



关键词:特种加工;线切割;渐进走丝;控制器
Abstract: In view of the problem of large demand and high cost for upgrading wire cut electrical discharge machining (WEDM) in special processing equipment, a low-cost equipment improvement scheme is proposed. On the premise of not increasing hardware investment, this paper puts forward the improvement scheme of gradual using of electrode wire in fine and rough machining, and designs the hardware circuit schematic diagram and PCB board of intelligent progressive wire controller. Through the cooperation with related manufacturers, it is shown that the intelligent progressive wire control scheme and hardware circuit can reduce the cost of improvement to the maximum extent, and can improve the machining accuracy, surface roughness and machining consistency of the machine tool.
Key words: Special Processing; Wire Cutting; Progressive transport; Controller
1 引言
随着工业生产规模的扩大和制造业技术的发展,特种加工在国民经济的许多关键领域中起着重要的、不可替代的作用,如在航空航天、军工、汽车、模具、冶金、机械、轻纺等工业中能解决关键的、特殊的、传统机械切削加工难以解决的加工难题。特种加工技术是先进制造技术的重要组成部分,是衡量一个国家先进制造技术水平和能力的重要标志。随着电火花线切割加工技术的日益成熟,逐步成为特种加工的主流加工技术,市场需求极大。在市场竞争日益激烈的情况下,线切割加工领域对加工精度、加工成本以及加工效率提出了更高的要求。因此,如何进一步提高中走丝线切割机床的加工精度成为各个线切割机床制造厂家迫切需要解决的问题。
2 系统工作原理
电极丝是线切割机床的重要组成部分,视作加工刀具。在对零件的切割加工的过程中,电极丝会受到放电火花侵蚀、张力以及冲液力等若干作用力的影响,引起电极丝在加工过程中的磨损和位置的偏移,进而造成加工稳定性下降、加工精度降低。因此,电极丝的使用方式关系到线切割机床的加工精度。目前国内针对中走丝线切割机床在加工精度和表面光洁度方面的提高主要集中体现在电极丝材质的优化、机床本体的改造、高频电源的等能量控制、运动机构改进以及控制软件的升级等方面,在一定程度上实现了线切割机床的加工精度提升,但其实现成本相对较高,且对目前已有机型无法进行升级改造。
目前慢走丝技术、快走丝技术及中走丝技术是线切割机床常用的走丝控制方式。采用慢走丝技术的线切割机床虽然加工精度高,但由于其切割厚度较小,设备投资和加工成本高,仅在对加工精度要求高的场合下使用。快走丝线技术属于我国独创的技术,电极丝采用高速往复运动模式,对工件进行切割加工,特点是加工速度快,生产效率高,成本低廉,但由于往复走丝造成电极丝抖动和反向时的停顿,其加工精度低,加工面光洁度差,仅适用于加工精度要求不高的场合。中走丝技术结合了快走丝的往复运丝方式和慢走丝的多次切割加工工艺,在加工精度方面有所提高,是一种性价比较高的特种加工线切割机床。
本文以中走丝线切割机床为改造对象,研究中走丝线切割机床的加工特点和运丝方式以及存在的问题,设计出中走丝线切割机床的改造方案。为降低中走丝线切割机床改造成本,并针对现有中走丝线切割机床存在的电极丝磨损引起的加工质量低的问题,在不增加硬件投资的前提下,提出了精粗加工渐进使用电极丝的改造方案,并设计出智能渐进走丝控制器的硬件电路原理图和PCB板。与相关厂家的合作改造表明,该智能渐进走丝控制方案和硬件电路能够最大限度的降低改造成本,并能提升机床的加工精度、表面光洁度和加工的一致性。
3 精粗加工智能渐进走丝控制方案
(1)为减小电极丝在加工过程中的磨损,提高加工一致性,提出精租多次加工方案
为降低改造成本,我们从改进加工工艺并提升加工性能的角度出发,针对引起加工误差的诸多因素,结合中走丝线切割机床常规运丝方式的特点和存在的磨损严重、精度低、加工一致性差的问题,提出中走丝线切割机床的精粗多次线切割加工方案。在切割过程中,首先进行高速走丝方式的粗加工,实现快速切割,然后进行多次反复切割,实现精加工,这样可以有效地规划电极丝的使用阶段,最大限度的降低电极丝的磨损,并保证加工尺寸精度和工件的表面光洁度。
(2)配合精粗多次切割加工方案,采用渐进式使用电极丝的方法,减小电极丝的电蚀
在线切割机床精粗多次切割加工方式的基础上,提出在加工过程中渐进使用电极丝的方法,即在粗加工过程中仅循环使用全部电极丝中某固定部分长度(例如使用全部电极丝的前1/2段),而在一次精加工和二次精加工的过程中再分别循环使用全部电极丝中其余部分(例如在一次精加工过程中使用全部电极丝的1/2~3/4段,在二次精加工过程中使用全部电极丝的最后1/4段)。由于精加工过程中放电火花能量小,电极丝受电蚀影响很小,其直径尺寸精度得以保证,从而使得加工精度以及加工面光洁度大为提高,渐进式使用电极丝方案如图1所示。
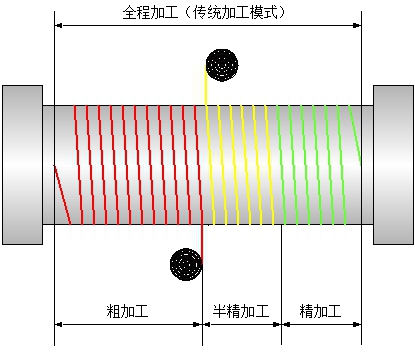
图1 渐进式使用电极丝示意图
根据割一修二的复合加工工艺,在粗加工过程中,仅循环使用全部电极丝中某固定部分,而在一次精加工和二次精加工的过程中再分别循环使用全部电极丝中其余固定部分,由于精加工过程中电极丝受电蚀影响很小,其直径尺寸精度得以保证,从而使得加工精度及加工面光洁度得以提高。
4 智能渐进走丝控制器硬件电路设计
(1)嵌入式微处理器系统单元
渐进式智能走丝控制器作为线切割机床的一个相对独立的控制部分,在使用过程中单独对其操作时间较少,因此根据设计输入要求,从用户操作的便利性考虑,人机对话采用LCD显示屏和按键操作的方式。屏幕所需显示的信息较少,故LCD显示屏采用2×16的字符点阵式显示屏,其与微处理器的接口为并行接口,需8位数据接口和3位控制信号接口,共占用微处理器11位I/O接口;为简化对控制器的操作步骤和流程,按键及选择开关共设置4个,数量较少,为简化电路结构,故采用独立按键的键盘结构形式,需占用微处理器4位I/O接口;同时,微处理器还需接收线切割机床控制系统以开关量形式给出的3路加工状态信号和高精度相对编码器给出的3路脉冲信号,以及需要输出3路控制储丝筒换向时的开关信号。兼顾成本与系统的可靠性,我们选用兼容51系列的微处理器。此外,考虑控制器断电后用户数据的保存,微处理器系统采用了铁电非易失性数据存储器,铁电存储器无延时的擦写特性和近乎无限次的擦写寿命提供了可靠的数据存储,为简化电路,提高系统可靠性,选用I2C接口形式。嵌入式微处理器系统电路如图2所示。
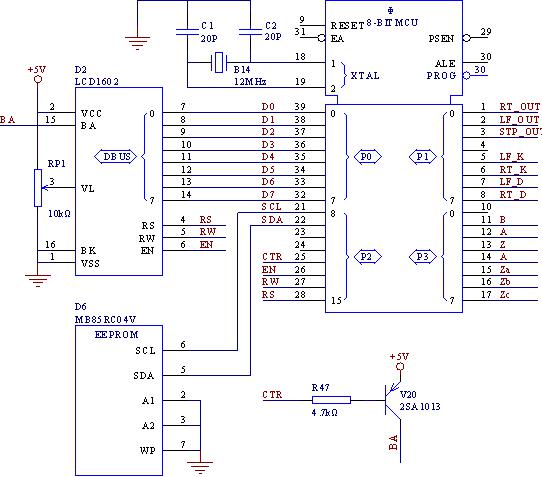
图2 嵌入式微处理器系统电路图
(2)编码器以及输入输出接口电路单元
线切割加工是依靠高频脉冲放电来实现对工件的加工的,由于在高频脉冲放电过程中会产生强烈的电磁干扰,因此为保证所设计的控制器能可靠稳定地正常工作,不仅在微处理器选型时,选择了内部带“看门狗”的处理器,以保证软件系统可靠工作。同时,考虑到编码器、线切割系统给出的加工状态信号、面板按键与选择开关以及控制器输出换向信号,一方面信号至控制器的引线较长,极易受到电磁辐射干扰,另一方面部分信号与线切割控制系统的高压大电流回路连接。因此为提高控制器的抗干扰能力和安全性,保证其安全可靠地稳定工作,对所有进入微处理器系统的信号均设计了光电隔离电路。
对于输入信号的隔离,在具体电路设计上,为防止外部信号极性接反而损坏输入电路,采用在光电耦合器输入端串接高耐压二极管作为保护措施;为防止输入端悬空感应电磁干扰信号而产生误信号,在光电耦合器输入侧并接电阻,以降低输入端输入阻抗,防止信号串入,在光耦输出侧加带施密特触发的非门电路对隔离后的信号进行整形,从根本上保证信号的正确输入。具体电路结构如图3所示。
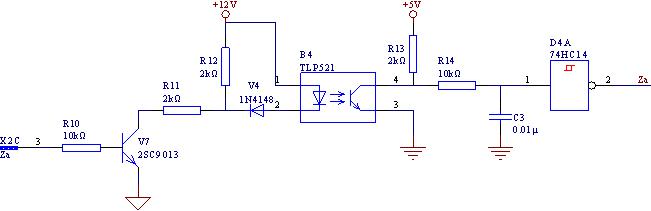
图3 输入信号光电隔离电路图
控制器输入信号共有三类,一类是旋转编码器的脉冲信号,为提高检测定位精度,选用2000线相对编码器,考虑储丝筒的最高转速达600r/min,因此编码器脉冲信号频率达20kHz,其输出脉冲宽度仅为25μs,普通光电耦合器的开关速度无法满足信号传输,因此对于编码器脉冲信号的隔离,选用高速光电耦合器,其开关速度达30ns,保证了信号耦合;一类是按键与选择开关信号,这类信号频率极低,综合考虑产品成本,选用普通低速光电耦合器,电路结构不变;一类是线切割系统给出的运行状态信号,频率较低,但需要进行反相处理,故在光电耦合器隔离电路前加入一级由三极管构成的反相电路,如图4所示。
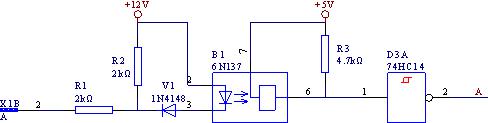
图4 运行状态信号光电隔离电路图
输出信号直接加到高压电路侧,为保证线切割系统发生故障时控制器不受到高压电路侧的影响,采用光电耦合器与中间继电器进行隔离。其电路结构如图5所示,光电耦合器输出的信号通过三极管进行驱动,以保证足够的驱动功率,继电器可靠动作。
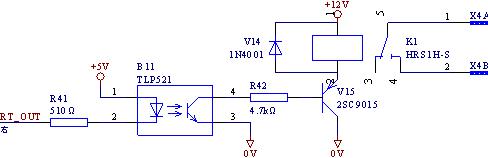
图5 输出信号光电隔离电路图
(3)电源部分
线切割机床工作的电源环境较为恶劣,电源电压波动范围大,因此选用电源适应范围宽的开关电源。嵌入式微处理器系统和外围隔离电路电源相对独立,其中嵌入式微处理器系统采用浮地设计,以最大限度保证抗电磁干扰的能力,使控制器可靠稳定运行。
(4)PCB设计
产品工作的可靠性与稳定性不仅依赖于完善的电路设计,良好的PCB设计同样是产品可靠工作的保证。因此,在PCB设计过程中,不仅考虑信号输入、输出的连接方式与布放位置,同时也从元器件的优化布局入手,分析电路信号的性质和信号流向,合理进行元件排布,优化走线。控制器PCB如图6所示。
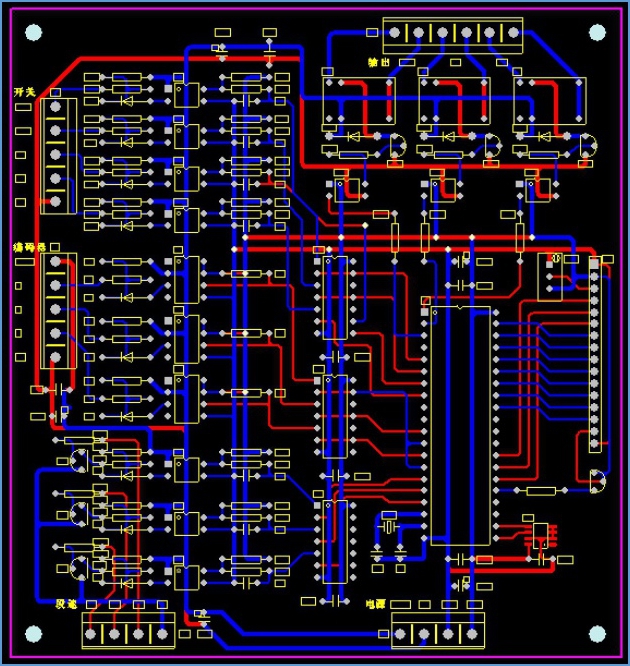
图6 控制器PCB图
5 结语
本文针对特种加工设备中走丝线切割机床升级改造需求大,成本高的问题,提出了一种改变现有中走丝线切割机床走丝方式的渐进走丝方案,并设计出实现渐进走丝控制的智能渐进走丝控制器的硬件电路单元原理图和PCB板。相关厂家的合作改造表明,该智能渐进走丝控制方案和硬件电路能够最大限度的降低改造成本,并能有效地提高中走丝线切割机床的加工精度、加工表面光洁度和加工的一致性。
参考文献:
[1] 夺明辉, 杨报步, 蒋文英. 中走丝电火花线切割机的特点与发展趋势[J]. 航空制造技术, 2011(8): 3235.
[2] 李文平.往复快走丝线切割机床电极丝张力控制系统设计[J].机床与液压, 2018, 46(8): 143-145.
[3] 吴文静, 徐玲, 丁锋. 中走丝线切割机床智能渐进式走丝电气控制装置[J]. 智能机器人, 2019(2):78-81.
[4] 刘志东, 高长水. 电火花加工工艺及应用[M]. 北京:机械工业出版社, 2011.
基金项目:
江苏省高校自然科学研究面上资助经费项目16KJB120007。
作者简介:
徐志阳(2000-)男,大专,无锡商业职业技术学院,研究方向:智能电子技术
吴顾鑫 (1999-)男,大专,无锡商业职业技术学院,研究方向:智能电子技术
车文(1998-)女,大专,无锡商业职业技术学院,研究方向:电子技术及控制装置
徐玲(1976-)女,博士,副教授,无锡商业职业技术学院,研究方向:自动控制、智能控制
丁锋(1968-)男,本科,副教授/高级工程师,无锡商业职业技术学院,研究方向:智能电子技术






共0条 [查看全部] 网友评论