纬通道中穿过来完成,引纬珠在起始点被推出去引纬,等回到起始点时被拉出,完成一次引纬。
3.2 控制系统方案
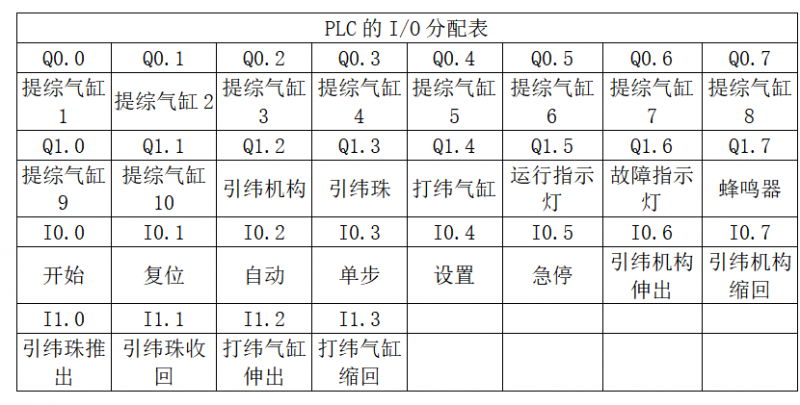
西门子PLC运行稳定可靠,编程既支持横向结构,又支持纵向结构,在子程序的编写上可以使用中间变量,对于程序的编写有很大的便利。本次圆筒织机控制器选用西门子S7-200。由于执行机构较多,而PLC自带的I/O点不够满足需求,因此可以在S7-200另接扩展模块以满足I/O点数,用以控制打纬机构、提综机构和引纬机构[5]。如图3所示,在机构上安装有相应传感器,用来传递反馈信号,确保了织造能顺利稳定持续进行。操作按钮有开始、停止、单步、自动、急停等功能,在操作上较为简便。上位机和PLC之间可以相互通讯,我们可以直接通过上位机来修改相应织造参数,便于机械的调试和织物种类更改。
图3 控制方案示意图
PLC的主要I/O点分配如附表所示。
3.2 自动控制系统流程
传统半自动圆筒织机效率不高,为了提高生产效率,我们设计了全自动织机程序。根据生产的工艺来设计程序的运行步骤,如图4所示,在主程序开始运行时,我们可以选择更改织物规律,随后有故障检测步骤,对于一些关键位置我们设有传感器以检测故障,从而能够及时的处理故障。在随后提综机构(即开口机构)、引纬机构、打纬机构等都有相应传感器反馈信号,在反馈信号不正确时及时停止在当前步,等待技术人员处理,避免错误织造导致织物损害等严重后果。当产品织造完成时,机器会自动停止[6]。
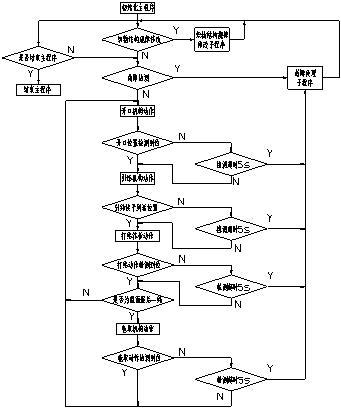
图4 控制流程图
4 核心技术
(1)为了实现三维网状的织物结构,就必须改变织物的织造规律,通过多气缸的伸缩可以实现多种综框状态,完成多样化的经纬交织方式,从而形成结构各异的三维织物。
(2)引纬机构采用聚散式引纬通道及弹珠式引纬。当需要提综改变织造状态时,引纬通道散开,便于经线动作形成新的开口;而当需要引纬时,引纬机构聚拢形成引纬通道,便于引纬珠带着纬线完成引纬。
(3)跟据圆筒织物的织造特性,我们采用特有的弹珠式引纬,用气动喷嘴推动弹珠完成引纬动作,节约了生产成本且生产效率更高。
(4)在控制系统中,需要把织造的几大机构相互协调,稳定运行。提综机构、引纬机构、打纬机构、卷曲机构有相应的传感器反馈信号,在有故障时及时停止,避免不必要的损失,在上位机中,有相应的参数修改,让便于机器的调试和维护。
5 结束语
本文提出了一种全新的三维圆筒织物织机的设计改进方法,并对自动控制系统关键技术进行研究。内容包括三维圆筒织物织机引纬控制系统、上位机控制、通信模块等。通过对步进电机加减速控制,并实现PLC、单片机及上位机间实时通信,有效提高了传统三维圆筒织物织机的自动化程度,促进了圆筒织物的生产效率。






共0条 [查看全部] 网友评论