
关键词:LV7000;AFE;共直流母线;主从结构;精轧机
1 前言
昆钢新区80万吨型材生产线,采用了10台万能式精轧机,精轧机主传动采用通用电气公司最先进的AFE主动前端整流单元,共直流母线及主从驱动逆变器为生产线长期稳定运行提供了可靠保障。
10台万能式精轧机采用1#精轧机与6#精轧机共变压器,共直流母线分组,充分利用变压器及AFE整流单元过载能力,躲过共同尖峰负荷。其它依次两两分组。AFE(Active Front End)主动前端整流单元采用IGBT组成三相桥式结构,实现了电网与变频器直流母线间能量的双向流动,经整流后输出直流电压,并保持所要求的电压值。由于传统整流单元采用是二极管桥式整流,因此能量仅能从电网流向变频器直流母线,无法实现能量双向流动,同时由于二极管全桥整流的局限性,导致变频器的网侧功率因数不够高同时谐波电流较大,从而导致对电网的干扰。AFE主动前端的出现则很好地解决了上述问题,AFE主动前端摒弃了落后的固定桥式二极管整流模式,无论在整流还是在回馈状态下工作时,都是通过IGBT开关状态的切换来实现相应的功能,与传统的二极管或可控制硅整流技术相比,主动前端不再是被动地将交流转变成直流,而是具备了更多主动的控制功能。它不仅能消除高次谐波,提高功率因数,而且不受电网波动的影响,具有卓越的动态特性。
采用AFE主动前端整流单元具有如下优点:
(1) 采用IGBT整流元件,开通和关断均可控。
(2) 直流母线电压保持恒定,并有15%的可调裕度。
(3) 具有较高的功率因数。
(4) 电流可双向流动,无需制动单元,可将制动中多余的能量回馈电网,节省能源。
2 LV7000变频传动装置系统组成
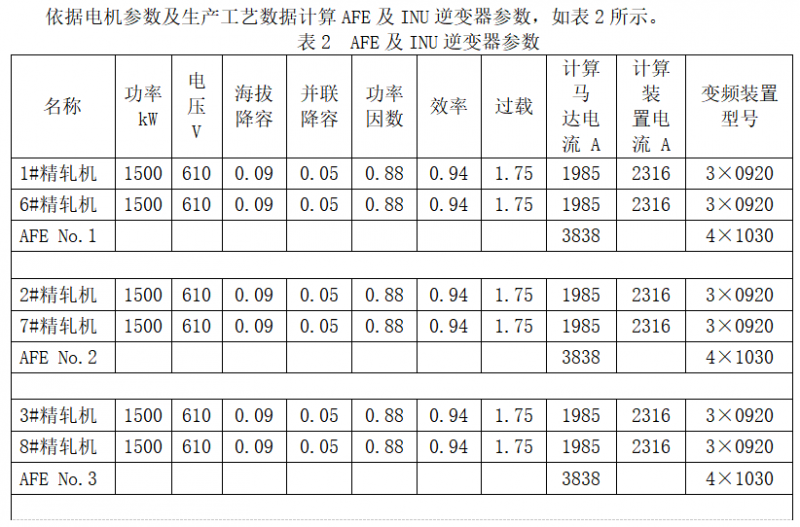
2.1 电机和逆变器参数
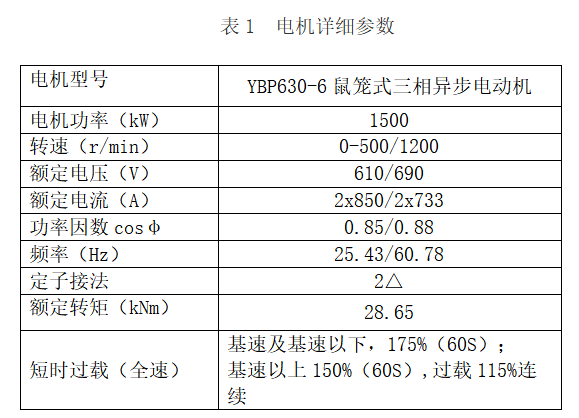
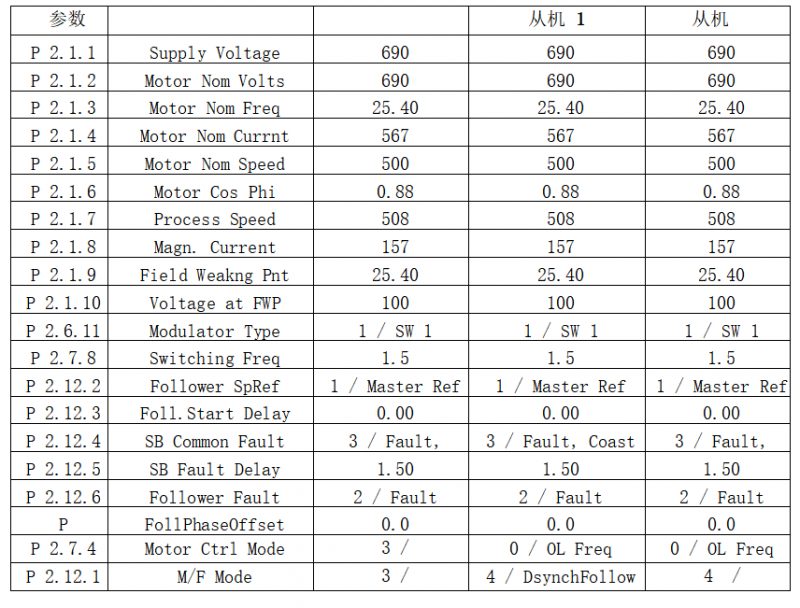
昆钢新区型材线精轧采用10台万能式精轧机,电机详细参数见表1所示。
2.2 AFE单元结构
AFE单元是共直流母线产品中的可回馈功率转化器的前端,需要有外部LCL滤波器和充电电路,其控制原理图如图1所示。
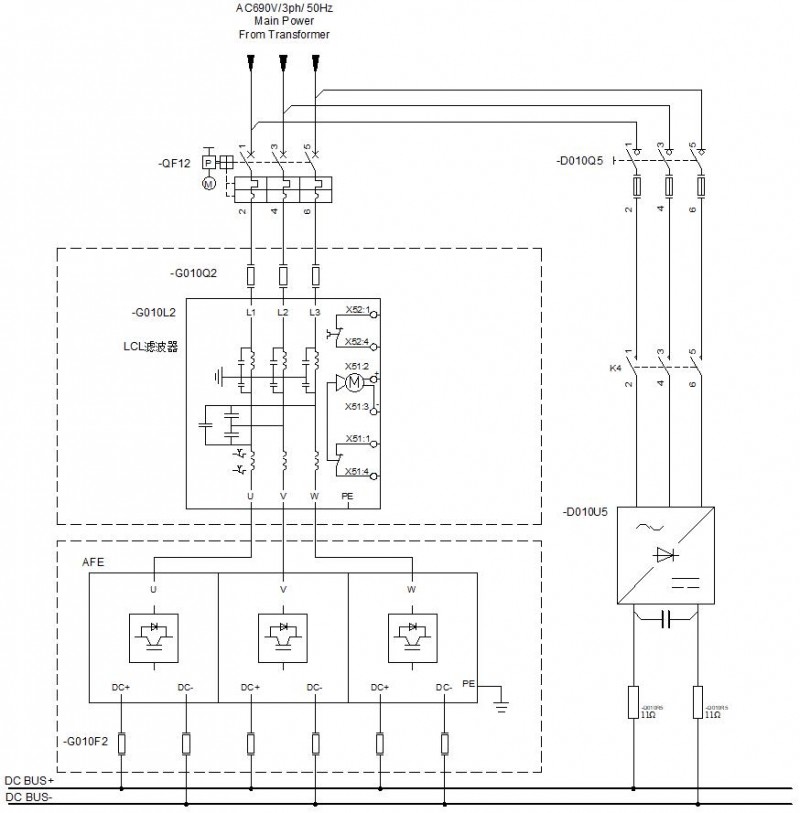
图1 控制原理图
电气系统原理为:先由D010Q5回路给共直流母线上的AFE及逆变器单元整体预充电,当直流母线充电电压达到额定值的80%时,AFE通过继电器输出RO2发出充电完成信号闭合主断路器QF12。整个预充电过程大约需要10秒钟。用数字输入(DIN4)监控主断路器状态,通过选择故障响应参数 “3 / Fault, Coast”,当发生故障时可以断开主断路器。当发生故障时,主断路器QF12延时一秒后断开,以便AFE及INU逆变器进入停止状态。
2.3 AFE并联参数设定
AFE并联参数设定如图2所示。


图2 AFE并联参数
P2.1.4 启停逻辑选择:Normal 需要通过启停命令启动 AFE 装置的回馈功能;Auto:不需要启停命令,当直流母线电压超过 P2.1.2 的设定值时,自动运行,回馈电网
P2.5.1 设定为:5.00%
P2.5.2 设定为:1/Enable
P2.5.3 Start Up Delay
- AFE1:Set P2.5.3 Start Up Delay: 300.0s
- AFE2:Set P2.5.3 Start Up Delay: 303.1s
- AFE3:Set P2.5.3 Start Up Delay: 306.2s
- AFE4:Set P2.5.3 Start Up Delay: 309.3s
2.4 INU逆变器主从控制
INU逆变单元采用3台逆变器并联而成,一主二从结构,主从之间采用光纤组成内部环网,头尾依次相连闭合成环网,通过跳线和参数设置区别主从结构。主传动采用典型的速度闭环控制,从传动采用开环频率模式,INU逆变器与上位机HPCi之间采用canbus网络,主传动通过canbus网络接受上位机的控制指令,并通过内部高速光纤网(12MB/S)将主传动速度参考值精准地传送到从传动变频器。主从传动的速度和转矩分配由变频器来完成,变频器依据精轧机电机参数将电机额定负载平均分配给三台变频器,即电流参数平均分配给变频器,而其他额定参数,电压、频率、额定转速、同步转速、弱磁点保持完全一致。通过对电机做动态优化,对电机励磁曲线做采样优化辨识,采样15个磁通点拟合电机磁通曲线,并将优化后的参数自动填入变频器励磁曲线。励磁电流也自动均分到3台变频器。
自动辨识优化运行:该操作用来调整电机和变频器的特定参数,帮助变频器在调试阶段设置最适合电机的一些参数值。该 操作应运行在频率控制模式下,辨识的时候,应放开力矩和功率限幅值,电流限幅应该在额定电流以上,速度的加速时间应在20秒以内。如果改变了开关频率,需要重新做辨识。有四种模式可选择:
1/No Mot Run 电机静态辨识;
2/With Mot Run 电机动态辨识;
3/Encoder ID 编码器辨识;
4/MagnCurrCalc 励磁电流计算。
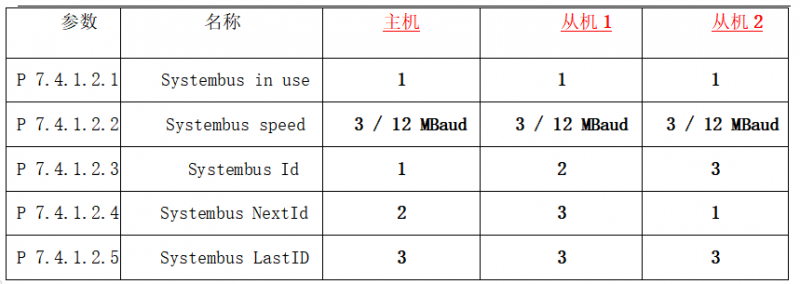
为了实现主从控制,每台逆变器都需配置OPT-D2光纤接口板,通过光纤接口板实现变频器之间高速通讯,其中H1端口为系统总线光纤接收端,H2端口为系统总线光纤发送端。OPT-D2板还可通过canbus端口(即21、22、23端口)实时同步监控变频器状态(如图3所示),通过NCDrive软件可以实现故障触发,事件记录,实时状态波形显示等强大功能。并可将故障记录保存在变频器内置存储器内。OPT-D2光纤接口板、通讯参数设置及光纤组网连接图如图4所示。主从参数设定如表3所示。
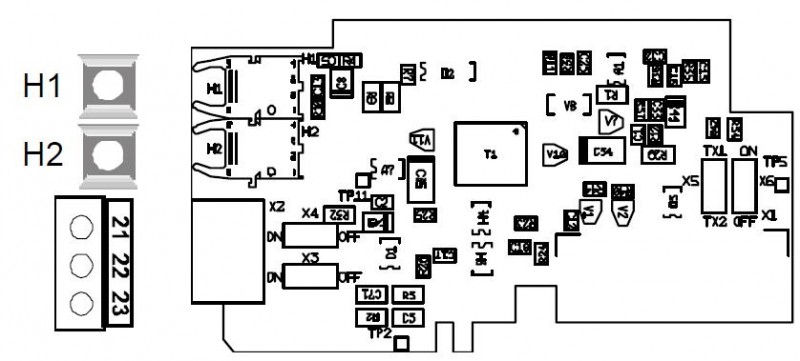
图3 OPT-D2 canbus通讯
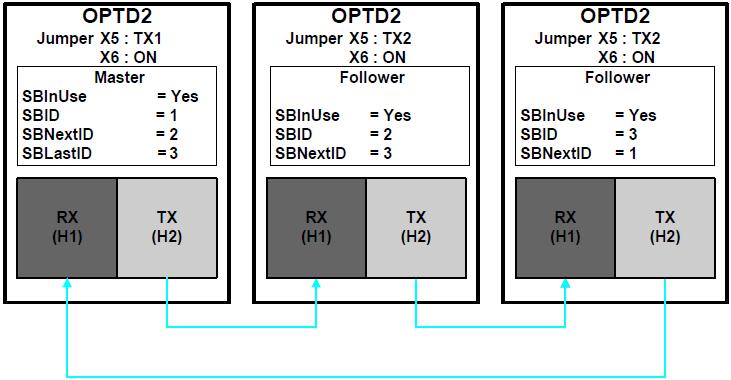
图4 光纤组网连接图
表3 主从参数设定
3 现场调试期间一些现象的处理办法
(1)电机零速运行转矩抖动。采用FLUKE 199C示波器测试编码器信号,编码器信号有不规则的间断性干扰导致马达抖动、齿轮箱异响。将编码器两端屏蔽线可靠接地屏蔽,校正编码器同轴度,编码器实际测量值增加10ms滤波并将速度调节器比例值P从原来的35减小到30可消除电机抖动。
(2)框架断路器QF12过流或欠压脱扣,无需将此信号输入到AFE和INU逆变器而封锁IGBT触发信号,可以让电机及变频器冷却风扇消耗电容中储存的电能,直到INU逆变器欠压自动停机。
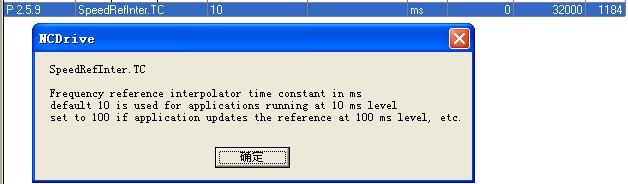
(3)加减速过程斜坡给定时,INU逆变器反馈成阶梯状,PLC、通讯电缆、INU逆变器都有固有延时,HPCi扫描周期5ms,INU执行命令有延时,可加大P2.5.9 SpeedRefInter.TC,例如:从10增加到20。
(4)转矩限幅退饱和。
可改变参数 P2.9.19 Slip Adjust 例如:从70改为75
P2.9.22 Speed Act Filt 例如:从0改为10
![]()
急停制动功率。 AFE 6-10306 制动功率为: 连续1200kW ;
间断 1600kW (每10分钟1分钟)
P2.6.6.5 Overvolt Ctrl 在AFE和INU共母排时,INU过电压控制器关闭,由AFE进行电压控制。
P2.7.8 Switching Freq 由1.5 增加到3.6(需至少为2.5)。可避免DS Follower 故障。
4 结论
LV7000系列AFE及逆变器为昆钢新区型材线精轧机的长期稳定运行提供了可靠保障,LV7000系列变频器是通用电气公司采用最先进的电力电子技术而推出的最先进的传动系统。在工业应用中,采用AFE主动前端为共直流母线提供了清洁稳定的绿色能源;针对大功率精轧机主传动等需要同步运行的场合,主从控制是一种最佳的选择方案,不仅能够保证多个传动装置的同步运行,而且可较好地实现负载的均匀分配,减少了设备因不同步、负载分配不平衡而导致的系统故障和产品质量差等现象的发生,保证了生产的正常高效运行。




共0条 [查看全部] 网友评论